КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет и анализ продолжительности производственного цикла простого процесса
Рис. 4. Структура производственного цикла
Время выполнения технологических операций в производственном цикле составляет технологический цикл (Тц). Время выполнения одной операции, в течение которого изготавливается одна деталь, партия одинаковых деталей или несколько различных деталей, называется операционным циклом (Топ).
К нетехнологическим относятся операции по транспортировке предметов труда и контролю качества продукции.
Естественными считаются такие процессы, которые связаны с охлаждением деталей после термообработки, с сушкой после окраски деталей или других видов покрытия и со старением металла.
Перерывы в зависимости от вызвавших их причин могут быть подразделены на межоперационные (внутрицикловые), межцеховые и междусменные.
Межоперационные перерывы обусловлены временем партионности и ожидания и зависят от характера обработки партии деталей на операциях.
Перерывы ожидания вызываются несогласованной продолжительностью смежных операций технологического процесса.
Межцеховые перерывы обусловлены тем, что сроки окончания производства составных частей деталей сборочных единиц в разных цехах различны и детали пролеживают в ожидании комплектности.
Междусменные перерывы обусловлены режимом работы предприятия и его подразделений. К ним относятся выходные и праздничные дни, перерывы между сменами (при двухсменном режиме третья смена) и обеденные перерывы (условно).
Как правило, продолжительность производственного цикла определяется для одной детали, партии деталей, одной сборочной единицы или партии единиц, одного изделия. При этом следует учитывать, что изделием называют любой предмет или набор предметов, подлежащих изготовлению на предприятии или в его подразделениях.
При расчете продолжительности производственного цикла изготовления изделия учитывают лишь те затраты времени на транспортные и контрольные операции, естественные процессы и перерывы, которые не перекрываются операционным циклом.
Сокращение продолжительности производственного цикла имеет важное экономическое значение. Чем меньше продолжительность производственного цикла, тем больше продукции в единицу времени при прочих равных условиях можно выпустить на данном предприятии, в цехе или на участке; тем выше использование основных фондов предприятия, тем меньше потребность предприятия в оборотных средствах, вложенных в незавершенное производство, тем выше фондоотдача и т. д.
В заводской практике производственный цикл сокращается одновременно по трем направлениям: уменьшается время трудовых процессов, сокращается время естественных процессов и полностью ликвидируются или сводятся к минимуму различные перерывы.
Практические мероприятия по сокращению производственного цикла вытекают из принципов построения производственного процесса и в первую очередь из принципов пропорциональности, параллельности и непрерывности.
Сокращение времени трудовых процессов в части операционных циклов достигается путем совершенствования технологических процессов, а также повышения технологичности конструкции изделия.
Под совершенствованием технологических процессов понимают их комплексную механизацию и автоматизацию, внедрение скоростных режимов (например, скоростного и силового резания, скоростного нагрева под ковку и штамповку), штамповку вместо свободной ковки, литье в кокиль и литье под давлением вместо литья в песчаные формы, а также концентрацию операций. Последняя может заключаться в многоинструментальной и многопредметной обработке либо в совмещении в одном рабочем цикле нескольких различных технологических операций (например, при объединении скоростного индукционного нагрева со штамповкой заготовки в одном рабочем цикле ковочной машины).
Повышение технологичности конструкций изделий заключается в максимальном приближении последних к требованиям технологического процесса. В частности, рациональное расчленение конструкции изделия на узлы и мелкие сборочные единицы является важным условием для параллельной их сборки, а следовательно, и для сокращения продолжительности производственного цикла сборочных работ.
Продолжительность транспортных операций может быть значительно уменьшена в результате перепланировки оборудования на основе принципа прямоточности, механизации и автоматизации подъема и перемещения продукции с помощью различных подъемно-транспортных средств.
Сокращение времени контрольных операций достигается путем их механизации и автоматизации, внедрения передовых методов контроля, совмещения времени выполнения технологических и контрольных операций. Входящее в этот период цикла время подготовительно-заключительной работы, особенно время наладки оборудования также подлежит уменьшению. Наладку оборудования, как правило, необходимо выполнять в нерабочие смены, в обеденные и другие перерывы.
Продолжительность естественных процессов уменьшается за счет замены их соответствующими технологическими операциями.
Время межоперационных перерывов может быть значительно уменьшено в результате перехода от последовательного к последовательно-параллельному и далее к параллельному виду движений предметов труда. Оно также может быть сокращено за счет организации цехов и участков предметной специализации. Обеспечивая территориальное сближение различных стадий производства, предметное строение цехов и участков позволяет значительно упростить внутризаводские и внутрицеховые маршруты движения и тем самым уменьшить время, затрачиваемое на межцеховые и внутрицеховые передачи.
Наконец, величина междусменных перерывов может быть снижена даже в рамках принятого режима работ предприятия, цеха, участка.
Для вскрытия резервов сокращения производственного цикла (как трудовых процессов, так и перерывов) в практике прибегают к фотографии производственного цикла. Анализируя данные фотографии, можно выявить резервы сокращения продолжительности производственного цикла по каждому его элементу.
В простом процессе детали (заготовки) в большинстве случаев изготавливают партиями, поэтому очень важным является вопрос о рациональном выборе движения партии деталей через всю совокупность последовательно выполняемых операций. Выбранный вид этого движения определяет степень непрерывности и параллельности производственного процесса и продолжительность производственного цикла изготовления партии деталей.
Процесс изготовления партии деталей, проходящей через многие операции, состоит из совокупности операционных циклов, каждый из которых представляет собой выполнение одной операции над всеми предметами производства данной партии. Совокупность операционных циклов, а также способ сочетания во времени смежных операционных циклов и их частей образуют временную структуру многооперационного технологического цикла. Продолжительность многооперационного технологического цикла существенно зависит от способа сочетания во времени операционных циклов и их частей, а также от определяемого вида движения партии деталей по операциям.
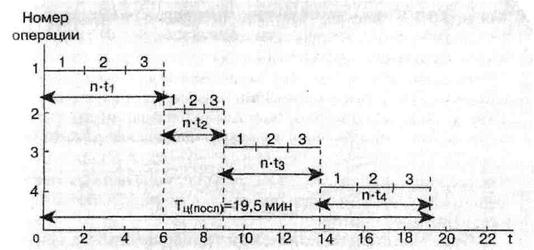
Существуют три вида движения партии деталей по операциям технологического процесса: последовательный, параллельно-последовательный и параллельный. Сущность последовательного вида движения заключается в том, что каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции. При этом передача с одной операции на другую осуществляется целыми партиями.

Где п - число деталей в обрабатываемой партии, шт.;
ti - штучное время на i-й операции, мин;
т - число операций в технологическом процессе.
Если на одной или нескольких операциях обработка деталей ведется одновременно на нескольких рабочих местах (Спр), то продолжительность технологического цикла рассчитывается по формуле

Пример. Пусть имеем партию деталей n = 3, технологический процесс состоит из m = 4 операций, продолжительность выполнения которых составляет t1=2; t2=l; t3=1,5; t4=2 мин. Все операции выполняются, соответственно на одном рабочем месте.
Продолжительность цикла обработки партии деталей составляет

Продолжительность операционного технологического цикла обработки партии деталей определяется по формуле на основе графика (рис. 6).
|
|
Дата добавления: 2013-12-13; Просмотров: 550; Нарушение авторских прав?; Мы поможем в написании вашей работы!