КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Транспортні засоби в потоковому виробництві
|
|
|
|
У потоковому виробництві застосовуються різні транспортні засоби.
В таких галузях, як машинобудування і приладобудування, широко застосовуються
конвеєри - транспортні засоби, призначені для транспортування виробу чи виконання на ньому робочих операцій, а також регламентуючі ритм роботи потокової лінії. Відтак вони відіграють організуючу роль у потоці. Якщо конвеєр призначений для переміщення виробів і підтримки ритму роботи лінії шляхом чіткого адресування виробів за різними робочими місцями, він називається розподільним, якщо він додатково є ще й місцем виконання окремих операції, йдеться про робочий конвеєр.
Класифікація транспортних засобів у потоковому виробництві
| Ознака | Характеристика | |||||
| Призначення | Транспортерири | Конвеєри | |||||
| Вид приводу | безпривідні: | приводні: | автономні: | |||
| сковзала, жолоби, візки | з електроприводом з гідроприводом, з пневмоприводом | промислові роботи, роботрейлери збортовими комп'ютерами і програмним управлінням | ||||
| Принцип дії | механічні транспортери, пневмотранспорт, гідротранспорт, електромагнітний транспорт, хвильовий, гравітаційний, на повітряній подушці | |||||
| Конструкція | транспортери і конвеєри: стрічкові, роликові, шнекові, пластинчасті, ланцюгові, візникові, тросикові, супутникові | |||||
| Розташування в просторі | горизонтально замкнуті | вертикально замкнуті | підвісні | змішані (комбіновані) | ||
| Безперервність Дії | безперервні | пульсуючі | ||||
| Функція | розподільні конвеєри | робочі конвеєри | ||||
8.Організація автоматизованого виробництва.
В автоматизованому виробництві робота устаткування, агрегатів, апаратів, установок відбувається автоматично за заданою програмою. Роль працівника зводиться до здійснення контролю і нагляду за їх роботою, усунення відхилень від заданого процесу, налагодження автоматизованого устаткування тощо.
|
|
|
Розрізняють часткову і комплексну автоматизацію.
При частковій автоматизації працівник повністю звільнений від робіт, пов'язаних з виконанням технологічних процесів. В умовах комплексно-автоматизованого виробництва технологічний процес виготовлення продукції, управління цим процесом, транспортування виробів, контрольні операції, видалення відходів виробництва виконуються без участі людини, але обслуговування устаткування відбувається ручним способом.
Основним елементом автоматизованого виробництва є автоматичні потокові лінії (далі - АПЛ).
Автоматична потокова лінія - комплекс розміщеного в технологічній послідовності виконання операцій автоматичного устаткування, пов'язаний з автоматичною транспортною системою і системою автоматичного управління, який забезпечує автоматичне перетворення вихідних матеріалів (заготівель) на готовий виріб. На АПЛ працівник виконує функції налагодження, контролю і нагляду за роботою устаткування, а також завантажує лінію заготівлями.
Автоматичні комплекси із замкнутим циклом виробництва представляють собою ряд пов'язаних автоматичними транспортними і завантажувально-розвантажувальними пристроями автоматичних ліній.
Автоматизовані дільниці (цехи) включають автоматичні потокові лінії, автономні автоматичні комплекси, автоматичні транспортні системи, автоматичні складські системи, автоматичні системи контролю якості, автоматичні системи управління тощо.
Орієнтовна структура автоматизованого виробничого підрозділу наведена на рис. 8.
В умовах постійно змінюваного нестабільного ринку важливим завданням є підвищення гнучкості (багатофункціональності) автоматизованого виробництва для того, щоб максимально задовольнити вимоги і потреби споживачів, а також швидше, і з мінімальними витратами освоїти випуск нової продукції.
|
|
|
Методи підвищення гнучкості автоматизованих виробничих систем:
- використання автоматизованих систем технічної підготовки виробництва;
- застосування швидко переналагоджуваних автоматичних потокових ліній;
- застосування універсальних промислових маніпуляторів з програмним управлінням (промислових роботів);
- стандартизація застосовуваного інструмента і засобів технологічного оснащення;
- застосування в автоматичних лініях автоматично переналагоджуваного устаткування (на базі мікропроцесорної техніки);
- використання переналагоджуваних транспортно-складських і накопичувальних систем тощо.
Однак варто зауважити, що будь-яка універсалізація вимагає значних додаткових витрат і при її застосуванні необхідно застосовувати зважений економічний підхід на базі маркетингової інформації і досліджень.
Автоматичні потокові лінії ефективні в масовому виробництві.
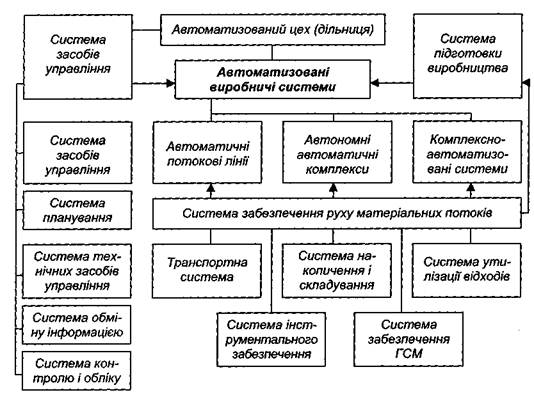
Рис.7. Структурний склад автоматизованого виробничого підрозділу
Склад автоматичної потокової лінії:
- автоматичне устаткування (верстати, агрегати, установки) для виконання технологічних операцій;
- механізми для орієнтування, установки і закріплення виробів на устаткуванні;
- пристрій для транспортування виробів на відповідні операції;
- контрольні прилади (для контролю якості та налагодження устаткування);
- засоби завантаження і розвантаження ліній (заготівель і готових деталей);
- апаратура і прилади системи управління АПЛ;
- пристрої заміни інструмента й оснащення;
- пристрої утилізації відходів;
- пристрій для забезпечення необхідним видом енергії;
- пристрої забезпечення мастильно-охолоджувальними рідинами тощо.
До складу автоматичних ліній останнього покоління також включаються електронні пристрої:
1. «Розумні супервізори» з моніторами на кожній одиниці устаткування і на центральному пульті управління, їх призначення полягає в завчасному попередженні персоналу про хід процесів, що відбуваються на окремих агрегатах (в системі) і в наданні інструкцій про необхідні дії персоналу (текст на моніторі).
|
|
|
2. Статистичні аналізатори з графобудівниками, призначені для статистичної обробки різноманітних параметрів роботи АПЛ, зокрема:
- часу роботи і простоїв;
- кількості продукції, що випускається;
- властивостей оброблюваного виробу на кожній контрольованій операції;
- виходу з ладу (збою) кожної одиниці устаткування і лінії в цілому тощо.
3. Діалогові системи селективної збірки, тобто підбор параметрів відносно до неточно оброблених деталей, що входять до складальної одиниці і сполучення яких забезпечує високоякісні параметри її роботи.
Класифікація і характеристика АПЛ наведені в табл. 5.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 515; Нарушение авторских прав?; Мы поможем в написании вашей работы!