КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сборка подрезиненного колеса
|
|
|
|
При сборке колеса колесный центр располагают горизонтально, вставляют в него шпильки и закрепляют их снизу гайками, законтренными попарно пластинчатыми дугообразными шайбами. На внутреннюю плоскость диска колесного центра укладывают первый ряд резиновых вкладышей из восьми штук, так, чтобы их центрирующие выступы вошли в специальные углубления для них. На вкладышах размещают центральный диск с посаженным на него бандажом. На центральный диск укладывают второй ряд резиновых вкладышей и на них — нажимной диск. На свободные концы шпилек навертывают гайки, причем навертывание гаек ведется по специальной крестообразной схеме, чтобы обеспечить равномерность затяжки. Вкладыши каждого ряда сжимаются на 2 мм, на что требуется усилие 50-60 тонн. Вкладыши в одно колесо и в колеса одной колесной пары подбирают одной группы твердости.
После затяжки гаек на шпильках в колесный центр завертывают монтажные болты и запрессовывают штифты. Затем монтажные болты необходимо убрать, поставить лепестковую шайбу и завернуть рабочие болты. Сборку колес допускается производить до и после запрессовки их на ось колесной пары. Штифты служат для предотвращения проворота нажимного диска относительно колесного центра и среза болтов крепления. Болты контрятся общей пластинчатой шайбой.
Для отвода тока от колеса в ходовой рельс, каждое колесо имеет два гибких медных шунта (Рис.24.) сечением 50 мм, которые соединяют колесный центр с центральным диском.
Конструкция колеса обеспечивает снижение шума при движении и значительное уменьшение динамических ударов, приходящихся на ходовые части вагона и на путь.
Диаметр колеса уменьшен по сравнению с диаметрами колес других типов вагонов (780 мм вместо 900 мм). Это сделано с целью понизить центр тяжести вагона, повысить его
|
|
|
устойчивость и улучшить динамику движения.
Особенностью конструкции такого колеса является то, что колесный центр не соприкасается с бандажом или центральным диском, а как бы условно «висит» на резиновых вкладышах, которые, благодаря сильному сжатию, работают на сдвиг.
При вращении колеса во вкладышах происходит непрерывное перемещение слоев резины друг относительно друга и внутреннее трение между волокнами резины, вызывающее ее нагрев до температуры 50-60°С. Сдвиг резины происходит и при неподвижно стоящих колесах, когда статическая нагрузка действует в одном направлении. Происходит постепенное смещение колесного центра относительно бандажа (просадка резины). По существующим нормам разница в зазорах между ободом центрального диска и диском колесного центра (сверху и снизу) под тарой вагона не должна превышать 4 мм.
Недостатками подрезиненных колес являются:
· большое количество резьбовых соединений, которые требуют повседневного контроля и ухода (ослабление болтов, шпилек и штифтов);
· возможен сдвиг вкладышей и отслоение резины вкладышей от армировок;
· наблюдается неравномерный прокат бандажа по кругу катания, что объясняется влиянием эластичных элементов (вкладышей), недостаточно качественным металлом бандажа и малым диаметром колес.
Колесная пара с цельнокатаными колесами
| Рис.26. Колесная пара с цельнокатаными колесами |

У цельнокатаных колес обод с гребнем, диск и ступица составляют одно целое.
Изготавливают их из твердой углеродистой стали по особой технологии, заключающейся в нагреве заготовок до ковочной температуры 1300°, многократной обжимке под гидравлическими прессами и прокатке обода роликами на специальном колесопрокатном стане, в результате чего колеса приобретают высокую прочность. В диске, имеющем конусообразную форму, просверливают два отверстия, при помощи которых колесо в процессе обработки приводят во вращение; они же предназначены для транспортировки колес и колесных пар. Механическую обработку колес производят двумя этапами. На первом этапе колесо подготавливают к посадке на ось, для чего в ступице обрабатывают торцы, растачивают отверстие, а также частично обрабатывают внутреннюю грань обода с целью выявления дефектов, выравнивания плоскости и получения точного места для установки запрессовочного шаблона. На втором этапе обработку колес производят после их напрессовки на ось.
|
|
|
Сформированную колесную пару устанавливают на колесно-токарный станок для обточки колес по профилю и кругу катания и по размеру расстояния между внутренними гранями бандажей.
Преимуществами цельнокатаных колес являются:
· увеличенная прочность колеса
· отсутствие насадного бандажа, что исключает работы по обточке, подбору натягов, нагреву, посадке, установке кольца и его завальцовке
· облегчение наблюдения за колесами в эксплуатации
· повышение безопасности движения, поскольку нет опасности проворота бандажа, ослабления посадки или разрыва бандажа
· снижение веса – примерно на 50 кг на одно колесо
Профиль катания цельнокатаного колеса
| Рис.27. Профиль катания цельнокатаного колеса |
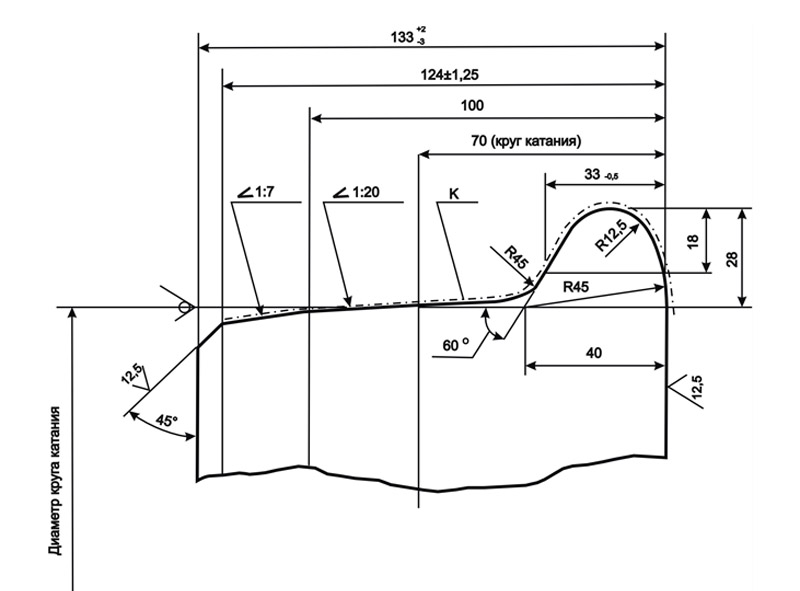 Движение колесной пары по рельсовому пути происходит в сложных условиях, поэтому для лучшего вписывания в кривые и центрирования подвижного состава на прямых участках пути и улучшения характеристик при движении, необходим правильный выбор профиля поверхности колеса. Профиль колеса (рис27.) получают механической обработкой при его изготовлении или при обточке колесной пары в зависимости от принятой технологии ее формирования.
Движение колесной пары по рельсовому пути происходит в сложных условиях, поэтому для лучшего вписывания в кривые и центрирования подвижного состава на прямых участках пути и улучшения характеристик при движении, необходим правильный выбор профиля поверхности колеса. Профиль колеса (рис27.) получают механической обработкой при его изготовлении или при обточке колесной пары в зависимости от принятой технологии ее формирования. |
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 947; Нарушение авторских прав?; Мы поможем в написании вашей работы!