КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общие сведения. Правильный выбор средств измерений в соответствии с точностью измеряемого параметра является важнейшей задачей при приёмочном контроле изделий
|
|
|
|
Правильный выбор средств измерений в соответствии с точностью измеряемого параметра является важнейшей задачей при приёмочном контроле изделий, так как погрешность измерений влияет на принятие решения о годности изделия.
В стандарте ГОСТ 8.051–81 содержатся значения допускаемых погрешностей измерений δ, установленные в зависимости от номинальных размеров и допусков на изготовление. Величины погрешностей приняты равными от 20% (для IT10 и грубее) до 35% (для IT2-IT5). Допускаемые погрешности измерений, установленные стандартом, охватывают не только погрешности измерительных средств, но и составляющие от других источников погрешности, оказывающих влияние на погрешность измерения (установочные меры, базирование, температурные деформации и т.д.). Допускаемые погрешности измерений относятся к случайным и неучтенным систематическим погрешностям измерений.
Влияние погрешности измерения при приёмочном контроле оценивают вероятностными параметрами:
m = количество деталей в процентах от общего числа измеренных, имеющих размеры, выходящие за предельные и принятые (неправильно) в числе годных;
n = количество деталей в процентах от общего числа измеренных, имеющих размеры, не превышающие предельные и непринятые (неправильно) как дефектные.
с – вероятностная величина выхода размера за предельные значения у неправильно принятых деталей.
Порядок выполнения задания
1 Изучение стандарта ГОСТ 8.051–81 «Погрешности, допускаемые при измерении линейных размеров до 500 мм» и руководящего документа по применению ГОСТ 8.051-81 - РД 50-98-86 «Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм[7…].
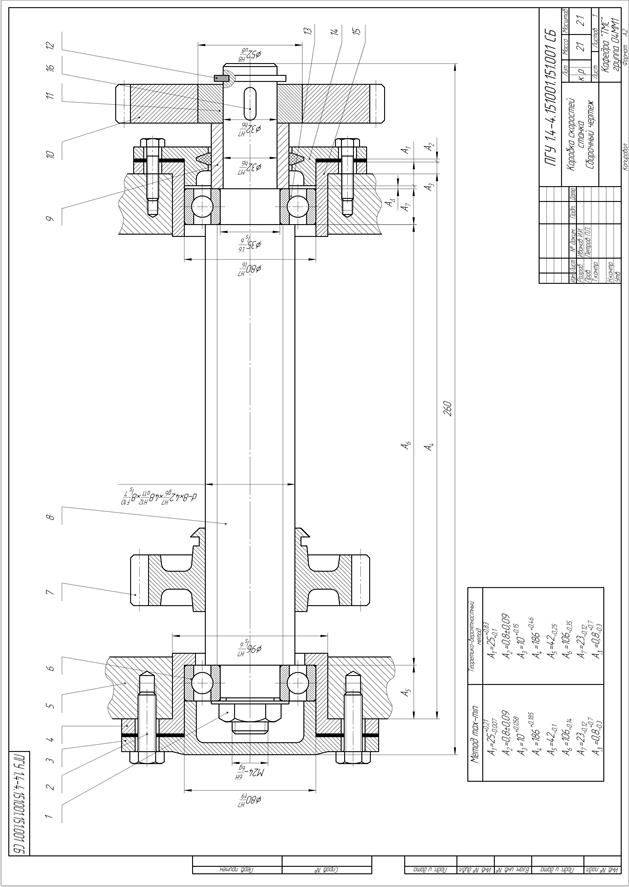
2 Анализ деталировочных чертежей вала и шестерни и выбор одного сопрягаемого размера и одного неспрягаемого размера.
|
|
|
В рассматриваемом варианте из сопрягаемых размеров, например, берется диаметр вала 8 под посадку внутреннего кольца подшипника Ø35 jS 6 (±0,008), из несопрягаемых – ширина сменной шестерни 10 – 46 h 14 (–0,62).
3 Определение по таблице 11.1 допускаемого значения погрешности измерения δ.
Для выбранных размеров: Ø35 jS 6 – δ = 5 мкм; Ø 46 h 14 – δ = 140 мкм.
Таблица 11.1 – Допускаемые погрешности измерения линейных размеров до 500 мм
| Номинальные размеры, мм | Квалитеты | |||||||||||||||||
| Допуск IT и погрешность измерения δ, мкм | ||||||||||||||||||
| от 10 до 18 | ||||||||||||||||||
| от 18 до 30 | ||||||||||||||||||
| от 30 до 50 | ||||||||||||||||||
| от 50 до 80 | ||||||||||||||||||
| от 80 до 120 | ||||||||||||||||||
| от 120 до 180 | ||||||||||||||||||
| от 180 до 250 |
4 Определение коэффициента метода измерения при условии, что распределение размеров и погрешностей средств измерения подчиняется нормальному закону по формуле:
где IT – допуск измеряемого размера, мкм; σ – среднее квадратическое отклонение погрешности измерения, мкм ( ).
).
Для Ø35 jS 6 – =  =1,6666 мкм.
=1,6666 мкм.
Для Ø46 h 14 – =  =46,6666 мкм.
=46,6666 мкм.
5 Определение по значению  предельных значений m, n, c/IT, с – вероятностных предельных величин параметров разбраковки при условии, что приёмочные границы совпадают с границами поля допуска (таблица 11.2).
предельных значений m, n, c/IT, с – вероятностных предельных величин параметров разбраковки при условии, что приёмочные границы совпадают с границами поля допуска (таблица 11.2).
Для Ø35 jS 6 m = 3,5%; n = 4,75%; c/IT = 0,14, с = 2,24 мкм.
|
|
|
Для Ø46 h 14 m = 2,8%; n = 3,7%; c/IT = 0,10, с = 14 мкм.
6 Построение схемы расположения поля допуска контролируемого сопрягаемого размера с указанием погрешности измерения (рисунок 11.1).
7 Выбор средств измерений размеров с учетом методов и условий измерения и допускаемых погрешностей измерения (таблицы 11.3…11.7).
Для Ø35 jS 6 – микрометр рычажный (в стойке), цена деления – 0,002 мм, при установке на нуль по установочной мере, предельная погрешность данного средства измерения - δср = 4,5 мкм. (при измерении точных и ответственных размеров рекомендуется, чтобы δср<δ).
Для Ø46 h 14 – штангенциркуль с ценой деления отсчетного устройства – 0,05 мм. Предельная погрешность - δср = 100 мкм
Таблица 11.2 – Вероятностные предельные величины параметров разбраковки (m, n, c/IT) для нормального закона
| , %
| m,% | n,% | c/IT |
| 1,6 | 0,37–0,39 | 0,7–0,75 | 0,01 |
| 0,87–0,9 | 1,2–1,3 | 0,03 | |
| 1,6–1,7 | 2,0–2,25 | 0,06 | |
| 2,6–2,8 | 3,4–3,7 | 0,10 | |
| 3,1–3,5 | 4,5–4,75 | 0,14 | |
| 3,75–4,1 | 5,4–5,8 | 0,17 | |
| 5,0–5,4 | 7,8–8,25 | 0,25 |
РИСУНОК ПЕРЕДЕЛАТЬ (сделать конкретным, позицию в убрать).
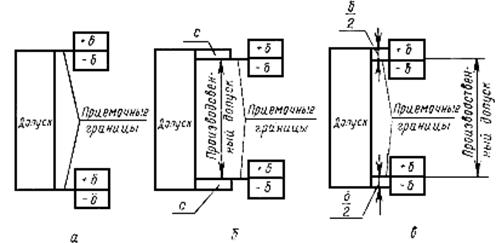
Рисунок 11.1 - Схема расположения поля допуска размера Ø35 jS 6 с указанием погрешности измерения
Вывод. Погрешность выбранных средств измерений соответствует точности измеряемых размеров. Чтобы уменьшить значение параметра разбраковки m необходимо приёмочные границы сместить внутрь поля допуска на величину c, например для размера Ø35 jS 6 c = 2,24 мкм (рисунок 11.1,б), однако при этом уменьшится производственный допуск.
Таблица 11.3
| Средства измерения | Предельные погрешности измерения, мкм, для диапазона размеров, мм | ||||||
| Наименование и случаи применения | до 10 | св. 10 до 50 | св. 50 до 80 | св. 80 до 120 | св. 120 до 180 | св. 180 до 250 | св. 250 до 500 |
| Штангенциркули (ШЦ-I, ШЦТ-I, ШЦ-II, ШЦ-III) с отсчетом по нониусу 0,1 мм | |||||||
| Штангенциркули (ШЦ-II, ЩЦ-III) с отсчетом по нониусу 0,05 мм | - |
Таблица 11.4
| Средства измерения | Предельные погрешности измерения, мкм, для диапазона размеров, мм | ||||||||||
| Метод измерения | |||||||||||
| до 10 | св. 10 до 30 | св. 30 до 50 | св. 50 до 80 | св. 80 до 100 | св. 100 до 180 | св. 180 до 200 | св. 200 до 300 | св. 300 до 400 | св. 400 до 500 | ||
| Скобы индикаторные (СИ) с ценой деления 0,01 мм | В руках | ||||||||||
| В стойке |
|
|
|
Таблица 11.5
| Средства измерения | Предельные погрешности измерения, мкм, для диапазона размеров, мм | |||||||||||||
| Метод измерения | до 25 | св. 25 до 50 | св. 50 до 75 | св. 75 до 100 | св. 100 до 125 | св. 125 до 150 | св. 150 до 175 | св. 175 до 200 | св. 200 до 250 | св. 250 до 300 | св. 300 до 400 | св. 400 до 500 | ||
| Микрометры гладкие (МК) с величиной отсчета 0,01 мм при настройке на нуль по установочной мере | В руках | |||||||||||||
| В стойке | ||||||||||||||
| Микрометры рычажные (МР и МРИ) с ценой деления 0,002 мм и 0,01 мм при установке на нуль по установочной мере Скобы рычажные (СР) с ценой деления 0,002 мм при настройке на нуль по концевым мерам длины при использовании на всем пределе измерения | В руках | |||||||||||||
| В стойке | 4,5 | 10*** | 10*** |
*** При измерении микрометром рычажным с ценой деления 0,002 мм погрешность равна соответственно 8 мкм и 9 мкм.
Таблица 11.6
| Средства измерения | Метод измерения | Предельные погрешности измерения, мкм, для диапазона размеров, мм | |||||||||||||||||
| до 3 | св. 3 до 6 | св. 6 до 10 | св. 10 до 18 | св. 18 до 30 | св. 30 до 50 | св. 50 до 80 | св. 80 до 120 | св. 120 до 180 | св. 180 до 250 | св. 250 до 315 | св. 315 до 400 | св. 400 до 500 | |||||||
| Оптиметр вертикальный, оптиметр горизонтальный, машина измерительная (ИЗМ) с ценой деления 0,001 мм и пределом измерения по шкале 0,1 мм, при измерении методом сравнения с мерой | При измерении методом сравнения с мерой | 1,5 | 1,5 | 2,0 | 2,0 | ||||||||||||||
| Микроскопы измерительные универсальные, цена деления 0,001 мм | Проекционный | 6,0 | 6,0 | 6,0 | 6,0 | 6,5 | 6,5 | 7,0 | 8,0 | - | - | - | - | ||||||
| Метод осевого сечения | 2,5 | 3,0 | 3,0 | 3,0 | 3,0 | 3,5 | 4,0 | 5,0 | - | - | - | - | - | ||||||
| Длиномеры: горизонтальный и вертикальный с ценой деления 0,001 мм | При абсолютных измерениях | 1,2 | 1,3 | 1,3 | 1,6 | 2,5 | - | - | - | - | - | ||||||||
| При измерениях методом сравнения с мерой | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 | 2,5 | ||||||
|
|
|
Таблица 11.7
| Средства измерения | Условия измерения | Предельные погрешности измерения, мкм, для диапазона размеров, мм | |||||||||||||
| Наименование и случаи применения | Используемое перемещение измерительного стержня, мм | Класс приме- няемых концевых мер | 1-3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80- 120 | 120- 180 | 180- 250 | 250- 315 | 315- 400 | 400- 500 |
| Индикаторы часового типа (ИЧ и ИТ) с ценой деления 0,01 мм и пределом измерения от 2 до 10 мм, класс точности 1 | |||||||||||||||
| 0,1 | |||||||||||||||
| То же, класс точности 0 | |||||||||||||||
| 0,1 |
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Взаимозаменяемость, стандартизация и технические измерения / А.И. Якушев, Л.Н.Воронцов, Н.М. Федоров. – 6–е изд., перераб. и доп. – М.: Машиностроение, 1986. – 352 с.
2. Палей М.А. и др. Допуски и посадки: Справочник. В 2–х ч. Ч.1 – 7–е изд., перераб. и доп. – Л.: Политехника, 1991. – 576 с.
3. Палей М.А. и др. Допуски и посадки: Справочник. В 2–х ч. Ч.2 – 7–е изд., перераб. и доп. – Л.: Политехника, 1991. – 607 с.
4. Подшипники качения: Справочник / Под редакцией В.Н. Нарышкина, Р.В. Коросташевского. – М.: Машиностроение, 1984. – 220 с.
5. Взаимозаменяемость, стандартизация и технические измерения: Методические указания к выполнению курсовой работы / Под редакцией В.С. Григорьева, – Пенза: ПГТУ, 1996. – 64 с.
6. Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник. В 2 т. – 2–е изд., перераб. и доп. – М.: Издательство стандартов, 1989. Т.1. – 263 с.
7. Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник. В 2 т. – 2–е изд., перераб. и доп. – М.: Издательство стандартов, 1989. Т.2. – 286 с.
8. Метрология, стандартизация и сертификация: Учеб. Для вузов / Я.М. Радкевич, А.Г. Схиртладзе, Б.И. Лактионов. – 2-е изд., доп. – М.: Высш. Шк., 2006. – 800 с.: ил.
9. ОК 005-93. Общероссийский классификатор продукции. [Текст]. – М.: Изд-во стандартов, 1994. – 560 с.
10. Система сертификации ГОСТ Р. Органы по сертификации и испытательные лаборатории (Центры) [Текст]. – М.: Редакция журнала «Стандарты и качество», 1999. – 160 с.
11. Сергеев, А.Г., Латышев М.В., Терегеря В.В. Метрология, стандартизация, сертификация [Текст]: Учеб.пособие. – Изд.2-е, перераб. и доп. – М.: Логос, 2004. – 560с

|
|
|
|
|
Дата добавления: 2015-05-29; Просмотров: 457; Нарушение авторских прав?; Мы поможем в написании вашей работы!