КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарный четырехшпиндельный автомат 1265-4
|
|
|
|
Многошпиндельные автоматы
 По принципу работы многошпиндельные автоматы с горизонтальным расположением шпинделей делят на автоматы параллельного и последовательного действия.
По принципу работы многошпиндельные автоматы с горизонтальным расположением шпинделей делят на автоматы параллельного и последовательного действия.
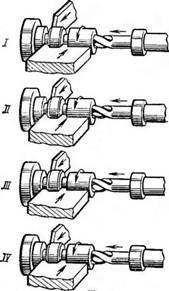
При обработке деталей на автоматах параллельного действия на каждом шпинделе выполняются одновременно все переходы, предусмотренные технологическим процессом. В конце цикла работы станка получается столько готовых деталей, сколько шпинделей находилось в работе (рис. 10.19).
Рис. 10.19. Принципиальная схема многошпиндельного автомата параллельного действия
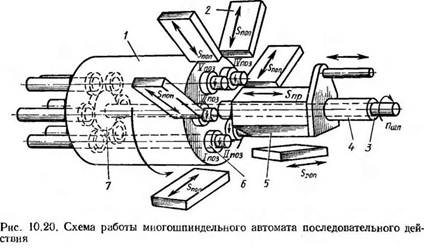
Схема работы многошпиндельного автомата последовательного действия
Шесть шпинделей 6 расположены по окружности в едином шпиндельном блоке 1. Вокруг этого блока расположено шесть поперечных суппортов 2, а на центральной гильзе 4 перемещается общий для всех шпинделей продольный суппорт 5. Он выполнен в виде шестигранника, на каждой грани которого устанавливают державки с соответствующими инструментами. Поперечные суппорты получают подачу от индивидуальных кулачков, а продольный суппорт — от одного общего кулачка. Шпиндели автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7 и имеют одинаковую частоту вращения. Заготовки, установленные в каждом шпинделе, обрабатываются при их последовательном прохождении через все позиции автомата различными группами режущих инструментов. На последней позиции отрезается готовая деталь и подается пруток для изготовления следующей детали. Подача заготовок с одной позиции на другую производится при периодическом повороте шпиндельного блока на одну позицию. Во время обработки шпиндельный блок стоит на месте зафиксированным.
|
|
|
|
Назначение станка
Автомат предназначен для токарной обработки из пруткового материала крепежных деталей, частей арматуры и небольших фасонных деталей в условиях крупносерийного и массового производства.
Техническая характеристика станка
Наибольший размер обрабатываемого прутка в мм:
круглого (диаметр)................................ 80
квадратного (сторона)........................... 56
шестигранного (расстояние между сторонамн). 68
Количество шпинделей................................. 4
Наибольшая длина обработки прутка в мм 175
Число продольных суппортов............. 1
Число поперечных суппортов............ 4
Мощность главного электродвигателя в кВт 28
Основные узлы станка
А — направляющие трубы с поддерживающими стойками;
Б — шпиндельный блок;
В—станина;
Г — радиальные суппорты;
Д — резьбонарезной шпиндель;
Ч — привод станка;
Ж — продольный суппорт.
Движения в станке
Движения резания - вращение основных шпинделей с обрабатываемыми прутками и вращение инструментальных шпинделей: быстросверлильного и резьбонарезного.
Движения подач - поступательное движение четырех радиальных суппортов, прямолинейное поступательное движение продольного суппорта и осевое перемещение инструментальных шпинделей.
Вспомогательные движения - поворот шпиндельного блока и направляющих труб, подача и зажим пруткового материала, отвод фиксатора шпиндельного блока, вращение шнека транспортера для удаления стружки, быстрые холостые перемещения рабочих органов, замедленные перемещения рабочих органов для наладки станка.
Принцип работы
Прутковый материал закладывается в направляющие трубы и закрепляется в цанговых патронах шпинделей. Каждый из шпинделей вращается совместно с прутками.
Обработка детали производится последовательно в четырех позициях шпиндельного блока Б. В каждой позиции для обработки детали служит отдельный радиальный суппорт Г, оснащенный необходимым комплектом резцов. Кроме того, имеется один, общий для всех позиций продольный суппорт Ж, на каждой из четырех граней которого устанавливается комплект инструментов, требующихся для обработки детали в данной позиции.
|
|
|
На грани продольного суппорта, обслуживающей позицию ///, может быть установлен быстросверлильный шпиндель, а на грани, обслуживающей позицию IV,— резьбонарезное приспособление.
Радиальные суппорты служат для обточки фасонными резцами и для осуществления прорезных и отрезных переходов. Продольный суппорт служит для обточки проходными и подрезными резцами, растачивания отверстий, нарезания резьбы метчиками и плашками, а также для выполнения сверлильных переходов.
|
|
|
|
|
Дата добавления: 2013-12-13; Просмотров: 3361; Нарушение авторских прав?; Мы поможем в написании вашей работы!