КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Некоторые примеры типовых посадок элементов конструкции
|
|
|
|
Классификация посадок по характеру сопряжения деталей.
Æ50* - посадка
- посадка
Æ50*H7 – параметры отверстия
Æ50d6 – определяет параметры вала
Æ50H7=Æ50+0,025 eS-ei=t
Æ50в6=Æ50-0,080-0,105 -0,080-(-0,105)=0,025
Æ49,895… 49,920 мм
минимальный зазор: Smin=dотвmax=50,000-49,920=0,130мкм
Кроме посадок с зазором существует переходных посадок, которые в зависимости от сочетания размеров могут обеспечивать либо небольшие зазоры, либо небольшие натяги. Это возможно тогда, когда поле допуска в отверстии и поле допуска вала пересекают друг друга (поле js, k, l, m)
В тех случаях, когда в соединении небольшим натягом используют поле допуска вала p, r, s, t и др.
В настоящее время рекомендуют детали передающие вращающий момент устанавливать на вал по посадкам с гарантированным натягом. При этом при наличии осевых сил величина натяга должна быть увеличена.
Например прямозубые цилиндрические колеса устанавливаются по посадке H7/p6, а косозубые – H7/S6.
Крышки подшипниковых узлов устанавливаются достаточно свободно, однако, существуют различия м/у глухими и сквозными крышками.
В сквозной крышке устанавливается манжетное уплотнение. Для его нормальной работы зазор в соединении: крышка-корпус д.б. минимальными. Отсюда следует 2 типа посадок: H7/d9 – крышк глухая. H7/h9 – крышка сквозная.
Особым образом устанавливаются в подшипнике конструкции подш-ки качения. Эта особенность связана с недопустимостью какой-либо обработки подшипника при его поставке. Т.о. размеры наружного и внутреннего колец не могут быть изменены. В большинстве случаев внутреннее кольцо подшипника вращается вместе с валом, поэтому оно устанавливается с гарантированным натягом. При этом натяг в роликовых подшипниках больше чем в шариковых, т.е. у них номинальный линейный контакт и они требуют более плотного соединения.
|
|
|
Æ35К6 – шариковый подшипник. Æ35m6 – роликовый подшипник.
Наружнее кольцо подшипника д.б. установлено так, чтобы в процессе эксплуатации оно обладало возможностью медленного проскальзывания (очень малый зазор).
45. Волнистость и шероховатость.
Действительные поверхности деталей машин отличаются от номинальных (заданных в технической документации) наличием неровностей, образовавшихся при обработке поверхности и обусловленных колебанием инструмента и детали в процессе обработки, дефектами инструмента, особенностями кинематики обрабатывающего станка и др. Эти периодические неровности называют волнистостью и шероховатостью. К шероховатости относят неровности, у которых отношение шага к высоте неровности менее 50, а к волнистости - от 50 до 1000.
Показатели волнистости и шероховатости определяют по профилограммам, снимаемым профилографом (рис.4.2.8).
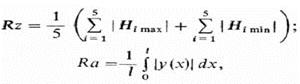
По ГОСТ25142-82 основными параметрами для оценки шероховатости являются высота Rz неровностей профиля по десяти точкам и среднее арифметическое отклонение профиля Ra на базовой длине ℓ (рис.4.2.8):
|
где Hi и Himin - отклонения пяти наибольших максимумов и минимумов профиля. Отсчет этих величин и значений у(х) ведется от базовой линии m — m, имеющей форму номинального профиля поверхности и проведенной так, что среднее квадратическое отклонение профиля от этой линии в пределах базовой длины ℓ минимально.
Шероховатость поверхности существенно влияет на эксплуатационные свойства деталей (снижает прочность, коррозионную стойкость, жесткость деталей, увеличивает интенсивность изнашивания и др.).
При назначении шероховатости поверхности учитывают требования к точности детали, хотя непосредственной связи между ними нет.
Часто принимают, что параметр Rz не должен превышать 0,1—0,2 допуска на размер.
Кроме параметров, характеризующих высоту микронеровностей, на работоспособность деталей влияют и другие характеристики (средний шаг по вершинам и по средней линии профиля, относительная опорная длина и др.).
|
|
|
Номинальные числовые значения параметров шероховатости указывают на чертежах знаками (рис.4.2.9). Знак на рис. (рис.4.2.9, а) не регламентирует вида обработки поверхности. Знаком, показанным на (рис.4.2.9, б), обозначают поверхности, образуемые удалением слоя материала (точением, шлифованием и т. п.); на (рис.4.2.9, в) — поверхности, не обрабатываемые после литья, штамповки и других видов предварительной обработки. Сведения относительно параметров шероховатости приводятся на чертежах также с помощью знака, показанного на (рис.4.2.9, г). При этом на месте рамки 1 записывают параметр (параметры) шероховатости по ГОСТ 2789-73 (для Ra без символа, рис.4.2.9, д; для остальных параметров после соответствующего символа, рис.4.2.9, е). На месте рамки 2 записывают (при необходимости) вид обработки поверхности и другие дополнительные указания, а на месте рамок 3 и 4 соответственно базовую длину по ГОСТ 2789 — 73 (см. рис.4.2.9, ж) и условное обозначение направления неровностей.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 360; Нарушение авторских прав?; Мы поможем в написании вашей работы!