КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Задачі до пп. 2.2, 2.3 2 страница
|
|
|
|
Література:17, 30, 33, 44.
Задача 2.11
Перейти від ланцюгового до координатного методу поставляння розмірів. Перерахувати переваги і недоліки координатного методу (рисунок 2.16)
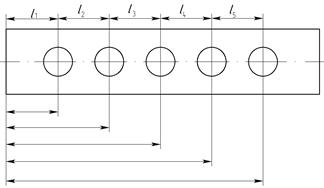
Рисунок 2.16 до задачі 2.11
| Номер варіанта | l1 | l2 | l3 | l4 | l5 |
| 10±0,10 | 12+0,05 | 12-0,06 | 15±0,03 | 
| |
| 12±0,12 | 15-0,05 | 15+0,06 | 18±0,04 | 
| |
| 15±0,14 | 18+0,08 | 18-0,07 | 20±0,05 | 
| |
| 18±0,15 | 20-0,08 | 20+0,07 | 25±0,06 | 
| |
| 20±0,16 | 25+0,10 | 25-0,08 | 30±0,07 | 
| |
| 25±0,18 | 30-0,10 | 30+0,08 | 35±0,08 | 
| |
| 30±0,20 | 35+0,12 | 35-0,10 | 40±0,09 | 
| |
| 35±0,22 | 40-0,12 | 40+0,10 | 45±0,10 | 
| |
| 40±0,24 | 45+0,14 | 45-0,12 | 50±0,11 | 
| |
| 40±0,25 | 50-0,14 | 50+0,12 | 55±0,12 | 
| |
| 40±0,25 | 55+0,15 | 55-0,14 | 60±0,13 | 
| |
| 40±0,25 | 60-0,15 | 60+0,14 | 65±0,14 | 
| |
| 50±0,25 | 65+0,16 | 65-0,15 | 70±0,15 | 
| |
| 50±0,26 | 70-0,16 | 70+0,15 | 75±0,16 | 
| |
| 50±0,26 | 75+0,18 | 75-0,16 | 80±0,17 | 
|
Література: 17, 30, 33, 44
Задача 2.12
Виявити і розв’язати технологічний розмірний ланцюг. Вихідні дані на рисунку 2.17 Похибка методу обробки – за 8-м квалітетом для всіх деталей.
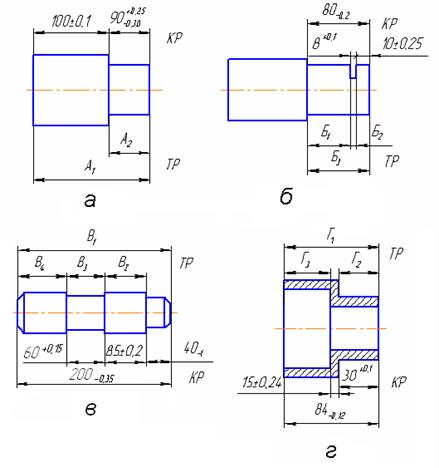
Рисунок 2.17 Конструкторські (КР) і технологічні (ТР) розміри деталей до задачі2.12
Задача 2.13
Виявити і розв’язати технологічний розмірний ланцюг Б, який з’являється при обробці втулки (рисунок 2.18) похибку методу обробки прийняти за 9-и квалітетом.
| Номер варіанта | Розміри, мм | |||
| К1 | К2 | К3 | Б3 | |
| 100-0,09 | 40±0,05 | 24-0,3 | 36±0,06 | |
| 120-0,10 | 50±0,04 | 18-0,4 | 52±0,08 | |
| 90-0,18 | 32±0,04 | 20-0,4 | 38±0,10 | |
| 70-0,4 | 30±0,12 | 15-0,8 | 25±0,01 | |
| 80-0,32 | 46±0,14 | 10-0,6 | 24±0,08 | |
| 110-0,24 | 60±0,18 | 20-0,8 | 30±0,12 | |
| 50-0,12 | 20±0,04 | 6-0,4 | 24±0,08 | |
| 65-0,25 | 30±0,10 | 12-0,5 | 23±0,06 | |
| 74-0,18 | 24±0,05 | 20-0,42 | 30±0,10 | |
| 118-0,42 | 58±0,16 | 40-0,54 | 20±0,09 | |
| 60-0,38 | 18±0,12 | 8-0,8 | 34±0,12 | |
| 85-0,40 | 43±0,21 | 17-0,95 | 25±0,14 |
Література: 2, 17, 30, 33, 40, 44
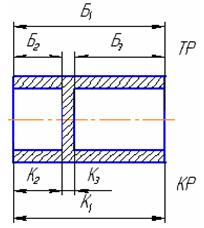
Рисунок2.18 до задачі 2.13
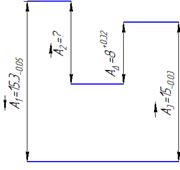
Задача 2.14
При обробці пластини витримано розміри А1, А2, А3 (рисунок 2.19) Визначити яким буде розмір від поверхні М до осі отвору при заданих технологічних розмірах.
| Номер варіанта | Розмір, мм | ||
| А1 | А2 | А3 | |
| 20±0,10 | 40-0,20 | 8-0,09 | |
| 15±0,08 | 64-0,32 | 20-0,18 | |
| 30±0,15 | 50-0,12 | 10-0,20 | |
| 20±0,12 | 82-0,14 | 18-0,18 | |
| 32±0,10 | 42-0,10 | 5-0,09 | |
| 10±0,14 | 36-0,09 | 10-0,20 | |
| 40±0,3 | 90-0,40 | 25-0,18 | |
| 20±0,10 | 76-0,24 | 16-0,10 | |
| 15±0,12 | 54-0,36 | 15-0,10 | |
| 25±0,20 | 85-0,52 | 30-0,14 | |
| 18±0,10 | 60-0,41 | 24-0,16 | |
| 30±0,15 | 78-0,30 | 18-0,12 |
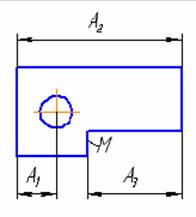
Рисунок 2.19 до задачі 2.14
Задача 2.15
Виявити і розв’язати технологічний розмірний ланцюг Б, що виникає при обробці втулки (рисунок 2.20) Похибка методу обробки  м=0,10мм.
м=0,10мм.
. 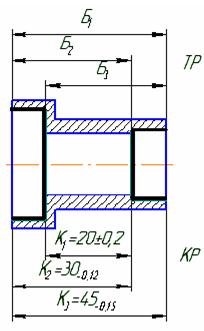
Рисунок 2.20 до задачі 2.15
Задача 2.16
Виявити і розв’язати технологічний розмірний ланцюг Б (рисунок 2.21) Похибку методу обробки прийняти за 8-м квалітетом точності.
| Номер варіанта | Розмір, мм | |||||
| К1 | К2 | К3 | К4 | К5 | Б4 | |
| 10±0,018 | 20±0,02 | 38-0,05 | 40±0,02 | 88-0,08 | 10±0,02 | |
| 12±0,018 | 15±0,02 | 35-0,05 | 42±0,02 | 85-0,08 | 8±0,02 | |
| 25±0,024 | 35±0,02 | 64-0,06 | 10±0,018 | 80-0,08 | 6±0,02 | |
| 30±0,025 | 40±0,025 | 75-0,07 | 25±0,05 | 110-0,10 | 12±0,02 | |
| 54±0,037 | 64±0,04 | 120-0,10 | 36±0,05 | 170-0,10 | 14±0,02 | |
| 82±0,04 | 92±0,04 | 180-0,10 | 53±0,06 | 250-0,12 | 17±0,02 | |
| 40±0,03 | 76±0,03 | 100-0,08 | 36±0,02 | 148-0,10 | 12±0,02 | |
| 32±0,03 | 40±0,03 | 80-0,06 | 54±0,03 | 150-0,12 | 16±0,02 | |
| 90±0,04 | 100±0,12 | 205-0,12 | 85±0,08 | 310-0,13 | 20±0,02 | |
| 120±0,04 | 130±0,04 | 250-0,14 | 115±0,06 | 400-0,14 | 35±0,03 | |
| 150±0,05 | 160±0,06 | 310-0,32 | 160±0,08 | 500-0,16 | 30±0,03 | |
| 50±0,10 | 60±0,03 | 120-0,10 | 80±0,09 | 218-0,12 | 18±0,02 |
Література:2, 4, 17, 30, 40, 44
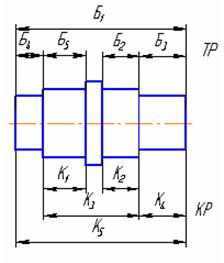
Рисунок 2.21 до задачі 2.16
Задача 2.17
Виявити та розв’язати технологічний розмірний ланцюг (рисунок 2.22) Похибку методу обробки прийняти: а) 0,05мм; б) 0,08мм; в) 0,10мм.
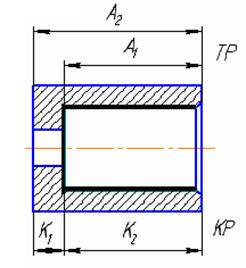
Рисунок 2.22 до задачі 2.17
| Номер варіанта | Розмір, мм | Номер варіанта | Розмір, мм | ||||
| К1 | К2 | А2 | К1 | К2 | А2 | ||
| 8±0,08 | 32-0,039 | 40±0,06 | 6±0,10 | 74-0,046 | 80-0,05 | ||
| 10±0,08 | 20-0,033 | 30-0,07 | 14±0,12 | 60-0,040 | 74-0,04 | ||
| 12±0,09 | 24-0,033 | 36-0,08 | 25±0,16 | 100-0,054 | 125-0,05 | ||
| 18±0,09 | 40-0,040 | 58-0,05 | 16±0,20 | 80-0,046 | 96-0,06 | ||
| 20±0,08 | 36-0,040 | 56-0,04 | 30±0,18 | 120-0,054 | 150-0,07 | ||
| 15±0,08 | 50-0,046 | 65-0,06 | 40±0,12 | 180-0,060 | 240-0,08 |
Література: 2, 4, 17, 30, 40, 44
Задача 2.18
Визначити технологічні розміри Б1 і Б2, що безпосередньо витримуються при обробці øD1 і øD2 втулки (рисунок 2.23)
| Номер варіанта | Розмір, мм | ||||
| К1 | К2 | К3 | Б1 | Б2 | |
| 15-0,13 | 45±0,015 | 80-0,046 | 20±0,015 | 65±0,023 | |
| 20-0,13 | 50±0,015 | 90-0,050 | 20±0,015 | 70±0,028 | |
| 125-0,24 | 180±0,031 | 400-0,089 | 195±0,036 | 275±0,032 | |
| 10-0,36 | 15±0,020 | 50-0,082 | 25±0,018 | 40±0,040 | |
| 25-0,12 | 50±0,025 | 120-0,050 | 45±0,019 | 95±0,050 | |
| 60-0,19 | 90±0,032 | 240-0,06 | 90±0,027 | 180±0,038 | |
| 12-0,14 | 20±0,015 | 80-0,080 | 48±0,018 | 68±0,028 | |
| 40-0,24 | 60±0,032 | 160-0,05 | 60±0,012 | 120±0,040 | |
| 85-0,30 | 125±0,040 | 300-0,12 | 90±0,027 | 215±0,052 | |
| 150-0,35 | 200±0,052 | 400-0,16 | 50±0,06 | 250±0,084 | |
| 35-0,42 | 45±0,018 | 130-0,10 | 40±0,08 | 95±0,075 | |
| 32-0,26 | 54±0,025 | 118-0,09 | 32±0,08 | 86±0,013 |
Література: 2, 4, 17, 30, 40, 44
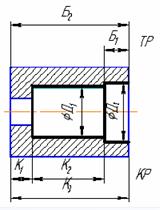
Рисунок 2.23 до задачі 2.18
Задача 2.19
Визначити умови, при яких буде виконано вимоги креслення щодо точності розміру А 1 вала, який обробляється на токарному багаторізцевому напівавтоматі (рисунок 2.24)
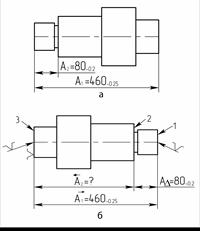
Рисунок 2.24 Вал (а) і схема його обробки (б)
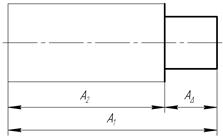
Задача 2..20
Вал обробляється за таким технологічним маршрутом (рисунок 2.25:
1. обробка торця 1;
2. обточування ступеня Ø D1 до розміру А1;
3. обробка торця 3 до розміру А2;
4. обточування ступеня Ø D2;
5. шліфування торця 2, витримуючи розмір А3.
Визначити технологічний розмір А1.
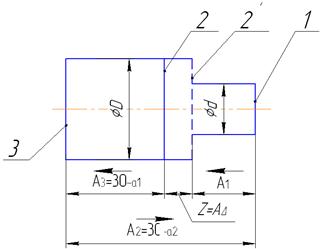
Рисунок. 2.25 Технологічний розмірний ланцюг при обробці вала
Задача 2.21
Визначити допуск і відхилення в товщині стінок труби квадратного профілю (рисунок 2.26 а), якщо при виготовленні одержано ексцентриситет отвору відносно зовнішньої поверхні е = 0,10 мм.
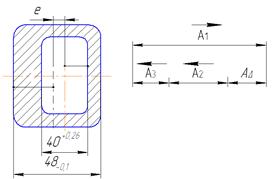
Риунок. 2.26.
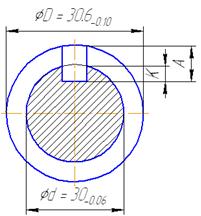
Задача 2.22
3.Визначити глибину А фрезерування паза у валика діаметром D =30, 6-0,1 мм (рисунок 2.27 а), враховуючи, що після загартування й шліфування його до діаметра d – 30-0,06 мм, глибина паза повинна дорівнювати заданій на кресленні К = 8+0,32 мм.
| 
|
Рисунок 2.27. схема розмірних розв’язків паза вала (а) і технологічний розмірний ланцюг (б)
Задача 2.23
Визначити технологічний розмір А2 при обробці вала (рисунок 2.28), розв’язавши технологічний розмірний ланцюг, якщо похибка методу обробки Δм = о,15 мм.
|
| |||||||||||||
| Рисунок 2.28 |
 0,2
0,2
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 466; Нарушение авторских прав?; Мы поможем в написании вашей работы!