КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В установках периодического и непрерывного действия
|
|
|
|
Расчет индукторов для сквозного нагрева
Выбор основных параметров индуктора. Выбор основных размеров рассмотрим на примере цилиндрических индукторов. Такие индукторы характеризуются внутренним диаметром D i, длиной а и числом витков обмотки w, а также толщиной теплоизоляции (футеровки) и теплопроводностью ее слоев. Внутренний диаметр тепловой изоляции D из определяется максимальным диаметром нагреваемых заготовок D и зазором h., зависящим от размера и качества заготовок, а также от принятого способа транспортировки. Толщина тепловой изоляции выбирается из условия получения максимального полного КПД индуктора. С увеличением толщины изоляции уменьшаются тепловые потери, однако одновременно падают электрический КПД и коэффициент мощности индуктора. Оптимальная толщина изоляции тем больше, чем выше температура и теплопроводность материала футеровки, а также чем меньше удельная мощность, передаваемая в заготовку. Размеры уточняются с учетом принятой технологии изготовления футеровки. Из условия механической прочности толщина теплоизоляционных гильз или слоя бетона должна быть не менее 10 мм.
Полный КПД индуктора равен произведению электрического и термического КПД.
Термический КПД зависит от отношения тепловых потерь к полной мощности, передаваемой в загрузку:
Тепловые потери определяются температурой T о поверхности заготовки и тепловым сопротивлением воздушного зазора и самой теплоизоляции. При Т о>800 °С и правильно выбранной теплоизоляции тепловое сопротивление зазора можно не учитывать. Тогда для двухслойной цилиндрической теплоизоляции с толщинами dФ1 и dФ2 получаем потери на 1 м длины индуктора, выраженные в ваттах:
|
|
|
В наиболее распространенном случае нагрева стальных заготовок среднего диаметра (D2 =25—150 мм) до температуры 1250 °С полный КПД близок к максимальному при диаметре индуктора D1 = (1,4—2,0) D 2, причем, меньший предел относится к заготовкам большего диаметра. При T =1300 град. и однослойной теплоизоляции из бетона или шамота тепловые потери на 1м длины будут
Чтобы определить полные тепловые потери с поверхности заготовок, надо к  добавить мощность, передаваемую в водоохлаждаемые направляющие, и потери на излучение и конвекцию при прохождении открытых участков, лишенных теплоизоляции (для секционированных индукторов). Длина индуктора периодического нагревателя определяется из условия возможно более равномерного нагрева заготовки по длине
добавить мощность, передаваемую в водоохлаждаемые направляющие, и потери на излучение и конвекцию при прохождении открытых участков, лишенных теплоизоляции (для секционированных индукторов). Длина индуктора периодического нагревателя определяется из условия возможно более равномерного нагрева заготовки по длине  .
.
Величина  зависит от степени поверхностного эффекта и температуры заготовки, определяющей тепловые потери с торца. При нагреве стальных заготовок до 1250 °С справедливо соотношение
зависит от степени поверхностного эффекта и температуры заготовки, определяющей тепловые потери с торца. При нагреве стальных заготовок до 1250 °С справедливо соотношение  (0,5—0,8) D 1. Если T о<750 °С и заготовка ферромагнитна, то ее концы недогреваются даже при значительных и выравнивание нагрева по длине за счет изменения малоэффективно. При нагреве слитков из меди и алюминия поверхностный эффект обычно сильно выражен и 5—8см во всем диапазоне диаметров (D2 =70—450 мм).
(0,5—0,8) D 1. Если T о<750 °С и заготовка ферромагнитна, то ее концы недогреваются даже при значительных и выравнивание нагрева по длине за счет изменения малоэффективно. При нагреве слитков из меди и алюминия поверхностный эффект обычно сильно выражен и 5—8см во всем диапазоне диаметров (D2 =70—450 мм).
Длина индуктора нагревателя полунепрерывного действия
| a1 == па1 + 2,
|
| (12-4) |
где п — число одновременно нагреваемых заготовок.
Для непрерывного нагревателя получаем аналогично а1 == vtk, где v — скорость движения загрузки, а tk — требуемое время нагрева элемента тела до конечной температуры.
Число витков индуктора определяется из электрического расчета по заданному напряжению U и и требуемой мощности индуктора. Шаг намотки провода равен  . Минимальный шаг ограничивается размером канала для протека-ния охлаждающей воды, который не должен быть уже 5 мм. Если требуемое число витков не укладывается на заданной длине, следует понизить Uи, поставив автотрансформатор. На промышленной частоте можно расположить витки в два-три слоя, выбрав соответствующим образом сечение провода. При средних частотах использовать многослойные обмотки не рекомендуется из-за возрастания потерь в них.
. Минимальный шаг ограничивается размером канала для протека-ния охлаждающей воды, который не должен быть уже 5 мм. Если требуемое число витков не укладывается на заданной длине, следует понизить Uи, поставив автотрансформатор. На промышленной частоте можно расположить витки в два-три слоя, выбрав соответствующим образом сечение провода. При средних частотах использовать многослойные обмотки не рекомендуется из-за возрастания потерь в них.
|
|
|
В индукторах для ускоренного нагрева напряженность поля на начальном участке должна быть в несколько раз большей, чем на последующих. Это достигается изменением ширины провода и шага намотки или при секционированном индукторе выбором соответствующей схемы включения секций.
Частота для сквозного нагрева выбирается из противоречивых требований малого времени нагрева и высокого электрического КПД индуктора с учетом имеющихся типов источников питания и их КПД.
Электрический режим работы нагревателей обычно характеризуется постоянством напряжения на индукторе или на входе питающего фидера, что обеспечивает повторяемость процесса. В отдельных случаях используются регуляторы, поддерживающие постоянной потребляемую мощность, или различные параметрические схемы, обеспечивающие режим примерно постоянного тока.
Нагреватели периодического действия. Как указывалось выше, мощность, подводимая к индуктору, в течение цикла нагрева меняется вследствие изменения удельного сопротивления и магнитной проницаемости заготовок.
|
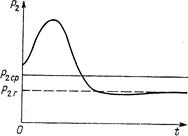
Рис.20.2. Изменение мощности при периодическом нагреве заготовок
Характерная зависимость потребляемой заготовкой мощности от времени при Uи =const приведена на рис.20.2. Большая часть времени нагрева (около 0,7 tк ) приходится на горячий режим (xк > ), когда параметры индуктора и потребляемая им мощность практически постоянны. На основании анализа расчетных и экспериментальных данных можно считать, что мощность P2г в конце нагрева стальной заготовки до температуры 1200—1300°С при условии приблизительно постоянного напряжения на индукторе связана со средней мощностью соотношением
), когда параметры индуктора и потребляемая им мощность практически постоянны. На основании анализа расчетных и экспериментальных данных можно считать, что мощность P2г в конце нагрева стальной заготовки до температуры 1200—1300°С при условии приблизительно постоянного напряжения на индукторе связана со средней мощностью соотношением
 .
.
Средняя за время нагрева мощность

где PT - средняя полезная мощность; — мощность тепловых потерь; коэффициент 1,05 учитывает потери в направляющих.
Рассчитав индуктор на мощность — только в заключительной стадии горячего режима, мы обеспечим весь нормальный цикл нагрева и требуемую среднюю мощность  .
.
|
|
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 699; Нарушение авторских прав?; Мы поможем в написании вашей работы!