КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
К расчету режимов резания при точении 2 страница
|
|
|
|
Продолжение табл. П.1.3
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| К10 | Чистовое и получистовое точение, фрезерование, растачивание, зенкерование чугуна, титана и его сплавов, цветных металлов | ВК4 | ВК4 МКТС | (89,5) | Резцы, фрезы, зенкеры | |||||
| Основная марка для отливок легированных сталей | ВК6 | ВК6 МКТС ТНМ Widia | Резцы | |||||||
| Чистовая и получистовая обработка чугунов | GC3015 Sandvik | Ti (С, N) +Al2O3 +TiN | ||||||||
| К20 | Черновое и получистовое точение, фрезерование, растачивание, нарезание резьб, зенкерование в сером чугуне, цветных металлах и их сплавах | ВК6 | ВК6 МКТС | (88,5) | Резцы, фрезы, зенкеры метчики | |||||
| Чистовая и получистовая обработка чугуна | ВК6М | ВК6 МКТС ТНМ Widia | (90,0) | Резцы | ||||||
| К30 | Черновое точение, строгание, фрезерование, сверление, зенкерование серого чугуна цветных металлов, труднообрабатываемых сталей и сплавов | ВК8 | ВК8 МКТС | (87,5) | Резцы, сверла, фрезы, зенкеры | |||||
| Черновая обработка чугунов | ВК9 | ВК9 МКТС THR Widia | Резцы | |||||||
| Черновая обработка сталей и чугунов | Т2К10 | Т2К10 (МКТС) DK350F Guhring | Резцы | |||||||
Продолжение табл. П.1.3
| К40 | Черновое точение, строгание, фрезерование серого чугуна, цветных металлов, жаропрочных и труднообрабатываемых сталей и сплавов | ВК8 | ВК8 МКТС | (87,5) | Резцы, фрезы | |||
| Черновая обработка стали и чугуна | ВК9 | ВК9 МКТС GC1025 Guhring | TiN | Резцы | ||||
| Обработка титановых сплавов | ВК10 | ВК10 МКТС DK400F Guhring | Резцы | |||||
| Обработка чугуна, сплавов, легированных титаном, жаропрочных сплавов | ТТ2К10 | ТТ2К10 МКТС DK35OF Guhring | Резцы |
Таблица П.1.4
Примерное соответствие марок отечественных и зарубежных марок твердых сплавов классификации ИСО [13]
|
|
|
| Группа применяемости по ИСО | ГОСТ 3882-74 | ТУ4819308-80 | Твердость HV | ρ, г/см3 | Фирма KORLOY, Корея | США | Фирма Koromant, Швеция | Фирма Walter. ФРГ | Фирма Hertel, ФРГ | Фирма Sumitomo, Япония | |||
| Основная | Подгруппа | Твердость HRA | Маркиров. цвет | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Р | Р01 | 96,5 | Симний | Т30К4 | МС101 | 1710-1890 | 6,27-6,48 | NC310 | C8 | F02, S1P | - | - | ST10P, AC10, AC815 |
| P10 | 94,0 | Т15К6 | МС111 | 1525-1675 | 10,22-10,38 | NC3015 | C70 | S1P, S10Т, GC415, GC015 | - | - | ST10P, AC815 | ||
| Р15 | 93,3 | - | - | - | - | - | - | WT-1 | - | - | |||
| P20 | 92,3 | Т14К8 | МС121 | 1475-1625 | 11,6-11,79 | NC3020 | C7 | S2, GC120, GC015 | WPM | P2F | ST20E, AC720 | ||
| P25 | 89,5 | ТT20К9 | МС137 MC2210 | 1485-1635 | 11,68-11,84 | NC3020 | C60 | SM, SMA, GC1025 | WPM | P2F | - | ||
| P30 | 88,5 | Т5К10 | МС131 MC1460 | 1430-1570 | 11,35-11,51 | NC3020 | C6 | SM30, S30T, GC1025 | WPM, WP40 | P2F, GX | ST30E, AC835, A30 |
 |
Продолжение табл. П.1.4
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
| P40 | 90,8 | Т5К10 | МС146 | 1320-1460 | 13,04-13,20 | NC330 | C50 | S6 | WP40 | GX | ST40E, AS835 | |||
| P50 | - | ТT7К12 | - | - | - | C5 | R4 | - | GX | - | ||||
| M | M10 | 93,6 | Желтый | ТT8К6 | MC211 | 1590-1680 | 14,70-14,86 | NC9020 | - | R1P, Н13А | WM15, WT2 | KM1 | - | |
| M20 | 93,1 | ТT10К8-Б | MC221 | 1530-1630 | 13,81-13,97 | NC330 | - | GC415, GC015 SH, Н13А | WM15, WT2 | KM1 | - | |||
| M30 | 91,8 | ВК10-ОМ | - | - | - | - | S6, Н10F | WT1 | - | - | ||||
| М40 | - | ТТ7К12 | - | - | - | - | R4 | - | - | - | ||||
| К | К01 | - | Красный | ВК3, ВК3М | МС301 | 1760-1940 | 14,95-15,11 | NC305К | С4 | Н05 | - | - | Н1, Н2, АС10 | |
| К05 | 93,8 | ВК6М | МС306 | 1665-1835 | 14,74-14,94 | - | - | - | КМ1 | - | ||||
| К10 | 93,4 | ВК6-ОМ | МС313, МС3210 | 1505-1655 | 14,74-14,94 | NC315К | С3 | GC310, Н1Р | WК10, WT2 | КМ1, КМ20 | G10Е, АС10 | |||
| К20 | 88,5 | ВК6 | МС318 | 1575-1725 | 12,80-12,96 | С2 | SMA, НВА, Н20 | WКМ, WT2 | » | G10Е, А30 | ||||
| МС321 | 1450-1600 | 14,64-14,86 | С2 | SMA, НВА, Н20 | WКМ, WT2 | » | G10Е, А30 | |||||||
| К30 | 87,5 | ВК8, ВК8М | - | - | - | NC315К NC320К | СТ | Н20, НВА | WК40 | - | - | |||
| К40 | 87,5 | ВК15 | - | - | - | - | - | WК40 | - | - | ||||
 Примечание. Марки сплава относятся к основной группе применяемости. Они могут быть использованы и в соседних подгруппах
Примечание. Марки сплава относятся к основной группе применяемости. Они могут быть использованы и в соседних подгруппах
Приложение 2
Таблица П.2.1
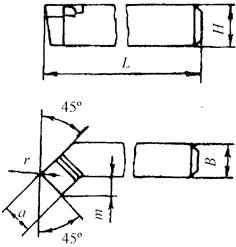
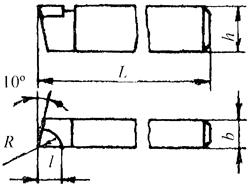
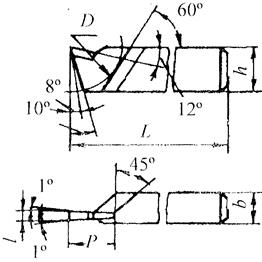
Токарные проходные отогнутые резцы (правые и левые). Размеры, мм
| Резцы | H | B | L | т | а | r |
| С пластинами из быстрорежущей стали (по ГОСТ 18868-73) | ||||||
| 0,5 | |||||
| С пластинами из твердого сплава | ||||||

| 0,5 | |||||
| 1,5 |
|
|
|
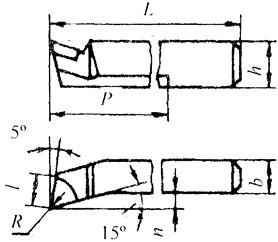
Таблица П.2.2
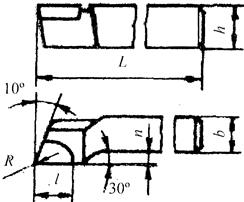
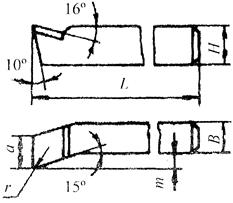
Токарные проходные прямые резцы (правые и левые). Размеры, мм
| Резцы | h | b | L | п | п 1 | l | R | ||
| φ=45º | φ=60º | φ=45º | φ=60º | ||||||
| С пластинами из твердого сплава (по ГОСТ 18878-73) | |||||||||

| 4,5 | 0,5 | |||||||
| 5,5 | 5,5 | ||||||||
| 6,5 | |||||||||
| 6,5 | |||||||||
|
Таблица П.2.3
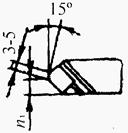
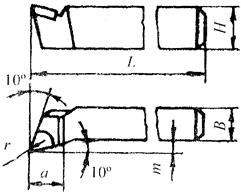
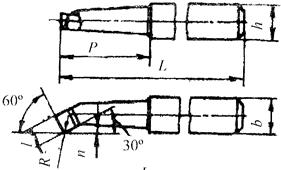
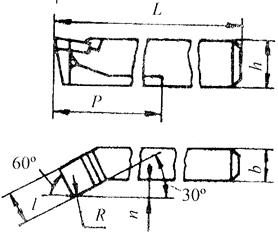
Токарные проходные упорные отогнутые резцы с углом в плане 90°
(правые и левые). Размеры, мм
| Резцы | h | b | L | п | l | R | |
| С пластинами из быстрорежущей стали (по ГОСТ 18870-73) | |||||||

| |||||||
Продолжение табл. П.2.3
| Резцы | h | b | L | п | l | R | |
| С пластинами из твердого сплава (по ГОСТ 18879-73) | |||||||
| |||||||
| С пластинами из твердого сплава, с углом врезки пластины в стержень 0º (по ГОСТ 18879-73) | |||||||
| |||||||
Таблица П.2.4
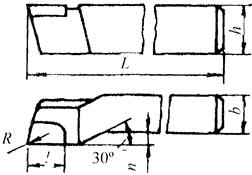
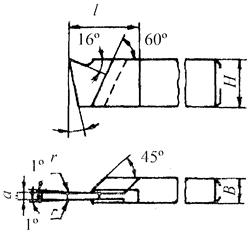
Проходные упорные прямые резцы с пластинами из твердого сплава
с углом в плане 90° (по ГОСТ 18879-73). Размеры, мм
| Резцы | h | b | L | l | R | |
| ||||||
Таблица П.2.5
Токарные подрезные отогнутые резцы (правые и левые). Размеры, мм
| Резцы | H | B | L | т | а | r | |
| С пластинами из быстрорежущей стали (по ГОСТ 18870-73) | |||||||
| |||||||
| С пластинами из твердого сплава (по ГОСТ 18880-73) | |||||||
| ? | 1.0 | |||||
| 1,0 | |||||||
| 1,0 | |||||||
| 1,0 | |||||||
| 1,5 |
|
|
|
Таблица П.2.6
Токарные отрезные резцы. Размеры, мм
| Резцы | H | B | L | l | а | r | Наиб. диаметр обр-ки D |
| С пластинами из быстрорежущей стали (по ГОСТ 18874-73) | |||||||
 При φ=90º
При φ=90º
| 0,2 | ||||||
| 0,2 | |||||||
| 0,2 | |||||||
| Резцы | h | b | L | Р | l | Наиб. диаметр обр-ки D | |
| С пластинами из твердого сплава (по ГОСТ 18884-73) | |||||||
 При φ=90º
При φ=90º
| |||||||
Таблица П.2.7
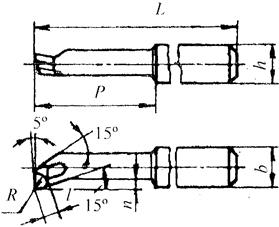
Токарные расточные резцы с углом в плане φ = 60° с пластинами
из твердого сплава (по ГОСТ 18882-73). Размеры, мм
| Резцы | h | b | L | Р | п | l |
Исполнение 1
| 3,5 | |||||
| 4,5 | ||||||
| 5,5 | ||||||
| 6,0 | ||||||
| 8,0 | ||||||
Исполнение 2
| ||||||
Таблица П.2.8
Токарные расточные резцы с углом в плане φ = 95°
(по ГОСТ 18883-73). Размеры, мм
| Резцы | h | b | L | Р | п | l |
Исполнение 1
| 3,5 | |||||
| 4,5 | ||||||
| 6,0 | ||||||
| 8,0 | ||||||
Исполнение 2
| ||||||
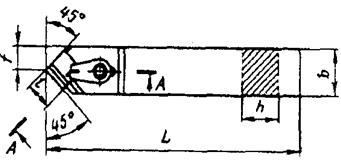
Таблица П.2.9
Токарные проходные резцы с механическим креплением многогранных
твердосплавных пластин клин-прихватом. Размеры, мм
| h | b | h 0 | f | L | Р |
| С трехгранными пластинами | |||||
| С четырехгранными пластинами | |||||
| С шестигранными пластинами | |||||
Таблица П.2.10
Токарные сборные контурные резцы с креплением клин-прихватом
|
|
|
трехгранных пластин из твердого сплава. Размеры, мм
| h | b | h 0 | f* | f** | L | Р* | Р** |
| 12,5 | 32;36 |
Примечание. * Для резцов с главным углом в плане φ = 93°.
** Для резцов с главным углом в плане φ = 63º
Таблица П.2.11
Токарные сборные проходные резцы с креплением многогранных пластин
из твердого сплава без отверстия. Размеры, мм
| |||||||||
| h | b | L | f при φº, равном | l** | l*** | ||||
| 90* | |||||||||
| 12,5 | - | ||||||||
| 16,5 | 11; 16 | ||||||||
| 20,5 | |||||||||
| 25,5 | 12,5 |
Примечание. * Отогнутый резец. ** Резцы с трехгранными пластинами.
*** Резцы с четырехгранными пластинами.
Таблица П.2.12
Токарные сборные подрезные резцы с креплением пластин из твердого сплава
без отверстия. Размеры, мм

| |||||||||
| Трехгранные пластины | Четырехгранные пластины | ||||||||
| h | b | L | l | f | h | b | L | l | f |
Приложение 3
Таблица П.3.1
Подачи при черновом наружном точении резцами с пластинами
из твердого сплава и быстрорежущей стали
| Диаметр детали, мм | Размер державки резца, мм | Обрабатываемый материал | ||||||||
| Сталь конструкционная углеродистая, легированная и жаропрочная | Чугун и медные сплавы | |||||||||
| Подача s, мм/об, при глубине резания t, мм | ||||||||||
| До 3 | Св.3 до 5 | Св.5 до 8 | Св.8 до 12 | Св.12 | До 3 | Св.3 до 5 | Св.5 до 8 | Св.8 до 12 | ||
| До 20 | От 16  25 до 25 25 25 до 25 25
| 0,3–0,4 | - | - | - | - | 0,4–0,5 | - | - | - |
| Св.20 до 40 | От 16 25 до 25 25
| 0,4–0,5 | 0,3–0,4 | |||||||
| Св.40 до 60 | От 16 25 до 25 40
| 0,5–0,9 | 0,4–0,8 | 0,3–0,7 | 0,6–0,9 | 0,5–0,8 | 0,4–0,7 | |||
| Св.60 до 100 | От 16 25 до 25 40
| 0,6–1,2 | 0,5–1,1 | 0,5–0,9 | 0,4–0,8 | 0,8–1,4 | 0,7–1,2 | 0,6–1,0 | 0,5–0,9 | |
| Св.100 до 400 | От 16 25 до 25 40
| 0,8–1,3 | 0,7–1,2 | 0,6–1,0 | 0,5–0,9 | 1,0–1,5 | 0,8–1,9 | 0,8–1,1 | 0,6–0,9 | |
| Св.400 до 500 | От 20 30
| 1,1–1,4 | 1,0–1,3 | 0,7–1,2 | 0,6–12 | 0,4– –1,1 | 1,3–1,6 | 1,2–1,5 | 1,0–1,2 | 0,7–0,9 |
Примечания. 1. Нижние значения подач соответствуют меньшим размерам державки резца и более арочным обрабатываемым материалам, верхние значения подач - большим размерам державки резца и менее прочным обрабатываемым материалам.
|
|
|
|
|
Дата добавления: 2015-06-29; Просмотров: 684; Нарушение авторских прав?; Мы поможем в написании вашей работы!