КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разновидности процессов холодной сварки. Основные параметры режима
|
|
|
|
Холодная сварка – способ сварки давлением при значит-й пластич-й деформации без нагрева св-х частей внешними источ-ми тепла. Она осущ-ся при комнатной т-ре путем совместного пластич-го деформир-я поверхностных слоев металлов, в процессе кот-го существенно повыш-ся т-ра в зоне контакта и энергия атомов. Для осущ-я холодной сварки необходимо создание условий, при кот-х разруш-е в процессе св-ки поверхностные пленки наиболее полно удаляются из зоны контакта.
В процессе осадки деформир-й металл относ-но свободно вытесняется из зоны соед-я. При этом созд-ся наиболее благо-ные условия для обр-я св-го соед-я.
Основными параметрами режима стыковой холодной сварки являются:
а) вел-на деф-ции свободных концов деталей, опр-я вылетом; б) усилие осадки F ос или давление осадки р = F ос/ S св, где S св – сечение свариваемых деталей.
Общепринято характеризовать точечную и шовную холодную сварку степенью деформации, т.е. выраженным в процентах отношением глубины вдавливания пуансонов (роликов) к толщине соединяемых деталей. Минимальные степени деформации (%), необходимые для сварки различных металлов.
Св-ая точка в этом случае сост-т из двух зон:
|
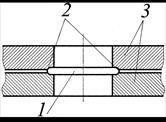
| Рис. 9.5. Схема сварной точки: 1 – внутренняя зона; 2 – периферийная зона; 3 – свариваемые детали |
внутренней, расположенной между торцами рабочих выступов пуансонов, и периферийной – вокруг внутренней. Прочность точек в значительной мере опр-ся ф-мой и размерами раб-х выступов пуансонов. Наиболее часто прим-т прямоугольные рабочие выступы, несколько реже – цилиндрич-е. В случае прим-я пуансонов с раб-ми выступами цилиндрич-й ф-мы внутр-я зона им-т ф-му круга, а периферийная – кольца, охват-го этот круг.
|
|
|
Наиболее важные технологические параметры точечной сварки следующие: 1) степень деформации; 2) ф-ма и размеры сечения рабочих выступов пуансонов;
3) давление осадки.
Давление осадки зависит от механических свойств св-х металлов, толщины деталей, диаметра раб-го выступа пуансона и степени деф-и. Прочность св-й точки, лимитируемая в значит-й мере прочностью целого металла по ее периметру, может иногда оказаться недостаточной. В этом случае целесообразно применить предварительное зажатие свариваемых деталей, которое может явиться резервом повышения прочности соединения.
Основным достоинством холодной сварки является отсутствие внешнего нагрева деталей и значительного объемного взаимодействия в зоне образования соединения, что позволяет сваривать разнородные материалы, образующие при других способах сварки интерметаллиды. Однако эти же факторы снижают надежность соединений однородных металлов. Поэтому иногда при холодной сварке с целью повышения прочностных характеристик соединений применяют подогрев для развития диффузионных процессов.
Холодная сварка применяется в электротех-й промышл-ти и в электромонтажном пр-ве, при произв-ве теплообменников, а также бытовых приборов и емкостей. Прим-е ее позволяет снизить расход цветных металлов. Экономия трудовых ресурсов достиг-ся, прежде всего, за счет замены ручного труда механиз-м.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 450; Нарушение авторских прав?; Мы поможем в написании вашей работы!