КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Аналіз можливих методів зміцнення замків бурильних труб
Зносостійке наплавлення під шаром флюсу.
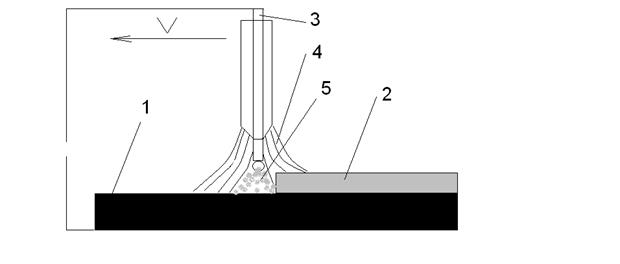
Найбільш прискорений для зносостійкого наплавлення замків бурильних труб, який дозволяє нарощувати великі шари матеріалу з низькими витратами. Для захисту від окиснення розплавленого матеріалу шва в зварювальну дугу подається флюс, який розплавляючись розкислює метал шва і за  хищає його від корозії. Електрична дуга горить під шаром флюсу в газовому захисному просторі, який виділяється парами та газами в зоні дуги. Даний спосіб є досить продуктивним, легко автоматизується, потребує незначних витрат, легко піддається наладці.
хищає його від корозії. Електрична дуга горить під шаром флюсу в газовому захисному просторі, який виділяється парами та газами в зоні дуги. Даний спосіб є досить продуктивним, легко автоматизується, потребує незначних витрат, легко піддається наладці.
До недоліків можна віднести відносно поганий захист від окислення матеріалу шва і неможливості візуального контролю якості наплавки в процесі роботи, а також неможливість зварювання швів складної конфігурації.
1-деталь; 2-плавкий електрод; 3-електрична дуга; 4-флюс; 5-шлак;
Рисунок 1.4 – Схема зносостійкого наплавлення під шаром флюсу.
Зносостійке наплавлення в середовищі захисного газу.
Цей метод аналогічний до попереднього, але менше забруднює матеріал шва продуктами розкислення, а також дозволяє проводити візуальне спостереження за процесом наплавлення. Для реалізації цього методу необхідне використання спеціальних наплавлювальних головок, які дозволяють подавати захисний газ в зону горіння дуги. В якос ті захисних газів використовуються інертні гази і вуглекислий газ.
1-деталь; 2-наплавлений шар; 3-присадковий матеріал; 4-газовий захист; 5- електрична дуга.
Рисунок 1.5 - Схема зносостійкого наплавлення в середовищі
захисних газів.
Недоліком даного методу є його висока собівартість відновлення деталей, за рахунок використання захисних газів, а також складність виведення обладнання на робочі режими.
Зносостійке наплавлення порошковою самозахисною стрічкою.
Цей метод поєднує в собі переваги всіх попередніх методів. Тобто наплавлення ведеться відкритою дугою, що дозволяє змінювати режими наплавлення в процесі наплавлення. Це дозволяє отримати більш якісний поверхневий шар. Матеріал шва захищає від окиснення флюсом, який міститься в порошковій стрічці. Крім того в стрічці міститься основний легуючий матеріал.
Технологія отримання порошкової стрічки досить проста і не потребує значних капіталовкладень, а отже її вартість істотно не впливає на собівартість виробу. Екологія досягається за рахунок меншої витрати флюсу і присадного матеріалу.
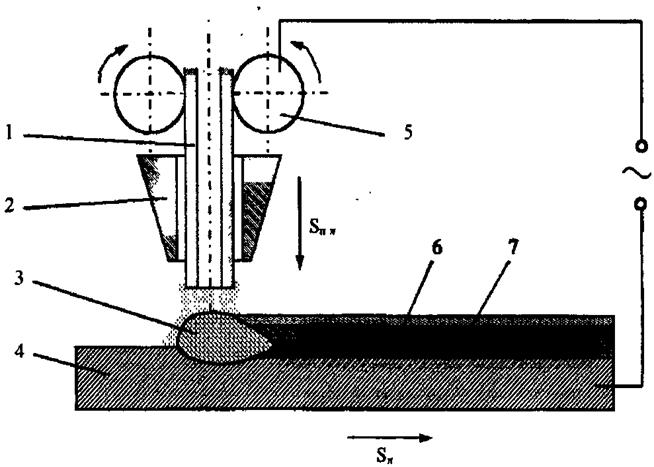
1-порошкова стрічка; 2-мундштук; 3-ванна розплавленого металу;
4-деталь; 5-подаючі ролики; 6-шлакова кірка; 7-наплавлений метал.
Рисунок 1.6 - Схема зносостійкого наплавлення порошковою стрічкою.
Цей метод дозволяє легко автоматизувати процес наплавлення і проводити його в декілька шарів. При багатошаро вому наплавленні, можна отримати шари значної товщини. Забезпечуючи хороше зчеплення наплавленого шару з основним матеріалом.
Для живлення електричної дуги застосовують зварювальні випрямляючі або генератори постійного струму. Це дозволяє отримати шари більш високої якості.
Зносостійке плазмове наплавлення.
Цей метод є найбільш ефективний, але й найбільш невигідним з економічної точки зору.
 При зносостійкому плазмовому наплавленні, завдяки наявності дуги прямої полярності, на поверхні утворюється ван ночка розплавленого металу, після кристалізації якого утворюється щільний міцно сплавлений з основним металом шар. В порівнянні з ручним електродуговим наплавленням, плазмове наплавка забезпечує більш високу продуктивність і корінне покращення якості металу наплавленої поверхні.
При зносостійкому плазмовому наплавленні, завдяки наявності дуги прямої полярності, на поверхні утворюється ван ночка розплавленого металу, після кристалізації якого утворюється щільний міцно сплавлений з основним металом шар. В порівнянні з ручним електродуговим наплавленням, плазмове наплавка забезпечує більш високу продуктивність і корінне покращення якості металу наплавленої поверхні.
1-введення плазмоутворюючого газу; 2-вольфрамовий електрод; 3-стабілізуюче сопло; 4-введення транспортуючого газу з присадковим порошком; 5-фокусуючи сопло; 6-введення захисного газу; 7-захисне сопло; 8-газова лінза; 9-деталь, яка наплавляється; 10-джерело живлення дуги прямої полярності; 11-джерело живлення дуги; 12-баластні реостати
Рисунок 1.7 – Схема зносостійкого плазмового наплавлення з вдуванням
порошку в дугу:
3 Технологічний процес зміцнювального наплавлення муфтового кінця бурильної труби
Технологічний процес зміцнювального наплавлення муфтового кінця бурильної труби складається з таких основних операцій:
Контрольна
Вхідний контроль наплавочних матеріалів (при отриманні нової партії наплавочних матеріалів).
При наявності слідів порушення герметизації упаковки наплавочних матеріалів, перед наплавкою просушити їх в сушильній вакуумній шафі СНВС 4.5 на протязі 6 годин при температурі 100 – 120°С.
Наплавочна
Для наплавлення використовується джерело живлення ВДУ-506. Виконується за допомогою наплавочної головки УМП3 порошковою самозахисною стрічкою СП-ТБ-2-6 типу 230Т5Р4Х3ГС та двома порошковими дротами ПП-Нп-50Х3СТ, трубонарізного верстату 1Н983 в шпинделі якого кріпиться труба біля муфти і радіальних роликів, на яких опирається ніпельна частина труби.
Проводиться наплавка трьох поясків, з перекриттям шва 5-10 мм.
Режими зварювання:
- зварювальний струм – 300-340 А;
- напруга на дузі – 25-30 В;
- площа поперечного перерізу порошкової стрічки – 24 мм2.
- діаметр порошкових дротів – 3,0 мм.
Шліфувальна
Виконується за допомогою стаціонарного шліфувального приспосіблення шліфувальним кругом моделі 14A 200x16x32 Vкр = 40 – 50 м/с
Дана технологічна операція призначена для шліфування зони перекриття швів.
Зняття невеликих напливів (бризг), на бокових поверхнях замка, проводимо з допомогою пневмошліфмашини ИП-2020 шліфувальним кругом моделі 63С 63×20×20 Vкр = 40 – 50 м/с
Контрольна
Кінцевий контроль здійснюють після наплавки, виявляючи зовнішні і внутрішні дефекти наплавленого шару. Зовнішні дефекти типу, підрізів, шлакових включень, раковин і непроварів визначають візуально.
Для визначення внутрішніх дефектів використовують ультразвукову дефектоскопію ультразвуковим дефектоскоп USM GO
Для контролю наплавленого шару заміряють його твердість на окремо наплавлених зразках твердоміром DynaPocket. Твердість повинна бути в границях НV 800-850.
Дану операцію виконує представник випробувальної лабораторії неруйнівного контролю підприємства.
4 Експлуатація бурильних труб з приварними замками, наплавленими зносостійкими поясками
Підготовка до експлуатації.
При підготовці замка до експлуатації необхідно:
1) видалити запобіжні деталі;
2) очистити різьбу;
3) промити замок;
4) змастити різьбу.
З метою підвищення довговічності і попередження заїдання різьби необхідно проводити проробку різьб нових замків шляхом трьох-п’ятикратного згвинчування-розгвинчування з малою частотою обертання (2-4 об/хв), поперемінно наносячи нову змазку.
При підготовці до експлуатації нових замків вибірково провіряють параметри замкової різьби: 2-3 % від отриманої партії.
|
|
Дата добавления: 2015-06-27; Просмотров: 574; Нарушение авторских прав?; Мы поможем в написании вашей работы!