КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрофизические и электрохимические методы обработки
|
|
|
|
Электрофизические и электрохимические методы обработки используют для изготовления сложного рабочего контура прессовых матриц, матриц и пуансонов вырубных, пробивных и обрезных штампов, а также инструмента для горячей объемной штамповки. Они характеризуются рядом следующих особенностей: возможность обработки независимо от физико-механических свойств обрабатываемых материалов; небольшие механические усилия при осуществлении процесса обработки; отсутствие необходимости в более твердых инструментах, чем обрабатываемый материал; значительное уменьшение расхода обрабатываемого материала; высокая точность обработки; высокая производительность.
Для размерной обработки при изготовлении деформирующего инструмента широкое применение нашли электроискровая, электроимпульсная, электрохимическая и ультразвуковая обработка. Суть электроискрового метода состоит в следующем (рисунок 49, а). Конденсатор С заряжается через сопротивление R от источника постоянного тока.
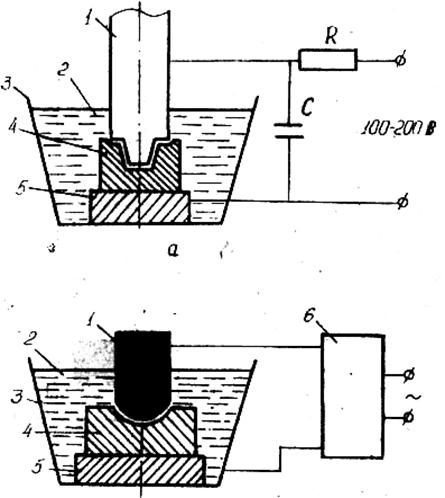
Рисунок 49 - Схема электроискрового (а) и электроимпульсного (б) методов изготовления инструмента: 1 — электрод-инструмент;
2 — диэлектрик жидкий; 3 — ванна; 4 — обрабатываемая деталь;
5 — столик; 6 — генератор импульсов
По достижении на конденсаторе напряжения, равного напряжению пробоя, через зазор между электрод-инструментом и деталью происходит разряд. После этого конденсатор заряжается, и процесс повторяется. В результате воздействия, электрического разряда происходит разрушение обрабатываемой детали. Электрический удар, обрушивающийся на электроды в виде эффекта торможения электронов на аноде и ионов на катоде, создает на электродах кратковременно действующие источники тепла, распределенные в области ограниченных размеров. Нестационарный процесс распространения тепла от этих источников вызывает локальное плавление и частичное испарение металла поблизости от источника. Связи пораженных разрядом участков электродов с основной массой металла резко ослабляются, и под действием сил ударной волны расплавленный металл выбрасывается в мёжэлектродное пространство, где и застывает.
|
|
|
С целью увеличения интенсивности электрической эрозии между электродами помещается жидкий диэлектрик (обычно керосин или минеральное масло).
Длительность искрового электрического разряда составляет около тысячной доли секунды. Температура разряда — свыше 10000СС. Съем металла 400—12000 мм/мин. Чистота поверхности—5-7 класс частоты. Материалом для электрода-инструмента могут служить латунь, медь, графит или меднографитовая композиция.
Причины, сдерживающие развитие электроискрового метода, следующие:
- форма инструмента-электрода должна соответствовать форме наружного контура обрабатываемой детали или отверстия, а изготовление электрода сложной конфигурации трудоемко;
- электрод должен изготавливаться точнее обрабатываемой детали;
- одним электродом изготовить несколько деталей невозможно вследствие быстрого износа электрода.
Более производительной по сравнению с электроискровой является электроимпульсная обработка инструмента (рисунок 49, б).
При этом резко уменьшается износ электрод-инструмента (примерно в триста раз). Полярность тока изменена на обратную (катодом является обрабатываемая деталь). Длительность импульса увеличивается до 500...10000 мкс. Температура разряда значительно снижается. Съем обрабатываемого металла происходит не в парообразном, а, в основном, в капельножидком состоянии.
Контуры отверстий в матрицах вырезают с помощью электрода в виде тончайшей медленно движущейся проволочки из латуни. Таким образом получают поверхность любого профиля с точностью 0,002 мм и обеспечивают шероховатость поверхности Ra = 1,б...0,8мкм и точность размеров по 7—9 квалитету.
|
|
|
Схема вырезания показана на рисунке 50. Заготовку закрепляют на столе станка, имеющем форму скобы. Заготовка должна иметь предварительно обработанное отверстие для пропускания через него электрода-проволоки. Электрод-проволока вводится в отверстие и во время работы станка сматывается с барабана на барабан, который вращается двигателем через редуктор. Скоба может перемещаться в горизонтальной плоскости в двух взаимно перпендикулярных направлениях с помощью суппортов, которые приводят в действие автоматические регуляторы подачи.
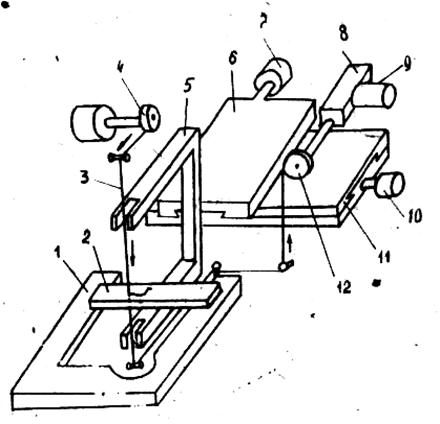
Рисунок 50 - Схема электроимпульсной обработки способом вырезания электродом-проволокой: 1 — стол; 2 — заготовка;
3 — электрод-проволока; 4, 12 — барабаны; 5 — скоба; 6.
11 — суппорты; 7, 10 — автоматические регуляторы подачи;
8 — редуктор; 9 — электродвигатель

|
|
|
| Рис. 30. Характер разрушения пуансонов штампов холодной штамповки |
Автоматические регуляторы работают по программе и обеспечивают вырезание детали требуемого контура.
Электрохимический метод основан на явлении анодного растворения, благодаря которому на изделии воспроизводится профиль катода инструмента в негативной форме (рисунок 51). Специфической особенностью метода является высокая скорость движения электролита (преимущественно раствора NaCl) в зазоре между электродами, величина которого изменяется в пределах 0,1...0,5 мм. Движение электролита обеспечивает удаление продуктов анодного растворения, образующихся в большом количестве, и его охлаждение.
Электроды-инструменты изготавливают из меди, латуни или коррозионно-стойкой стали. Метод характеризуется высокой производительностью и нулевым износом электрода-инструмента, но требует применения источников тока большой силы. При его использовании возникают трудности по вымыванию осадков и образующихся газов. Отмечаются также затруднения управлением процесса при обработке сложнопрофилированных инструментов высокой точности.
|
|
|
Освоение электрохимической обработки профильного инструмента позволило в 15—18 раз сократить время их изготовления и уменьшить стоимость обработки.
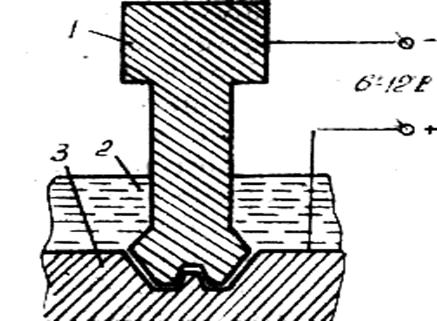
Рисунок 51 - Схема электрохимической обработки:
1 – инструмент – катод; 2 – электролит, 3 – штамп – анод.
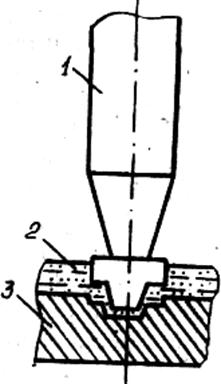
Рисунок 52 - Схема электрозвукового метода: 1 —мастер-инструмент:
2 — суспензия; 3 — штамп
При ультразвуковом методе изготовления электрические колебания высокой частоты 16...25 кГц передаются на торец мастер-инструмента (рисунок 52). Одновременно в зону обработки под торец инструмента поступает суспензия зерен абразива в воде. Колеблющийся с ультразвуковой частотой мастер-инструмент ударяет по зернам абразива, последние выкалывают частицы металла штампа, осуществляя на нем копирование формы мастер-инструмента. В качестве абразива применяют карбид бора, карбид кремния или корунд. Этот метод используется для обработки хрупких материалов с точностью до 0,08 мм и чистотой поверхности Ra = 0,32 мкм.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 444; Нарушение авторских прав?; Мы поможем в написании вашей работы!