КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматизация индукционных печей
Широко распространенным в металлургической практике типом плавильных индукционных печей являются индукционные печи без сердечника (тигельные печи), работающие на промышленной частоте питающего тока и повышенных частотах до 10 кГц.
Как и при всяком плавильном процессе, задачами управления являются получение металла заданных температуры и состава, экономичная и надежная работа установки. Управление режимом плавки осуществляют изменением электрической мощности, выделяемой в металле. Температуру плавящегося металла контролируют термопарой. Заданный состав плавки получают путем правильной шихтовки с анализом проб металла физико-химическими методами в лаборатории.
Характерной особенностью индукционных установок является низкий коэффициент мощности (cosφ) системы индуктор-объект, который составляет величину 0,1-0,3, так как реактивная мощность в зазоре и объекте (тигле с металлом) значительно выше активной мощности, выделяемой в металле. Для повышения коэффициента мощности параллельно индуктору печи подключают батарею статических конденсаторов.
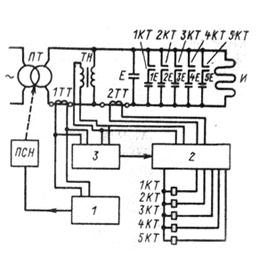
Рисунок 12.8 – Схема регулирования индукционной печи промышленной частоты
При расплавлении металла, загруженного в тигель, меняется его физическое состояние, что вызывает изменения как коэффициента мощности установки, так и силы тока, потребляемого из сети. Под оптимальным режимом работы установки понимают режим, обеспечивающий максимальную производительность при минимальном расходе электроэнергии. При таком режиме в системе индуктор печи-садка выделяется максимально возможная активная мощность. Оптимальная сила тока, соответствующая оптимальному режиму, поддерживается в печах промышленной частоты (50 Гц) переключением ступеней напряжения печного трансформатора, а оптимальный коэффициент мощности - переключением банок конденсаторов нагрузочного контура. В печах повышенной частоты силу тока регулируют, меняя выходное напряжение преобразователя частоты и переключая число витков индуктора.
Эквивалентное сопротивление контура зависит от свойств и состояния находящейся в тигле шихты. Например, при плавке ферромагнитного материала в начале, при разогреве шихты, возрастает ее удельное электросопротивление и величина rэкв. При температурах, когда изменяются магнитные свойства шихты, эквивалентное сопротивление резко уменьшается, а затем опять начинает увеличиваться по мере роста температуры потерявшего магнитные свойства материала.
Основные функции системы автоматики индукционной тигельной печи состоят в следующем:
- в предотвращении перегрева расплава выше заданной температуры;
- в поддержании оптимальной величины питающего тока;
- в поддержании оптимального значения коэффициента мощности установки;
- в контроле проедания тигля.
Структурная схема системы автоматического регулирования индукционной печи приведена на Рисунке 12.9. Печной трансформатор ПТ питает индуктор тигля печи И, параллельно с которым в контур включена конденсаторная батарея, состоящая из постоянной Е и переменной 1Е—5Е частей. Контроль электрического режима нагрузочной (печной) цепи осуществляется трансформаторами напряжения ТН и тока TТ. Сигнал с трансформатора 1ТТ поступает в блок регулирования силы тока и напряжения 1,где сравнивается с сигналом задания. При их неравенстве блок через переключатель ступеней напряжения ПСН управляет печным трансформатором ПТ, повышая или снижая питающее напряжение. Блок 2 служит для автоматической стабилизации коэффициента мощности. Блок включает в себя датчик фазы, измеряющий сдвиг по фазе между током питания, контролируемым через трансформатор тока 2ТТ, и напряжением на контуре, измеряемым трансформатором напряжения ТН; систему расшифровки сигналов датчика фазы; систему переключения банок конденсаторов. Определение текущего значения cosφосуществляется с помощью фазового детектора. Выходной сигнал блока 2 через контакторы 1КТ-5КТ осуществляет переключение банок конденсаторов 1Е-5Е под нагрузкой.
Выбор оптимального значения коэффициента мощности осуществляется блоком 3. На вход блока поступают сигналы с трансформаторов 1ТТ и ТH Выходной сигнал блока 3 служит для изменения задания на cosφблоку 2.
Применение систем автоматики с блоками регулирования силы тока и коэффициента мощности, выполненными на бесконтактных электрических элементах, обеспечивает надежное автоматическое управление тигельными индукционными печами промышленной частоты, повышение производительности печей и экономию электроэнергии.
|
|
Дата добавления: 2015-03-29; Просмотров: 4253; Нарушение авторских прав?; Мы поможем в написании вашей работы!