КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Специализация агрегатов и линий
 |
К узкоспециализированным относятся однопред-метные линии, в которых целиком обрабатываются изделия одного типоразмера, например линии для обработки коленчатых валов. При бесперебойной работе такие комплексы обеспечивают высокие технико-экономические показатели. Однако они обладают низкой производственной маневренностью, что делает их малопригодными для быстрого перехода на обработку другой номенклатуры изделий.
К категории широкоспециализированных относятся агрегаты и линии, предназначаемые для выполнения определенной группы сходных технологических процессов, в которых можно производить обработку широкой номенклатуры изделий, например линии для цементации и последующей термообработки.
Ниже рассмотрены некоторые примеры широкоспециализированных линий.
|
Агрегаты и линии для цементации. Тамбуры и передаточные коридоры соединяют печь с загрузочными и выгрузочными окна^ ми и устройствами для последующего охлаждения изделий. Поточные линии, кроме того, включают оборудование для промывки и отпуска. Помимо цементации в таких агрегатах можно в,ы-полнять нитроцементацию, а также отжиг, нормализацию, закалку в нейтральных атмосферах.
Некоторые агрегаты и линии для цементации компонуют из горизонтальных или вертикальных печей периодического действия.
Объем рабочего пространства горизонтальных печей в таких агрегатах составляет 0,2— 0,8 м3; масса садки — 0,2— 1 т. Загрузку, передачу и выгрузку изделий производят на поддоне с помощью специальных механизмов.
Агрегаты с тупиковыми печами оборудуют одним тамбуром, который служит для продувки садки перед нагревом и для подстуживания ее перед закалкой. Тамбур продувают
|
|
|
нейтральной атмосферой (например, азотом). С целью предотвращения взрывов предусматривают предохранительные клапаны, затворы, газовую завесу и др.
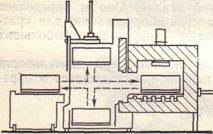
Для сокращения простоя печи в тамбуре устанавливают двух-полочный подъемник (рис. 111.38). Для лучшего омывания изделий нейтральной атмосферой в тамбуре устанавливают венти
с воздухоохлаждаемыми стенками; для замедленного (регламентированного) охлаждения — с футерованными стенками.
Если предусмотрена закалка в горячей среде, закалочный бак оснащают системой для подогрева и охлаждения заколочной среды.
В агрегатах с проходными печами предусматривают два тамбура: один предназначают для продувки изделий перед обработкой, другой — для подстуживания и охлаждения обработанных изделий. В каждом тамбуре можно поддерживать требуемый состав атмосферы. Однако наличие двух дверок в противоположных концах печи снижает ее герметичность.
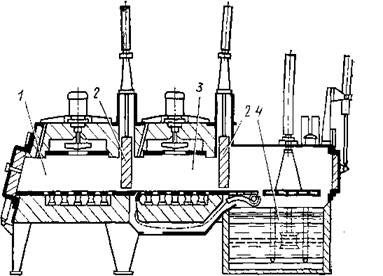
Некоторые агрегаты компонуют из проходной печи с двумя последовательно расположенными камерами 1 и 3 с промежуточными заслонками 2 и закалочного бака 4 (рис. III.39). Хотя такие агрегаты и стоят в полтора раза дороже, чем однокамерные, они обеспечивают вдвое большую производительность и позволяют осуществлять многостадийные процессы с поддержанием стабильных режимов в каждой камере.
С 50-х годов в СССР изготовляют поточные линии для цементации из оборудования непрерывного действия на базе безмуфельных толкательных печей. В настоящее время подобные линии широко используют на предприятиях массового и крупносерийного производства. Для повышения производительности со- здают линии с двух-, трех- и даже пятирядными толкательными печами (рис. III.40).
После насыщения каждый поддон с изделиями через герметизированный кожух подают в закалочный бак. Чтобы пары масла из закалочного бака не проникли в рабочее пространство печи, в соединительном кожухе поддерживают нейтральную атмосферу.
|
|
|
Для индивидуальной закалки изделий в прессах загрузочная часть цементационной печи должна быть приспособлена для поштучной передачи изделий в закалочный пресс без подстужива-ния остальных изделий, находящихся на поддоне. Для закалки в прессах большого количества изделий создают линии с группой прессов.
Для осуществления медленного охлаждения после цементации применяют агрегаты с охладительным коридором.
Чтобы обеспечить постоянное время промывки и отпуска независимо от длительности цементации (при получении различных глубин слоя), для перемещения по моечной машине и отпускной печи предусматривают отдельный транспортер, работающий со своим тактом, отличным от такта печи.
Агрегаты и линии из печей-ванн. Широкое распространение они получили в подразделениях для термообработки инструмента. Транспортирующие функции выполняют механизмы с рычажными и конвейерными перебросами (рис. 111.41) и другие устройства. Они автоматически приводятся в движение всякий раз, когда очередное приспособление с изделиями, подходя к данной позиции, замыкает концевые включатели.
Общий недостаток агрегатов и линий с указанными системами механизации состоит в жесткой конструктивной связи всех технологических позиций между собой, что предопределяет одно, строго постоянное, чередование технологических стадий и делает указанные агрегаты и линии мало маневренными и узкоспециальными.
Более совершенным способом автоматизации линий из печей-ванн является система, основанная на перемещении изделий посредством оператора-транспортера. Оператор-транспортер уста-
навливают сверху или сбоку от оборудования. Приведенный на рис. Ш.42,а оператор представляет собой раму 5 на колесах с двумя штангами 3, с приводом 4 для подъема и опускания подвесок 2 (рис. Ш.42,6).
Оператор передает изделия / по технологическим позициям в соответствии с заданной командоаппаратом, установленным на раме, программой. Он конструктивно не связан с позициями и поэтому допускает передачу изделий с одной позиции на другую вне зависимости от места их расположения в линии, без обязательного захода в остальные виды оборудования (рис. 111.43). Возможность реверсивного движения (как показано штриховой "линией на рис. 111.43,6) позволяет изменять последовательность чередования стадий обработки (технологический маршрут) и время нахождения изделий в каждом виде оборудования линии.
|
|
|
Агрегаты и линии с оператором-транспортером обладают широкими технологическими и организационными возможностями. Они позволяют быстро переналаживать оборудование на обработку новых изделий. По универсальности операторы-транспортеры в таких линиях приближаются к роботам-транспортерам, но последние обладают специфической особенностью — невстраиваемостью, т. е. они полностью независимы от обслуживаемого технологического оборудования.
Универсальные агрегаты и линии. Специфика термической обработки позволяет обрабатывать различные по характеру изде-лия с использованием одного или небольшого числа схожих технологических режимов и одних и тех же средств технологического оснащения. Это способствует широкому применению многопредметных (универсальных) термических агрегатов и линий.
Характер компоновки универсальных агрегатов и линий во многом определяется способами переналадки оборудования. По этому признаку процессы термообработки разделяют на две группы: 1) с изменяемыми параметрами, но с постоянным технологическим маршрутом; 2) с изменяемыми параметрами и изменяемым технологическим маршрутом. В соответствии с этим формируют одномаршрутные и разномаршрутные агрегаты и линии. Энергетическая система одномаршрутных универсальных линий должна быть приспособлена для быстрого изменения
температуры и состава технологических сред, а транспортная система— для изменения продолжительности операций.
Р а з но м а р шр у тн ы е агрегаты и линии компонуют по следующим схемам: 1) в виде комплекса оборудования периодического действия, обслуживаемого групповым транспортером или оператором-транспортером; 2) в виде технологического комплекса, состоящего из нескольких технологических ручьев (потоков), каждый со своим маршрутом; 3) в виде группы транспортабельного оборудования.
|
|
|
|
В агрегатах и линиях по первой схеме предусматривают такую систему транспортирования, которая позволяет выполнять операции по различным маршрутам независимо от места расстановки оборудования в линии. Для этого транспортер или передвижной оператор не связаны конструктивно с оборудованием, а движутся вдоль линии, осуществляя связь со всеми видами оборудования {см. рис. 111.43).
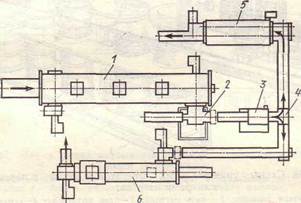
Многоручьевые агрегаты и линии приспособлены для переключения на выполнение иного процесса с другой последовательностью чередования операций. При этом в работу включают тот ручей линии, который специально предназначен для процесса с данным маршрутом (рис. 111.44). Так, в универсальной линии для нитроцементации (рис. 111.45) после насыщения и закалки изделия можно подвергать как высокому, так'и низкому отпуску.
Недостатком многоручьевых агрегатов и линий является то, что они включают большое число единиц технологического оборудования, ряд которых в конкретный момент времени может
простаивать (или печь высокого отпуска, или печь низкого отпуска по схеме на рис. III.45).
В агрегатах и линиях по третьей схеме (рис. 111.46) наличие транспортабельного оборудования позволяет быстро компоновать линию заданной конфигурации, располагая технологическое оборудование в соответствии с очередностью выполнения технологических стадий.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 858; Нарушение авторских прав?; Мы поможем в написании вашей работы!