КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические схемы ЭЭО
 |
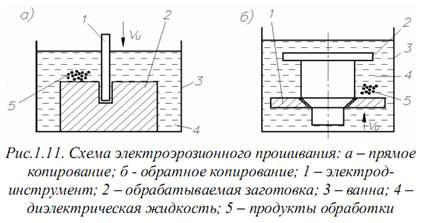
Прошивание – удаление металла из полостей углублений, отверстий, удаление пазов. На рисунке 1.11 приведены схемы изготовления углубления (рисунок 1.11.а) и фасонного стержня (рисунок 1.11.б). Электрод-инструмент 1 поступательно перемещается к заготовке 2 со скоростью  , электроды помещены в ванну 3 с диэлектриком 4. Продукты обработки 5 выбрасываются в МЭП и оседают на дно ванны. Так получают поверхности даже с криволинейной осью. Варианты прошивания:
, электроды помещены в ванну 3 с диэлектриком 4. Продукты обработки 5 выбрасываются в МЭП и оседают на дно ванны. Так получают поверхности даже с криволинейной осью. Варианты прошивания:
· Прямое копирование – электрод-инструмент над заготовкой (рисунок 1.11.а)
· Обратное копирование – заготовка над электродом-инструментом (рисунок 1.11.б)
Во втором случаи может подаваться заготовка. При таком копировании облегчается удаление продуктов обработки и сокращается число боковых разрядов через частицы расплавленного металла в МЭП, что повышает точность обработки.
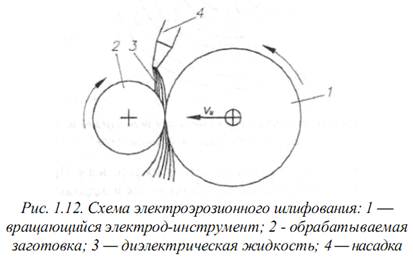
Электроэрозионное шлифование (рисунок 1.12) аналогична схеме традиционного круглого наружного шлифования, где вместо шлифовального круга применяется металлический электрод-инструмент 1. Он вращается и поступательно движется к заготовке 2 со скоростью . диэлектрик 3 поливается МЭП из насадки 4. Для малых заготовок вместо полива используется ванна с диэлектриком. Может быть как встречным, так и попутным.
Разрезание профильным и не профилированным инструментом. Включает разделение заготовок на части, отрезание и получение непрямолинейного контура – вырезание, которое выполняется только не профилированным электродом-инструментом. Профильный электрод-инструмент для отрезания (рисунок 1.13.а) выполняют в виде диска или пластины. Вращающийся металлический диск 1 перемещается к заготовке 2 со скоростью и перемещается в плоскости вращения вдоль детали. Обработка ведется в ванне 3 с диэлектриком 4. Не профилированный электрод 1 (рисунок 1.13.б) выполняют в виде круглой проволоки или тонкого стержня, перемещающихся в любом направлении со скоростью в любой части заготовки 2. Для устранения влияния износа электрода-инструмента на точность прорезаемых пазов проволоку постоянно перематывают вдоль ее оси со скоростью V. Обработку ведут в ванне с диэлектриком.
|
|
|

Электроэрозионное упрочнение включает легирование и наращивание поверхности и осуществляется, как правило, на воздухе. Частицы расплавленного металла инструмента не успевают остыть и оседают на поверхности заготовки, образуя на ней слой сплава насыщенного легирующими элементами электрода-инструмента или легирующим компонентом из состава рабочей среды. При этом нанесенный на заготовку слой закаливается до высокой твердости, обеспечивая повышенную износостойкость детали.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1089; Нарушение авторских прав?; Мы поможем в написании вашей работы!