КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчетно-графическая работа №2
|
|
|
|
Вывод
Свариваемость меди
Общие вопросы свариваемости определяются влиянием термического цикла сварки на физические свойства металла: его прочность и пластичность. Для Cu эти свойства будут зависеть от степени ее чистоты. Так, Cu с повышенной концентрацией водорода может иметь провал пластичности в интервале температур 350-450°С, который для чистой меди обычно не регистрируется.
Сварка чистой Cu существенно отличается от сварки сталей в силу особенностей теплофизических свойств этих металлов. Большие тепло- и температуропроводности Cu создают высокие градиенты температуры и скорости охлаждения, а также определяют малое время существования сварочной ванны, что требует применения повышенной погонной энергии или предварительного подогрева, а это является нежелательным осложнением технологии сварки. Значительный коэффициент линейного расширения и его зависимость от температуры вызывают необходимость сварки при жестком закреплении кромок или по прихваткам. При большой толщине металла следует регулировать величину зазора при сварке. Малое время существования сварочной ванны в жидком состоянии ограничивает возможности ее металлургической обработки. В частности, при раскислении меди требуются более активные раскислители, чем при сварке сталей.
Особенностью сварки Cu и ее сплавов является склонность швов к образованию горячих трещин. Кислород, сурьма, висмут, сера и свинец образуют с медью легкоплавкие эвтектики, которые скапливаются по границам кристаллитов. Это требует ограничения содержания примесей в меди:
· O2 – до 0,03 %
· Bi – до 0,003 %
· Sb – до 0,005 %
· Pb – до 0,03 %
Для ответственных конструкций содержание этих примесей должно быть еще ниже. Для особо ответственных изделий содержание O2 должно быть значительно ниже – менее 0,003% (по массе). Содержание S не должно превышать 0,1 % (по массе).
|
|
|
Al, Fe, Ni, Sn, Zn, Ag повышают прочность и твердость меди и используются для легированных сплавов на медной основе. Нерастворимые элементы Pb и Ni ухудшают механические свойства меди и однофазных сплавов на ее основе. Образуя легкоплавкие эвтектики, располагающиеся по границам зерен основной фазы, они вызывают красноломкость. Висмут, будучи хрупким металлом, охрупчивает медь и ее сплавы. Свинец, обладая низкой прочностью, снижает прочность медных сплавов, однако вследствие хорошей пластичности не вызывает их охрупчивания. Кроме того, свинец улучшает антифрикционные свойства и обрабатываемость резанием медных сплавов, поэтому его применяют для легирования. Нерастворимые элементы O,S, Se, Te присутствуют в меди и ее сплавах в виде промежуточных фаз (например, Cu2O, Cu2S), которые образуют с медью эвтектики с высокой температурой плавления и не вызывают красноломкости. Кислород при отжиге меди в водороде вызывает «водородную болезнь», которая может привести к разрушению металла при обработке давлением или эксплуатации готовых деталей. Механические свойства меди в большей степени зависят от ее состояния и в меньшей от содержания примесей.
Медь обладает высокой технологичностью. Она прокатывается в тонкие листы и ленту, из нее получают тонкую проволоку, медь легко полируется, хорошо паяется и сваривается.
Список литературы
1. М.В.Мальцев «Металлография промышленных цветных металлов и сплавов» (2 изд. Изд-во «Металлургия», 1970, 364с.)
2. Справочник «Сварка и свариваемые материалы» (Том 1. Изд-во «Металлургия» 1991г.)
3. Теория сварочных процессов /Под ред. В.В. Фролова/. – М.:Высшая школа, 1988.-599 с.
4. Технология и оборудование сварки плавлением /Под ред. Г.Д. Никифорова/,-2-е изд. –М.: Машиностроение, 1986?/ - 320 c.
|
|
|
5. Технологические основы сварки и пайки в авиастроении. /Под ред. В.А. Фролова/. –М.:Интермет-инжиниринг, 2002. -456 с.
6. http://www.sak.ru/
7. «Материаловедение» учебник для ВУЗов /Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др. Под общ. Ред. Б.Н. Арзамасова, Г.Г. Мухина. -3-е изд., переработ. И доп. – М.:Изд-во МГТУ им. Н.э. Баумана, 2001. – 648 с., ил.
по дисциплине «Электротехника, электрические машины и аппараты»
Выполнил: ст.гр.3Тм-22
Михалочкин А.С.
Принял: Новиков Ю.В.
Срок сдачи___________
Принял______________
Подпись_____________
Метка о защите:_______
__________________
Витебск
Исходные данные:
Дано:
E=120 B;
C1=120 мкф;
C2=200 мкф;
f=50 Гц;
R1=16 Ом;
R3=10 Ом;
L1=12 мГн;
L3=100 мГн;
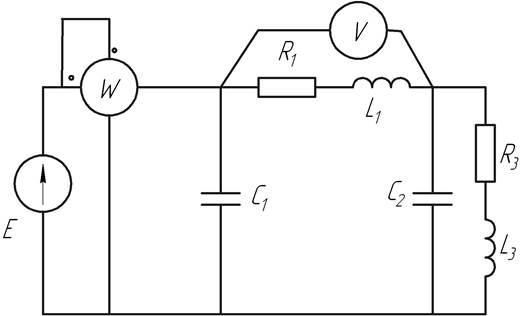
Для данной цепи по заданным параметрам пассивных элементов, ЭДС и частоте источника определить действующие значения и начальные фазы токов во всех ветвях цепи и напряжений на отдельных участках. Рассчитать активные, реактивные и полные мощности отдельных участков и всей цепи. Составить уравнение баланса активных и реактивных мощностей. Указать показания приборов.
Решение:
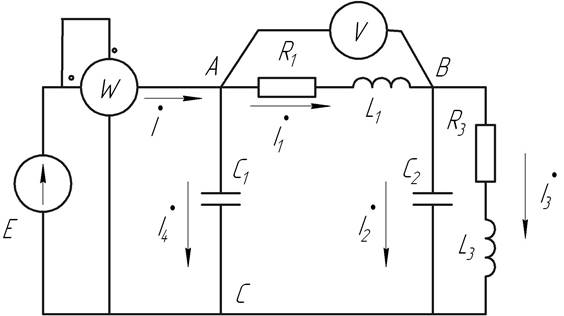
1. Указываем направления токов в ветвях.
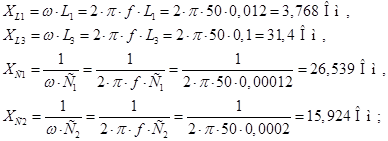
2. Определяем сопротивления реактивных элементов.
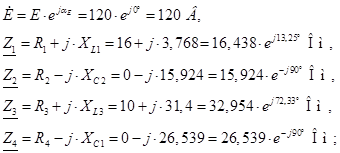
3. Выражаем ЭДС источника и сопротивления ветвей в комплексной форме.
4. Рассчитываем эквивалентное комплексное сопротивление цепи.
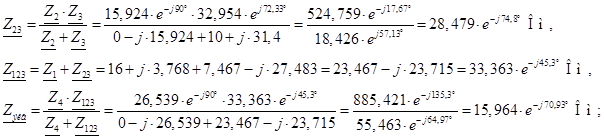
5. Определяем комплекс тока в ветви, содержащей источник, а затем комплексы напряжений и токов в других ветвях.
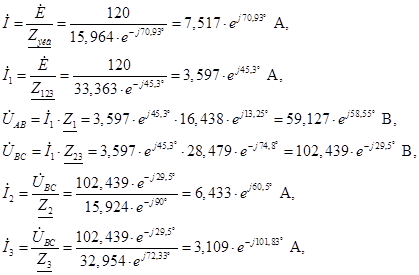

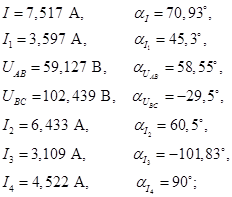
6. Зная комплексные значения токов и напряжений, определяем их действующие значения и начальные фазы.
7. Рассчитываем мощности отдельных участков и всей цепи.
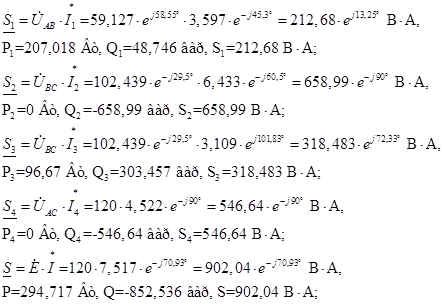
8. Составляем уравнения баланса активных и реактивных мощностей цепи.
Баланс активных и реактивных мощностей соблюдается. Ваттметр измеряет активную мощность всей цепи, его показания 294,717 Вт. Вольтметр измеряет действующее значение напряжения на участке АВ, его показания 59,127 В.
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 599; Нарушение авторских прав?; Мы поможем в написании вашей работы!