КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Планирование и управление производством
|
|
|
|
Пять элементов производственного управления и планирования особенно важны для систем JIT:
1) Равномерная загрузка системы.
2) Система перемещения работы.
3) Визуальные системы.
4) Тесные взаимосвязи с поставщиками.
5) Сокращение числа операций и объема делопроизводства.
Основной упор в системах JIT сделан на достижение стабильных, уравновешенных рабочих графиков. С этой целью, основные производственные графики разрабатываются так, чтобы обеспечить равномерную рабочую загрузку производственных мощностей.
Понятия "тянуть" и "толкать" используют для описания двух различных способов перемещения работы через производственную систему. В «толкающих» системах (push system), по окончании работы на производственном участке, продукцию толкают на следующий участок; или же, если данная операция была завершающей, готовые изделия выталкиваются на склад конечной продукции. Толкающая система является традиционно используемой в производственных процессах. Каждой операции общим расписанием устанавливается время (см.рисунок 2), к которому она должна быть завершена. Полученный продукт «проталкивается» дальше и становится запасом незавершенного производства на входе следующей операции. Т.е. такой способ организации движения МП игнорирует то, что в настоящее время делает следующая операция: занята выполнением совсем другой задачи или ожидает поступления продукта для обработки. В результате появляются задержки в работе и рост запасов незавершенного производства.
Рис. 2. Принципиальная схема толкающей системы
(МП – материальный поток;ИП- информационный поток)
В «тянущих» системах (pull system) управление перемещением работы закреплено за последующей операцией: каждый рабочий участок по мере необходимости «притягивает» себе продукцию с предыдущего участка; продукция с конечной операции «вытягивается» запросом потребителя или контрольным графиком.
|
|
|
Рис. 3. Принципиальная схема тянущей системы
Тянущая система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе (рисунок 3). Т. е. когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос
«Точносрочные системы» используют «тянущий» подход для управления потоком работы когда каждый рабочий участок выпускает продукцию в соответствии с запросом последующего рабочего участка. Традиционные производственные системы используют «толкающий» подход для продвижения работ через систему.
Как правило, в системах «точно-в-срок» действуют очень тесные связи с поставщиками, которые должны обеспечить частые поставки небольших партий высококачественных изделий. В традиционной производственной системе, покупатели сами следят за качеством закупленной продукции, проверяя партии поставок на качество и количество, и возвращая некачественный товар обратно поставщику для доработки и замены. В «точносрочных» системах резервного времени практически нет, поэтому некачественные изделия нарушают плавное движение работы через систему. Более того, проверка поступающих закупок считается непроизводительной тратой времени, потому что она ничего не добавляет к стоимости изделия. По этой причине обязанность гарантии качества передается поставщикам. Покупатели работают с поставщиками, помогая им добиться необходимого уровня качества и осознать всю важность производства товаров постоянного высокого качества. Конечная цель покупателя — закрепить за поставщиком сертификат соответствия, как за производителем товаров высокого качества. Суть в том, чтобы на поставщика можно было полностью полагаться, не сомневаясь, что его поставки будут соответствовать определенному уровню качества и не нуждаться в проверках со стороны покупателя.
|
|
|
Технологические изменения являются самыми дорогостоящими среди всех перечисленных операций. Системы JIT сокращают расходы, уменьшив число и частоту проведения подобных операций. Например, поставщик доставляет изделия непосредственно на производство, полностью минуя склады, — тем самым упраздняется деятельность, связанная с помещением материалов на склад и последующим перемещением их на производственные участки. Бесконечные поиски путей повышения качества, пронизывающие всю систему JIT, упраздняют многие виды деятельности, связанные с качеством изделия — и соответствующие затраты. Использование штрихового кодирования (не только в «точносрочных» системах) помогает сократить операции по вводу данных и увеличивает точность данных.
4.Преимущества систем «точно-в-срок»
«Точносрочные» системы имеют ряд важных преимуществ, которые привлекают внимание компаний с традиционным подходом к производству Основными преимуществами являются:
1) Пониженный уровень материальных запасов в процессе производства (незавершенного производства), закупок и готовых изделий.
2) Меньшие требования к размерам производственных площадей.
3) Повышение качества изделий, уменьшение брака и переделок.
4) Сокращение сроков производства.
5) Большая гибкость при изменении ассортимента изделий.
6) Более плавный поток производства с очень редкими сбоями, причинами которых являлись бы проблемы качества, короче сроки подготовки к производственному процессу; рабочие с многопрофильной квалификацией, которые могут помочь или заменить друг друга.
7) Повышенный уровень производительности и использования оборудования.
8) Участие рабочих в решении проблем.
9) Необходимость хороших отношений с поставщиками.
10) Меньше необходимости в непроизводственных работах, например, складировании и перемещении материалов.
|
|
|
Окупается ли just-in-time? Очень даже может. При соблюдении необходимых рыночных и управленческих условий JIT потенциально способен кардинально улучшить производство. Система уже неоднократно демонстрировала способности по одновременному уменьшению запасов, снижению затрат и повышению качества, что в совокупности может значительно повысить конкурентоспособность и прибыльность фирмы. В качестве примера того, чего можно добиться при помощи JIT, предлагаем ознакомиться с данными отделения по производству антенн компании Texas Instruments (Ellis & Conlon, 1992), см. таблицу
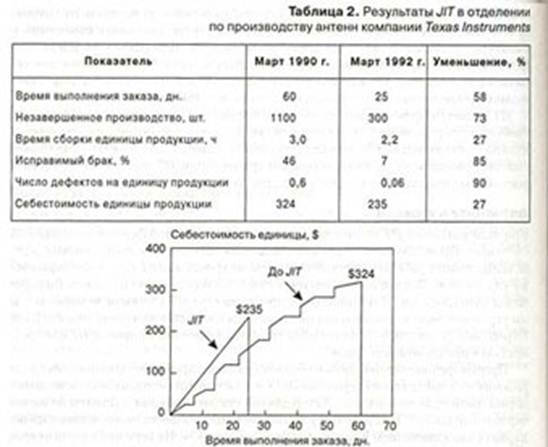
Эти впечатляющие результаты были получены через два года после начала программы just in time. Более наглядно их влияние представлено на рисунке, где показан график наращивания себестоимости изделия в процессе выполнения заказа до и после внедрения этой системы.
Характер накопления затрат при непрерывном производстве малыми партиями по системе JIT стремится к линейному. При производстве большими партиями и последовательном расходовании и обработке материалов, перемежающихся простоями и задержками, схема аккумуляции себестоимости носит скачкообразный характер. Улучшения в себестоимости и сроках исполнения заказа при JIT очевидны. Менее очевидно значительное уменьшение объема запасов, о чем говорит площадь под соответствующими кривыми
Система «точно-в-срок» — это система, которая применяется преимущественно в серийном производстве. В такой системе товары перемещаются через систему и задание выполняется в точном соответствии с графиком. «Точносрочные» системы требуют очень небольших материальных запасов, поскольку последовательные операции жестко скоординированы.
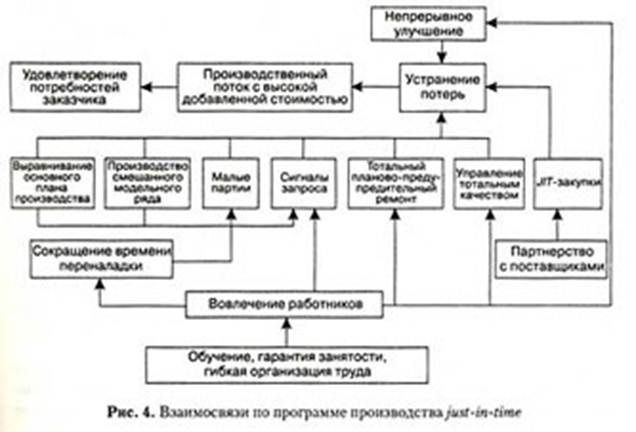
Конечной целью JIT является сбалансированный, плавный поток производства. Вспомогательные цели: устранение нарушений в системе, обеспечение гибкости системы, сокращение времени оснащения и сроков производства, исключение непроизводительных расходов, и минимизация материальных запасов. Формирующие блоки «точносрочной» системы — разработка изделия, разработка процесса, кадровые и организационные вопросы, планирование и управление производством.
|
|
|
Такое производство требует исключения всех возможных источников нарушения плавного потока работ. Высокое качество необходимо, потому что проблемы с качеством могут нарушить процесс. Кроме того, решение проблем нацелено на устранение всех нарушений производственного процесса и придание системе большей эффективности и непрерывного усовершенствования.
Ключевое преимущество «точносрочных» систем — пониженный уровень запасов, высокое качество, гибкость, сокращение сроков производства, повышение производительности и эффективности использования оборудования, снижение объема брака и переработок, а также уменьшенные требования к площадям.
Вопросы для самоконтроля:
1. Система «точно-в-срок» была разработана:
- в автомобильной компании Toyota
- в автомобильной компании Ford
- в компьютерной компании Dell
2. Материальные запасы в системе JIT рассматриваются как:
- неиспользуемые ресурсы
- находящиеся на разных стадиях производства и обращения продукты, ожидающие вступления в производственное или личное потребление
- оборотные средства в процессе производства
3. Система JIT является системой управления производством, относящаяся к классу:
- «толкающих» систем;
-«тянущих» систем;
- «ползущих» систем
-«скачущих» систем
4. Рабочие в системе JIT являются:
- активным элементом и капиталом предприятия;
- пассивным элементом предприятия
- безмолвным придатком агрегатов и оборудования
5 Конечной целью JIT является сбалансированный, плавный поток производства. Назовите способы её достижения:
- устранение нарушений в системе;
- обеспечение гибкости системы;
- сокращение времени оснащения и сроков производства;
- исключение непроизводительных расходов;
- максимизация материальных запасов;
- верно все вышеизложенное
6.Формирующими блоками «точносрочной» системы являются:
— разработка изделия,
- разработка процесса,
- кадровые и организационные вопросы,
- планирование и управление производством.
- сбыт продукции
- реклама продукции
- учет материальных запасов
[1] В тексте лекции использованы материалы статьи Системы "точно-в-срок" (just-in-time): разработка и внедрение Уильям Дж. Стивенсон
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 3084; Нарушение авторских прав?; Мы поможем в написании вашей работы!