КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Подсистема размерного контроля
|
|
|
|
К размерному контролю относят совокупность операций контроля, базирующихся на измерении геометрических размеров.
Размерный контроль проводится не только после окончания обработки деталей, с целью выявления брака, но и в процессе обработки и перед ней, что даст возможность внести коррекцию в процесс обработки и, следовательно, достигнуть требуемого качества деталей.
Эффективная эксплуатация ГПС, особенно в безлюдном режиме, невозможна без оснащения ГПС средствами автоматического контроля. Размерный контроль может проводиться вне станка или на станке.
Для размерного контроля вне станка обычно имеется контрольный пост (КП), в составе ГПУ такие посты оснащаются координатно-измерительными машинами (КИМ).
Контроль на рабочем месте может быть осуществлен прямо на станке (внутренний) или около оборудования (внешний). Контроль качества изделия в процессе формообразования с помощью средств активного контроля не удлиняет цикл изготовления изделия, а контроль после формообразования (пассивный) на станке приводит в ряде случаев к увеличению продолжительности цикла, но позволяет предотвратить появление брака.
Автоматический размерный контроль (АРК) на круглошлифовальных станках начал применяться много лет назад.
Различные датчики активного контроля определяют размер процесса шлифования и используются для управления циклом перемещения шлифовального круга. По результатам измерений формируются команды на изменение подачи шлифовального круга его перемещения и т. д.
АРК на станках токарной, сверлильной и фрезерно-расточной группы стал возможен в результате появления так называемых датчиков касания, которые с высокой точностью могут фиксировать момент касания щупа с контролируемой поверхностью. Комплекс устройств в составе индикатора контакта показан на рис. 32.
|
|
|
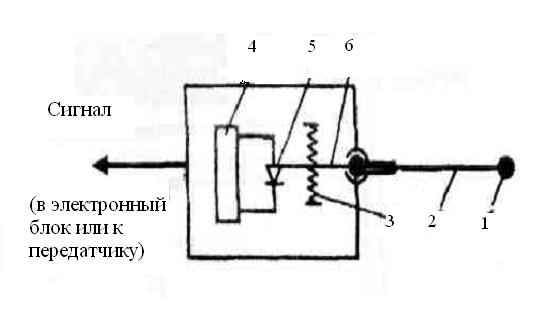
Рис. 32. Датчик касания измерительной головки:
1 – наконечник щупа; 2 – щуп; 3 – механизм уравновешивания щупа; 4 – блок-формирователь сигнала касания; 5 – контакт;
6 – передаточный механизм
Для контроля детали на станке измерительная головка устанавливается в одной из позиций револьверной головки или инструментального магазина и для проведения измерения выводится
на рабочую позицию.
В ГПС применяют следующие виды контроля:
- выходной контроль;
- промежуточный контроль;
- входной контроль.
А также:
- контроль заточки режущего инструмента;
- контроль положения режущего инструмента в оправках и резцедержателях;
- контроль на технологической позиции.
Входной контроль служит для ограждения ГПС от поступления на ее вход иной номенклатуры деталей, бракованных заготовок и деталей с дефектами баз.
Методами и средствами его выполнения являются:
- визуальный осмотр заготовок;
- контроль образцов с помощью телевизионных систем;
- ручная установка на палету или спутник;
- контроль физических параметров заготовок;
- контроль размеров ручным универсальным инструментом.
При промежуточном выносном контроле при переходе обрабатываемой детали с одной технологической позиции на другую проверяют наличие и соответствие баз для последующей обработки детали, а также основные точные размеры, полученные на предыдущей технологической позиции. Он осуществляется на координатно-измерительных машинах.
Выходной контроль предназначен для контроля готовой продукции и в первую очередь по наиболее ответственным параметрам. Измерительная ячейка может формироваться на основе унифицированных измерительных систем для контроля отдельных параметров и физических величин (например, комплекс бесконтактных модуляционных вихретоковых дефектоскопов ВД-31Н, ВД-40Н, ВД-50Н, ВД-60Н, высокоскоростных электромагнитоакустических толщиномеров УТ80Б и др.).
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 422; Нарушение авторских прав?; Мы поможем в написании вашей работы!