КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Резьбовые соединения обсадных труб
|
|
|
|
Резьбы обсадных труб изготавливаются в соответствие с ГОСТом 632-80 –конического треугольного, трапецеивидного профиля (рисунок 4.1 в).
Соединения с конической резьбой треугольного профиля. На наружной поверхности концов обсадных труб, изготовляемых в соответствии с ГОСТ 632—80, нарезана коническая резьба треугольного профиля (рис. 26). Угол при вершине профиля резьбы равен 60°. Биссектриса этого угла должна быть перпендикулярна к оси резьбы. Вершины и закруглены, причем радиус закругления вершин немного больше радиуса закругления впадин. Шаг резьбы, измеряемый параллельно оси ее, равен 3,175 мм; на длине в 25,4 мм размещаются восемь витков (ниток) резьбы, поэтому часто ее называют восьминиточной.
Резьба выполнена на слабоконической поверхности конца трубы.
При нарезке резьбы в зоне сочленения конуса с цилиндрической поверхностью трубы образуются несколько витков неполного профиля: вершины их срезаны. Плоскость, перпендикулярную к оси резьбы, в которой диаметр витка с полным профилем точно равен наружному диаметру цилиндрической поверхности трубы, называют основной плоскостью. Конец непрерывно исчезающей нитки резьбы называют концом сбега. От этой точки конца сбега принято вести счет витков резьбы. Основная плоскость совпадает с пятым витком от конца сбега (первым витком полного профиля).
На внутренней поверхности муфты нарезают такие же конические резьбы, как и на концах трубы, причем вершины конусов обращены друг к другу.
Поскольку радиусы закругления вершин и впадин различны, при свинчивании муфты с трубой в соединении образуется тонкий зазор; наибольшая высота его ∆р=0,076 мм. В этот зазор выдавливается излишек смазки; он выполняет роль своеобразного гидравлического затвора.
|
|
|
Большая часть обсадных труб, изготовленных по ГОСТ 632—80, имеет соединения с нормальной длиной резьбы. На трубах диаметром 127 и 140 мм с толщиной стенки 6 мм и на трубах диаметром 194 мм и более с толщиной стенки 7 мм длина резьбы несколько короче нормальной (так называемая короткая резьба). Стандарт предусматривает также изготовление труб диаметром от 114 до 245 мм включительно и муфт к ним с удлиненной резьбой. Увеличение длины резьбы составляет от 13% для труб диаметром 114 мм до 40% для труб диаметром 245 мм.
Каждая труба перед выпуском с завода должна быть снабжена муфтой, навинченной на один из ее концов. При навинчивании вручную до отказа расстояние от торца муфты до конца сбега резьбы на трубе должно быть равно натягу А, регламентированному в ГОСТ 632—80. Величина этого натяга для труб диаметром 245 мм и менее с нормальной (и короткой) длиной резьбы и для труб диаметром 194 мм и менее с удлиненной резьбой равна 9,5 мм, а для всех остальных труб —11 мм. Отклонение допускается ±1 виток. Соединение должно быть закреплено с помощью муфтонаверточного станка. После довинчивания муфты на станке торец ее должен совпадать с последней риской резьбы; отклонение допускается ±1 виток. Диаметральный натяг составляет в первом случае 0,6±0,2 мм, а во втором 0,7±0,2 мм.
Если при навинчивании вручную до отказа торец муфты намного не дойдет до конца сбега резьбы на трубе, то при до-креплении соединения машиной без контроля величины крутящего момента напряжения в теле трубы и в муфте в момент, когда торец муфты подойдет к концу сбега резьбы, могут оказаться чрезмерно высокими, опасными для целостности резьбового соединения. Напротив, если при навинчивании муфты на трубу вручную до отказа расстояние между торцом муфты и концом сбега резьбы на трубе будет значительно меньше величины А, после докрепления машиной и совмещения торца муфты с концом сбега резьбы соединение будет слабо затянуто и негерметично. Перед навинчиванием муфты резьба должна быть очищена и покрыта смазкой, обеспечивающей герметичность соединения и предохраняющей резьбу от задиров и коррозии. Для защиты резьб от повреждения и загрязнения при транспортировке и хранении на свободный конец трубы навинчивают предохранительное кольцо, а в муфту ввинчивают пробку. Предварительно эти резьбы должны быть покрыты антикоррозийной смазкой.
|
|
|
Рассмотренным выше соединениям с резьбой треугольного профиля присущи два крупных недостатка. Во-первых, прочность такого муфтового соединения составляет от 55 до 70% прочности по телу ненарезанного участка трубы; наиболее слабым является сечение по основной плоскости. Во-вторых, недостаточно высока герметичность их. Поэтому трубы с такими соединениями целесообразно использовать для комплектования прежде всего нижних участков обсадных колонн, где прочность на растяжение не является серьезным лимитирующим фактором, а избыточное внутреннее давление сравнительно невелико.
Конусность резьбы, т.е. отношение разности диаметров ее в двух поперечных сечениях к расстоянию между последними, равна 2tgv= 1/16. Коническая резьба позволяет путем натяга при свинчивании соединяемых деталей достичь несколько большей герметичности соединения по сравнению с цилиндрической резьбой при одинаковой точности изготовления.
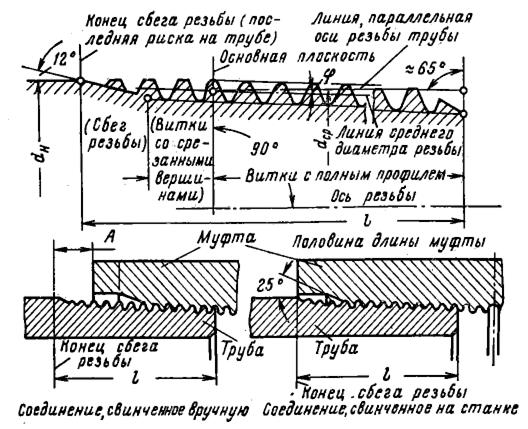
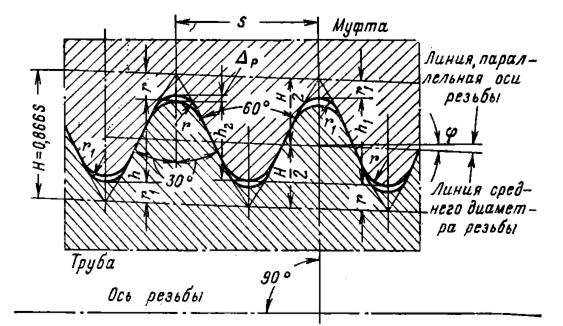
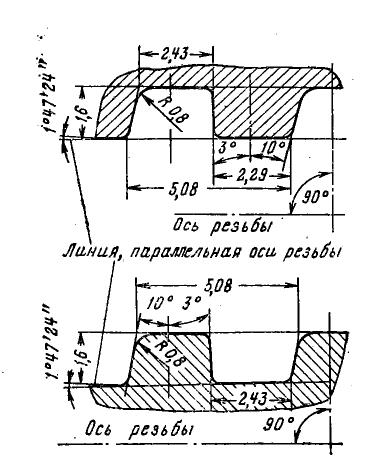
Рисунок. ОТТМ
Муфтовые соединения с резьбой трапецеидального профиля. Прочность соединения можно существенно повысить, если треугольный профиль резьбы с большим углом при вершине заменить трапецеидальным с малыми углами наклона боковых граней. В последние годы применяются трубы, на которых нарезана трапецеидальная резьба с конусностью 2tgv=l/16, шагом 5,08 мм, глубиной 1,6 мм и углами наклона граней профиля 3 и 10° (рис. 28). Посадка резьбы осуществляется по внутреннему и наружному диаметрам ее. При свинчивании от руки муфты с трубой осевой натяг должен быть равен 14±3 мм; после докрепления соединения машиной торец муфты должен совпадать с последней риской на трубе или не доходить до нее не более чем на 5 мм; диаметральный натяг при этом составит 0,75 мм.
|
|
|
Трубы с такими соединениями в России имеют шифр ОТТМ1 (обсадные трубы с трапецеидальной резьбой, с муфтами). По данным ВНИИБТ, прочность на растяжение резьбовых соединений ОТТМ1 на 25—50% выше, чем соединений с резьбой треугольного профиля по ГОСТ 632—64.
Трубы с муфтовыми соединениями повышенной герметичности имеют шифр ОТТГ1. Они снабжены резьбой такого же профиля, что и трубы ОТТМ1, но отличаются от последних, во-первых, наличием уплотнительных поверхностей — наружной у ниппельного конца трубы и внутренней — в срединной части муфты; во-вторых, тем, что резьбовое соединение закрепляется до упора торца трубы в срединный выступ муфты(рисунок). При таком закреплении соединения создается посадка по уплотнительным коническим поверхностям и по внутреннему и наружному диаметрам резьбы, точно фиксируется заданный диаметральный натяг (~0,5 мм), устраняется зазор между соединяемыми деталями, чем достигается более высокая герметичность. Отклонения по конусности гладких уплотнительных поверхностей трубы и муфты на длине 14 мм не должны превышать ±0,03 мм.
Безмуфтовые соединения с резьбой трапецеидального профиля. Существуют безмуфтовые соединения труб с утолщенными концами и труб с постоянной по длине толщиной стенок.
Трубы с утолщенными концами разработаны в двух вариантах. В трубах ТБО-4 (трубы безмуфтовые обсадные) утолщены оба конца; на одном из концов нарезана наружная, а на другом — внутренняя коническая трапецеидальная резьба. В трубах ТБО-5 утолщен только один конец, на котором нарезана внутренняя резьба; на другом, неутолщениом, конце имеется наружная резьба. Профиль и размеры трапецеидальных резьб на трубах ТБО такие же, как и на трубах ОТТМ1.
На концах труб ТБО имеются такие же гладкие конические уплотнительные поверхности, как и на трубах ОТТГ1 (рис. 30). Соединения закрепляются до упора торцов. Трубы ТБО и ОТТГ1 можно соединять друг с другом без дополнительных переводников.
|
|
|
Трубы ТБО и ОТТГ1 рекомендуется использовать для укомплектования участков обсадных колонн с избыточным внутренним давлением до 50 МПа.
Безмуфтовые трубы ОГ-1м с постоянной по длине толщиной стенок снабжены на одном конце наружной, а на другом — внутренней конической резьбой трапецеидального профиля. Конусность резьбы 2tgv=l/12; шаг —5,08 мм; рабочая высота профиля 1,4 мм; боковые грани профиля наклонены под углами 3 и 30° (рис. 31). Резьбовое соединение закрепляется до упора торцов. Посадка резьбы происходит по внутреннему диаметру ее; кроме того, для увеличения жесткости муфтового конца предусмотрена посадка по срезанным вершинам профиля на участке от начала сбега резьбы на ниппельном конце трубы до упорного уступа.
По данным ВНИИБТ, прочность соединений ОГ-1м при растяжении составляет около 50% прочности тела трубы в нена-резанной части, а герметичность при использовании смазок Р-2, Р-402 достигает при гидравлическом испытании 35 МПа.
Характерной особенностью обсадных колонн, составленных из труб ОГ-1м, является постоянство наружного диаметра по всей длине.
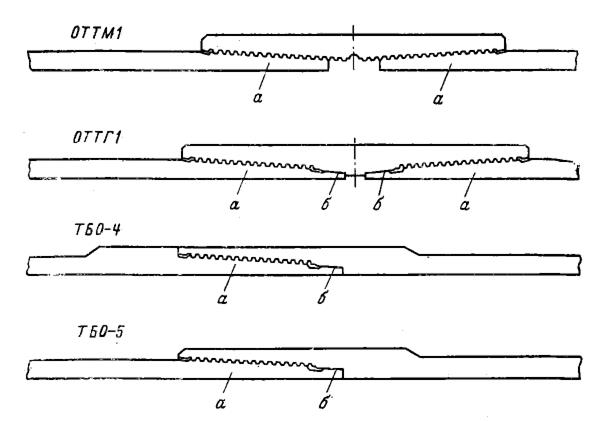
Конструкции соединений труб с трапецеидальной резьбой:
а — резьба; б — уплотнительная часть соединения
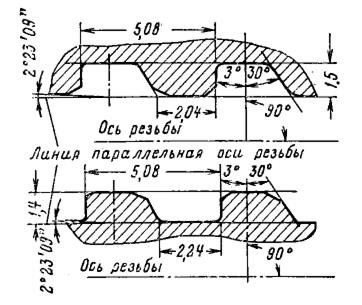
Соединение обсадных безмуфтовых труб ОГ-1М
|
|
|
|
|
Дата добавления: 2015-07-13; Просмотров: 9001; Нарушение авторских прав?; Мы поможем в написании вашей работы!