КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Исходные данные для расчета режимов сварки и выбора технологических приемов
|
|
|
|
Особенности сварки среднеуглеродистых сталей.
Среднеуглеродистые стали или улучшаемые стали относятся к закаливающимся. При сварке этих сталей возможно появление горячих и холодных трещин в шве и около шовной зоне (ОШЗ), а так же снижение прочностных, пластичных и коррозионных свойств на некоторых участках зоны термического влияния.
Разрабатываемая технология сварки стыкового соединения должна полностью предупреждать образование данных явлений.
Расчетная часть работы, позволяет обосновать и выбрать режимы сварки и отдельные технологические приемы, которые обеспечивают отсутствие холодных трещин закалочного происхождения и изменений свойств ЗТВ.
Расчет режимов ручной многопроходной сварки стыкового соединения производится по двум технологическим вариантам:
1. длинными участками (сварка «напроход») со сменой диаметра электрода и с предварительным подогревом. Критерием выбора режимов и технологии сварки является допустимые скорости охлаждения металла при температуре 5500С.
2. короткими участками (сварка блоками, горкой, каскадом и т.п.) одним диаметром электрода без изменения силы сварного тока. Критерием оценки технологии сварки является время распада аустенита при температуре обеспечивающей отсутствия мартенситного превращения. В данном случае скорость охлаждения уже не имеет значения. Эта технология применяется для сварки сталей, склонных к резкой закалке и чувствительных к росту зерна при перегреве.
Разработать технологию стыковой многопроходной сварки углеродистой стали в нижнем положении. Длина соединения 1 метр. Толщина соединяемых элементов, вид соединения и материал основного металла сгруппированы по вариантам и сведены в таблицу 1.
|
|
|
Варианты заданий
Таблица 1
| № варианта | Толщина листов S мм | Обознач соед.по ГОСТ 5265-80* | Материал | № варианта | Толщина листов S мм | Обознач. соед.по ГОСТ 5264-80 | Материал | |||
| С8 С8 С17 С17 С17 С17 С8 С17 С8 С8 | сталь | 40Х 40Х | С17 С8 С17 С8 С8 С17 С17 С18 С17 С8 | сталь | 40Х 40Х 40Х | |||||
*ГОСТ 5264-80. ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Конструктивные элементы подготовки кромок и сварного шва приведены в таблице 2. Основные характеристики свариваемой стали приведены в таблице 3. При расчете используем следующие постоянные коэффициенты:
ρ – плотность, 7,85 г/см3
λ – теплопроводность, 0,4 Дж/(см·с·град)
сρ – объемная теплоемкость, 5,0 Дж/(см3 град).
а - температура проводность 8·10-2 см2/с
an – коэффициент поверхностной теплоотдачи, 3,0 Дж/(см2·с·град.)
То – температура окружающей среды и начальная температура свариваемых деталей, 200С.
ηu – эффективный к.п.д. дуги при ручной дуговой сварке толстопокрытым штучным электродом, 0,80.
Таблица 2.
Конструктивные элементы подготовки кромок и
сварного шва (ручная сварка)
| Условное обозначение сварного соединения | Конструктивные элементы подготовки кромок и шва | Размеры, мм | |||
| S=S1 (б) | B номин. | g (h) | |||
| номин. | пред. откл. | ||||
| С8 | 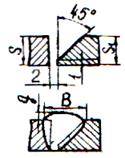
| св11 до 14 | 0,5 | +1,5 -0,5 | |
| св14 до 17 св 17 до 20 св 20 до 24 св 24 до 28 св 28 до 32 | +2,0 -0,5 | ||||
| С17 | 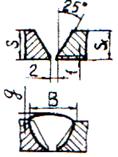
| св11 до 14 | 0,5 | +1,5 -0,5 | |
| св14 до 17 св 17 до 20 св 20 до 24 св 24 до 28 св 28 до 32 | +2,0 -0,5 |
*ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Используя данные табл.3 определить допустимые интервалы скоростей охлаждения и какие дефекты возможны при превышении заданных границ скоростей охлаждения.
|
|
|
Wmin<W0<Wmax
Выбор электродов – их марки осуществляется с помощью таблицы 4, в которой приведены прочностные характеристики, химический состав и технологические характеристики (коэффициент и наплавки aн, г/(А·час) и расхода электродов кр, кг/кг). Марку электродов выбирают по равнопрочности металла наплавки и основного металла (заданной марки).
СВОЙСТВА И ХАРАКТЕРИСТИКИ СВАРИВАЕМОЙ СТАЛИ Таблица 3
| Материал | Предел прочности sв, Мпа (кгс/мм2) | Температура начала мартенситного превращения ТМн, 0С | Время распада аустенита при Тр = ТМн +500 tр, сек. | Допустимая скорость охлаждения при температуре 5500С, 0С/сек. | Характеристика стали | ||
| По структуре и свойствам ЗТВ, WD | По отсутствию холодных трещин Wкр | ||||||
| Сталь | 540 (54) | 0,12-7 | - | Свариваемость удовлетворительная. К отпускной хрупкости не склонна. Применяется в нормализованном состоянии. | |||
| 580 (58) | 2,4-5 | - | Свариваемость ограниченная. К отпускной хрупкости не склонна. Применяется в нормализованном состоянии, реже в закаленном и отпущенном. | ||||
| 610 (61) | 2-4 | Свариваемость ограниченная. К отпускной хрупкости не склонна. Применяется в нормализованном состоянии или после закалки с отпуском. | |||||
| 40Х | 1000 (100) | 4-14 | 5,5 | Свариваемость плохая. К отпускной хрупкости не склонна. Подвергается поверхностной закалке ТВЧ или закалке с отпуском. |
Примечание. Стали 45, 40Х, обладают повышенной склонностью к росту зерна в околошовной зоне, что приводит к повышению устойчивости аустенита при охлаждении с малыми скоростями. Температуру предварительного подогрева, применяемого для ограничения закалки и образования холодных трещин, следует выбирать по возможности невысокой.
Таблица 4
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 608; Нарушение авторских прав?; Мы поможем в написании вашей работы!