КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
На станках с цепным магазином
|
|
|
|
гнезд для инструментальных оправок на значительном расстоянии друг от друга, иначе
выступающие из них неработающие инструменты будут мешать инструменту в рабочей позиции, 3) для поиска инструмента магазин должен отводиться от заготовки на значительное расстояние; 4) инструментальный магазин находится в рабочей зоне станка или в непосредственной близости от нее. Режущий и вспомогательный инструменты и механизмы магазина легко загрязняются металлической пылью, разбрызгиваемой СОЖ, мелкой стружкой.
Чтобы разместить инструментальный магазин вне рабочей зоны станка, его поднимают над шпиндельной бабкой или выносят в сторону от нее, иногда устанавливают на отдельную стойку. Во всех этих случаях оси инструментов в магазине и шпинделе металлорежущего станка не совпадают, но могут быть параллельными между собой (рис. 13.7).
Тогда перенос и смена инструментов осуществляются с помощью автооператора. На металлорежущем станке с горизонтальным шпинделем инструментальный магазин М устанавливают на стойку станка (рис. 3.14). Для связи магазина со шпинделем Ш станка
используют автооператор А с двумя захватами.
При смене инструментов автооператор совершает ходснизу вверх и захватывает оправку инструмента,находящегося в гнезде магазина. Одновременно вверх поднимается
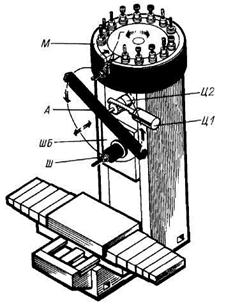 шпиндельная бабка ШБ со шпинделем Ш, и оправка с инструментов входит в нижний схват автооператора. Далее автооператор вытаскивает обе оправки в направлении оси шпинделя и поворачивается вокруг своей оси на 180°, подводя к шпинделю сменяемый инструмент. Ходом вдоль оси инструмент «заталкивается» в шпиндель, где автоматически закрепляется. Одновременно отработавший инструмент устанавливается в гнездо магазина.
шпиндельная бабка ШБ со шпинделем Ш, и оправка с инструментов входит в нижний схват автооператора. Далее автооператор вытаскивает обе оправки в направлении оси шпинделя и поворачивается вокруг своей оси на 180°, подводя к шпинделю сменяемый инструмент. Ходом вдоль оси инструмент «заталкивается» в шпиндель, где автоматически закрепляется. Одновременно отработавший инструмент устанавливается в гнездо магазина.
В станках, где инструменты в магазине М размещены вертикально (рис. 13.9), они закреплены в поворотных втулках-гнездах Г. Попадая в позицию смены
инструмента, втулка поворачивается в горизонтальное положение, и ось инструмента становится параллельной оси шпинделя Ш. Цикл смены инструмента простой. Из нейтрального положения автооператор А с помощью гидроцилиндра Ц 1 и реечно-зубчатой передачи поворачивается
относительно своей оси, захватывая одновременно
Рис. 13.9. Схема смены инстру оправки инструментов, находящихся во втулке ма-
мента с поворотным газина и шпинделе. Затем с помощью гидроцилиндра
механизмом Ц 2 автооператор перемещается вдоль своей оси,
вытаскивая инструменты из магазина и шпинделя,
поворачивается вместе с ними на 180° и меняет инструменты местами. После возврата автооператора в нейтральное положение шпиндель начинает выполнение очередного перехода. Отработавший инструмент подается в освободившуюся втулку, на место вынутого оттуда. Если кодируются гнезда
втулок магазина, то перед подачей отработавшего инструмента в его гнездо потребуется повернуть освободившуюся втулку на 90° (вверх), магазин - в положение поиска гнезда отработавшего инструмента, а затем установить втулку в горизонтальное положение. Все это время шпиндель не работает, и время на смену инструмента существенно возрастает. Смена инструмента возможна только при одном - верхнем - положении шпиндельной бабки ШБ.
 В большинстве станков с рассмотренными устройствами АСИ смена инструментов может выполняться только при заданном положении шпиндельной бабки. Этого недостатка лишено устройство АСИ для крупных металлорежущих станков с
В большинстве станков с рассмотренными устройствами АСИ смена инструментов может выполняться только при заданном положении шпиндельной бабки. Этого недостатка лишено устройство АСИ для крупных металлорежущих станков с
горизонтальным шпинделем и дисковым или цепным (рис. 13.8) магазином. Из корпуса каретки автооператора А могут выдвигаться захваты, а вся каретка перемещаться вверх и вниз на стойке станка и в направлении, параллельном осям магазина М и шпинделя Ш. В нижнем положении каретки, показанном на схеме, левый захват автооператора, выдвигаясь, захватывает инструмент из магазина. При ходе каретк оси инструмента он вынимается из магазина, Рис. 13.10. Схема смены инструмента после чего каретка перемещается по стойке в устройством с позицией ожидания положение напротив шпиндельной бабки ШБ. Совершая аналогичный цикл движений, правый захват автооператора вытаскивает сменяемый инструмент из шпинделя, затем автооператор поворачивается и сменяет инструменты. Недостаток данной компоновки размещение дискового или цепного магазина в непосредственной близости от рабочей зоны, что мешает загрузке и разгрузке магазина. Недостаток устройства АСИ - сложность конструкции автооператора из-за раздельного движения захватов.
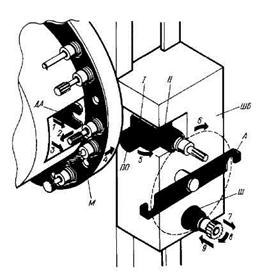
Особую группу составляют устройства смены инструмента с позицией ожидания. В таких устройствах (рис. 13.10) в промежуточном гнезде - позиции ожидания (ПО) может находиться инструмент, подготовленный для подачи в шпиндель, или инструмент, уже закончивший работу и ожидающий возврата в гнездо магазина. В рассматриваемом станке магазин М размещен на боковой стороне стойки; оси инструментов в магазине и шпинделе взаимно перпендикулярны. Поэтому позиция ожидания выполнена в виде
гнезда, поворачивающегося относительно вертикальной оси. Основной А и дополнительный ДА автооператоры совершают перемещения во взаимно перпендику-лярных плоскостях.
Инструмент, предназначенный для подачи в шпиндель Ш, подается в позицию смены поворотом дискового магазина М. Дополнительный автооператор движением в направлении стрелки 1захватывает инструментальную оправку и ходом по стрелке 2 вытаскивает ее из магазина. Следует движение 3 автооператора до совмещения оси инструментальной оправки с осью гнезда позиции ожидания. Ходом 4 оправка с инструментом подается в гнездо, и дополнительный автооператор ДА возвращается в исходное положение. Подготовка к смене инструментов, выполняемая во время работы станка, заканчивается поворотом гнезда ПО на 90° вокруг вертикальной оси - из положения Ι в положение ΙΙ(движение 5). По окончании работы инструмента, находящегося в шпинделе, автооператор А, поворачиваясь относительно горизонтальной оси (движение б), захватывает одновременно оправки сменяемого и нового инструмента, вытаскивает их (ход 7) из гнезда и шпинделя и, поворачиваясь на 180° (ход 8), меняет местами. Ходом 9 оправки подаются в гнездо ПО и шпиндель Ш.
Для возврата отработавшего инструмента в магазин гнездо ПО поворачивается на 90°, после чего вступает в работу автооператор ДА.
В станке принята система кодирования гнезд магазина: каждый инструмент должен быть возвращен в свое гнездо. Поэтому во время выполнения рабочего перехода и смены инструмента в шпинделе осуществляется поиск нужного гнезда магазина. Инструмент сменяется при любом положении шпиндельной бабки ШБ, так как магазин перемещается по вертикальным направляющим стойки станка совместно со шпиндельной бабкой.
Имеются и другие схемы устройств АСИ.
При наладке станка инструменты в кодируемых гнездах магазина располагают в соответствии с программной картой и тщательно сверяют номер инструмента (оправки) с номером гнезда магазина. Однако существуют станки, где кодируется номер инструмента (оправки). Это делается различными методами. Один из методов предусматривает установку на каждом хвостовике оправки соответствующих колец. Кольца увеличенного диаметра определяют кодовый сигнал «единица», кольца малого диаметра — «нуль». Закодированный инструмент можно устанавливать в любом гнезде магазина. Проходя мимо имеющихся в магазине датчиков, кольца увеличенного размера заставляют их срабатывать. Этим определяется место магазина для смены инструмента, код которого поступил в систему АСИ от УП.
У многоцелевых станков, работающих в ГПС, в ряде случаев организуют автоматическую смену инструмента в магазинах. Для этого используют специальный стеллаж, являющийся складом инструментов, и программируемый робот.
Обязательным элементом многоинструментальных станков с устройствами АСИ является автоматический механизм крепления инструментальных оправок в шпинделе. Крепление осуществляется после того, как оправка устройством АСИ установлена в гнездо шпинделя. Один из вариантов механизма крепления показан на рис. 13.11. В положении закрепления оправки тяга (шомпол 6) находится в крайнем правом положении
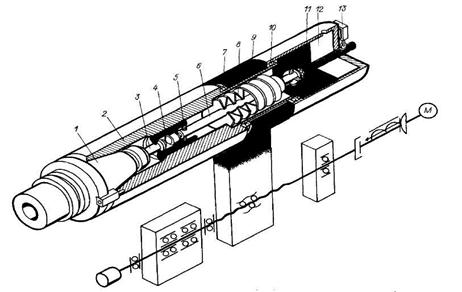
Рис. 13.11. Механизм крепления оправок в гнезде шпинделя
под действием тарельчатых пружин 8 и прочно удерживает инструментальную оправку 1 за хвостовик 3 рычагами 4 в посадочном гнезде шпинделя 2. Для раскрепления оправки служит гидроцилиндр 12 одностороннего действия. При подаче масла под давлением в правую полость гидроцилиндра шток поршня 11 через упорный подшипник воздействует на тягу 6 и сдвигает ее влево, сжимая комплект тарельчатых пружин 8. Рычаги 4, попадая в расточку шпинделя, освобождают хвостовик 3, а тяга при дальнейшем ходе упирается в хвостовик и выталкивает оправку с инструментом из шпинделя примерно на 6 мм. Автооператор легко вынимает оправку из шпинделя и заменяет ее следующей по программе. При наладке станка оправки вынимают или вставляют вручную. Для надежного захвата оправки рычагами 4 имеются пружины 5, поджимающие левые концы рычагов к хвостовику в начале хода тяги вправо. При дальнейшем движении тяги под действием разжимающихся тарельчатых пружин рычаги попадают в суженную часть отверстия шпинделя и тем самым удерживаются в сжатом состоянии. Чтобы исключить опасность включения вращения шпинделя при несжатой инструментальной оправке, установлен микропереключатель 13, на который воздействует удлиненный правый конец штока гидроцилиндра 12.
Шпиндель установлен на подшипниках 7 и 10 обоймы 9.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 905; Нарушение авторских прав?; Мы поможем в написании вашей работы!