КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пример проектирования
ПРИСПОСОБЛЕНИЯ /2/
Общая часть. Задание: спроектировать приспособление к специальному двухшпиндельному станку для одновременного сверления отверстий ø 6 и ø 10,5 в вале ступенчатом по чертежу (рис. П1). Остальные поверхности вала обработаны в размеры по чертежу.
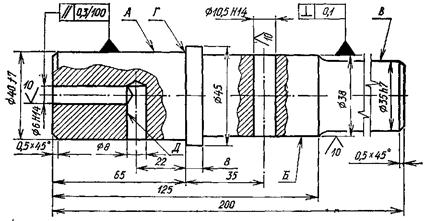
Рис. П1. Чертеж вала ступенчатого
Исходные данные: годовой объем выпуска деталей N =
= 120000 шт. Производство крупносерийное. Работа односменная. Принятый режим сверления отверстий: а) ø 6; s 01 =
= 0,18 мм/об; n 1 = 540 об/мин (при этом v 1 = 10м/мин; s м1 = 97 мм/мин; P 1 = 1130 H, M 1 =3450 Н·м); б) ø 10,5; s o2=0,3 мм/об; п 2 = 310 об/мин (при этом v 2 = 10,2 м/мин; s м2 = 93 мм/мин;
Р 2 = 3070 Н; М 2=1460 Н·м).
Расчетное основное (технологическое) время сверления
t o = 0,45 мин, масса детали ~1 кг. Материал детали - сталь 20Х (σ в = 750 МПа, НВ 180). Неуказанные предельные отклонения размеров: охватывающих — по Н 14, охватываемых — по Н 14, других — ± Н 14/2; отклонения от соосности поверхностей А, Б и В не более 0,1 мм.
Принятие решений.
Анализ обрабатываемой заготовки, выбор элементов приспособления и схемы установки. Из рассмотрения чертежа детали (см. рис. П1) следует, что обрабатываемые отверстия ø 6 и ø 10,5 выполняются по 14-му квалитету точности. Точность диаметральных размеров обеспечивается инструментами (сверлами), точность положения осей отверстий ø 6 и ø 10,5 относительно осей цилиндрических поверхностей А и Б и торца Г — базированием заготовки и точностью положения направляющих элементов для сверл относительно установочных элементов приспособления. Точность положения отверстия ø 10,5 относительно отверстия ø 8 (поверхность Д) должна обеспечиваться базированием и относительным положением установочного элемента, базирующего заготовку по поверхности Д, и направляющего элемента инструмента (сверла).
Из анализа заготовки видно, что для установки ее в приспособление за базы следует принять поверхности А, В, Г и Д. В качестве установочных элементов для базирования заготовки целесообразно использовать: а) две призмы — базирование по цилиндрическим поверхностям А и В; б) торец призмы, в которую вал устанавливается цилиндрической поверхностью А, — базирование в осевом направлении по торцу буртика вала (поверхность Г); в) плавающий конический срезанный ромбический палец-фиксатор — базирование по поверхности Д отверстия ø 8.
Для уменьшения числа зажимных элементов целесообразно зажимать заготовку по верху поверхности Б одним вилкообразным прихватом (рычагом). В качестве направляющих элементов для сверл принимаются кондукторные втулки.
Схема базирования, закрепления и обработки заготовки (рис. П2). Заготовка 9размещается в призмах 1 и 2 супором поверхностью Г бурта в торец призмы 2.Плавающий конический палец 3под действием пружины входит в отверстие ø 8 и исключает поворот заготовки 9относительно оси. Для направления сверла 4служит горизонтальная кондукторная втулка 5 (6 F 7), сверла 6 — вертикальная втулка 7 (10,5 F 7). В качестве зажимного элемента использован вилкообразный прихват 5.
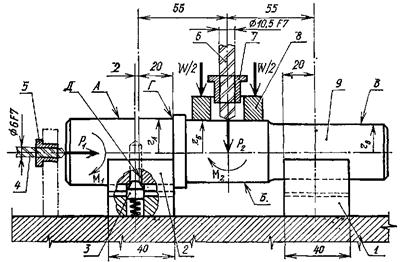
Рис. П2. Схема базирования, закрепления
и обработки заготовки
Схема приспособления. В соответствии с заданием принимается схема одноместного однопозиционного приспособления.
Конструкция зажимного устройства выбирается из соотношения такта выпуска Т ви штучного времени на обработку.
Исходя из этого, выявлено, что фактическое значение вспомогательного времени t в не должно превышать в описанных условиях 0,23 мин.
Принимается решение: на приспособление для обеспечения быстродействия зажима заготовки установить круглый стандартный эксцентрик — простой и дешевый в изготовлении, удобный и достаточно надежный в эксплуатации. С его помощью можно закрепить (или открепить) заготовку массой до 1 кг. Зажим-отжим осуществляется вручную поворотом рукоятки эксцентрика. Время закрепления по справочным данным равно 0,04 мин, что при времени на установку и снятие 0,039 мин обеспечит вспомогательное время t в = 0,16 мин. Полученное значение меньше допустимого (t в = 0,23 мин). Это значит, что выбранный зажим обеспечит нужную производительность оборудования и быстродействие приспособления.
Таким образом, для обеспечения требуемой производительности станка выбрано комбинированное зажимное устройство, состоящее из двух элементарных устройств — рычажного и эксцентрикового. Корпусом приспособления может служить плита прямоугольного типа.
Выбор схемы и параметров для расчета точности. Разработали схему приспособления(рис. П3). Первой изображалась в двух проекциях заготовка 11, которая в дальнейшем считалась прозрачной и не препятствующей обзору элементов приспособления. Затем вокруг заготовки вычерчивались установочные элементы — призма 10с плавающим пальцем 9и призма 8; зажимное устройство — прихват 7 со шпилькой и пружиной, эксцентрик 6с осью и опорой и приводная рукоятка 5;элементы для направления инструмента — кондукторные втулки 3и 4с кронштейном 2,содержащим плиту для вертикальной кондукторной втулки; корпус 1 со стойкой — плитой для горизонтальной кондукторной втулки.
Выбор расчетных параметров.В соответствии с чертежом вала и требованиями к точности обработки детали (см. рис. П1) для расчета приспособления на точность изготовления можно выбрать несколько расчетных параметров:
а) с целью обеспечения размера 35±0,31 от обрабатываемого отверстия ø 10,5 до поверхности Г целесообразно выбрать параметр для расчета приспособления на точность изготовления в виде допуска расстояния от оси кондукторной втулки 4(см. рис. П3) до опорного торца призмы 10;
б) для обеспечения заданного допуска перпендикулярности отверстия ø 10,5 к оси поверхности Б (см. рис. П1) в пределах 0,1 мм за расчетный параметр приспособления следует принять отклонение от перпендикулярности оси рабочей (внутренней) поверхности кондукторной втулки 4(см. рис. П3) к горизонтальным осям призм 8и 10,которые в свою очередь должны быть параллельны нижней плоскости корпуса 1;
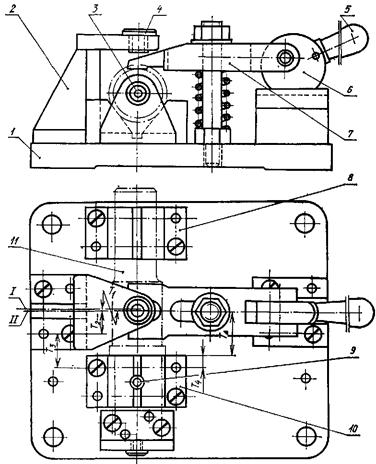
Рис. П3. Схема приспособления:
I — ось посадочная цилиндрической поверхности
втулки; II — ось рабочей поверхности (отверстия) втулки
в) для обеспечения положения обрабатываемого отверстия ø 10,5 относительно отверстия ø 8 (см. рис. П1) за расчетный параметр приспособления следует выбрать допустимое отклонение угла относительного положения осей кондукторной втулки 4(см. рис. П3) и плавающего конического срезанного (ромбического) пальца 9;
г)с целью обеспечения допуска смещения оси отверстия ø 10,5 от оси цилиндрической поверхности Б (см. рис. П1), значение которого 0,215 мм (указано в ТУ на деталь), за параметр для расчета приспособления на точность изготовления целесообразно выбрать допуск смещения оси кондукторной втулки 4(см. рис. П3) от общей оси призм 8и 10при виде сверху (сбоку со стороны торцов призм).
Подобным образом можно выбрать параметр приспособления для обеспечения заданного отклонения от соосности обрабатываемого отверстия ø 6 и поверхности А детали (см. рис. П1).
Расчет приспособления на точность. Ниже приведен расчет приспособления на точность по одному из описанных выше параметров — допуску расстояния от оси кондукторной втулки 4 (см. рис. П3) до опорного торца призмы 10.
При условии, что середины полей допусков межцентровых расстояний в деталях и кондукторной плите совпадают, расчет целесообразно вести по формуле: ε пр = δ - (Σ s + Σ e +
+ Σ ε п), определяя все расчетные факторы. Допуск обработки заготовки (размер 35 мм) из условий чертежа детали δ = 0,62 мм (±0,31). В соответствии с принятой схемой (см. рис. П3) в конструкции приспособления предусмотрена одна вертикальная кондукторная втулка 4,которая впрессовывается непосредственно в отверстие плиты кронштейна 2.Поэтому имеется только один односторонний максимальный зазор s 1 между сверлом и кондукторной втулкой, который складывается из максимального зазора посадки (посадка между сверлом и втулкой F 7/ h 7) и зазора изнашивания втулки. Максимальный зазор посадки складывается из предельных значений допусков размеров отверстия втулки (+0,034 мм) и сверла (-0,018 мм). Допуск износа принимается по справочным данным (+0,062 мм). Тогда Σ s = s 1= 0,5(0,034 + 0,018 + 0,062) = 0,057 мм.
В связи с наличием одной кондукторной втулки в расчете следует учитывать только один эксцентриситет е 1. В соответствии с вышеприведенными рекомендациями Σ e = e 1 = 0,005 мм.
Для одной вертикальной кондукторной втулки будет иметь место одна погрешность от перекоса сверла Σп1, которая рассчитывается по формуле: Σ ε п = ε п1 = 2 s 1 m / l = 2 · 0,057 ·
· 10,5/20 = 0,06 мм. Здесь s 1 = 0,057 mm; m = d = 10,5 мм; длина кондукторной втулки ø 10,5 по ГОСТ 18430-73 l = 20 мм.
Все найденные значения факторов подставляются в формулу, и вычисляется значение ε пр = 0,31- (0,057 + 0,005 +
+ 0,06) = 0,188 мм.
Таким образом, допуск изготовления приспособления по размеру 35 мм равен ±0,188 мм.
Определение допусков размеров деталей осуществляется решением прямой задачи при расчете нанесенной на рис. ПЗ размерной цепи Т. Замыкающим звеном является размер Т Δ с допуском  = ±0,188 мм, связывающий ось кондукторной втулки 4и торец призмы 10.Размер Т 1 связывает оси внутренней рабочей и наружной посадочной цилиндрических поверхностей втулки 4.Размер T 2соединяет оси отверстий под втулку 4 и под штифт кронштейна 2.Размер Т 3связывает оси отверстий под штифты корпуса 1,определяющих положения кронштейна 2и призмы 10; размер Т 4 — ось отверстия под штифт и рабочий торец призмы 10.
= ±0,188 мм, связывающий ось кондукторной втулки 4и торец призмы 10.Размер Т 1 связывает оси внутренней рабочей и наружной посадочной цилиндрических поверхностей втулки 4.Размер T 2соединяет оси отверстий под втулку 4 и под штифт кронштейна 2.Размер Т 3связывает оси отверстий под штифты корпуса 1,определяющих положения кронштейна 2и призмы 10; размер Т 4 — ось отверстия под штифт и рабочий торец призмы 10.
При симметричном расположении полей  = ±0,005;
= ±0,005;
 =±0,073;
=±0,073;  = ±0,06;
= ±0,06;  = ±0,05 мм.
= ±0,05 мм.
С учетом существующих рекомендаций (при сверлении стальных деталей при длине сверления 10 м износ кондукторных втулок составляет 4 мкм) допустимый износ втулки равен 62 мкм, длина сверления на одной заготовке 38 мм, количество просверленных деталей до выхода втулки из строя 3600 шт., что практически неприемлемо. Поэтому принято решение
растачивать отверстия под кондукторную втулку 4(см. рис. П3) в кронштейне 2на координатно-расточном станке в сборе с корпусом 1 и призмой 10 с непосредственным выдерживанием размера от опорной поверхности призмы 10 до оси отверстия под втулку 4.В соответствии с действующими рекомендациями допуск расстояния от призмы 10 до втулки 4 с учетом эксцентриситета последней принимается ±0,03, т. е. на приспособлении задается размер 35±0,03. Тогда допуск износа можно увеличивать от 62 до 380 мкм, что обеспечит сверление 25 тыс. заготовок до полного изнашивания втулки.
Подобные ужесточения следует применить в отношении горизонтальной кондукторной втулки 3 (см. рис. ПЗ). С учетом равномерного сверления всех деталей годового объема выпуска (N = 120000 шт.) в ТУ на приспособление следует заложить два требования: 1 — растачивать отверстия под кондукторные втулки на приспособлении в сборе; 2 — контроль точности приспособления по обеспечению положения обрабатываемых отверстий на заготовке производить через каждые 2,5 мес. эксплуатации.
Силовой расчет приспособления. Потребная сила зажима заготовки определяется из условия равновесия заготовки с учетом коэффициента запаса k. В рассматриваемом случае осевая сила Р 2 и момент резания М 2 (см. рис. П2) уравновешиваются реакциями призм и прихвата. Смещению заготовки от действия осевой силы Р 1и момента М 1будут противодействовать силы трения, создаваемые силами зажима W (рис. П4). Условия равновесия заготовки с учетом коэффициента k можно выразить уравнениями:
 ;
;
 ,
,
где k — коэффициент запаса, в соответствии с рекомендациями k = k 0 k l k 2 k 3 k 4 k 5 k 6 = 1,5 · 1,0 · 1,1 · 1,0 · 1,3 · 1,0 · 1,0 = 2,15;
F 1 — сила трения между поверхностью Б радиусом r б (см. рис. П4) заготовки и поверхностью прихвата, F 1= R 1 f 1 (здесь R 1 — реакция заготовки на зажимной элемент, f 1 — коэффициент трения в контакте заготовки с зажимным элементом);  — силы трения соответственно между поверхностями А радиусом r аи В радиусом r В и гранями призм. Из условия симметричности схемы закрепления заготовки относительно W и Р 2реакции R 2призм и реакции
— силы трения соответственно между поверхностями А радиусом r аи В радиусом r В и гранями призм. Из условия симметричности схемы закрепления заготовки относительно W и Р 2реакции R 2призм и реакции  граней каждой призмы равны, т. е.
граней каждой призмы равны, т. е.
 ;
;
f 2 — коэффициент трения в контакте заготовки с установочными элементами (гранями призм), принимается f 1 = f 2 = f =
= 0,16; α - угол призмы, α = 90°; f пр — приведенный коэффициент трения, f пр = f 2 / sin (α /2) = 0,16 / sin 45° = 0,226.
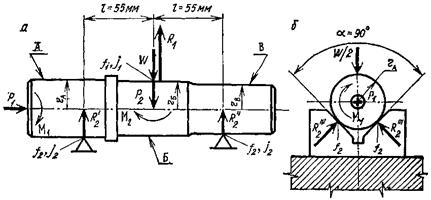
Рис. П4. Схема для расчета потребной силы зажима W:
а — вид заготовки спереди; б — вид слева
(R '2 = R "2 = R 2 = R 1 / 2; R '"2 = R 2 / ( ))
))
Зажимное устройство следует отнести к первой группе, так как в нем предусмотрен самотормозящийся механизм (эксцентриковый). Поэтому в расчете нужно учитывать упругие характеристики систем зажимного и установочных элементов. Тогда
R 1 = W - P 2[ j 1 / (j I + j 2)];
2 R 2 = W + P 2[ j 2 / (j I + j 2)],
где j 1, j 2 — жесткости систем соответственно зажимного и установочных элементов. По рекомендациям принимается
j 1 / (j I + j 2) = 0,35; j 2 / (j I + j 2) = 0,65.
После подстановки приведенных выше значений уравнения равновесия примут вид
 ;
;
 .
.
Решением этих уравнений относительно W и W" и подстановкой цифровых значений (из исходных данных и чертежа детали Р 1 = 1130 Н; Р 2 =3070 Н; М 1 = 3450 Н·м; r A = 20 мм;
r Б = 19 мм; r В = 17,5 мм) определяется потребная сила зажима W.
W ' = 5571 Н; W '' = 306 H.
Для дальнейших расчетов принимается наибольшее значение из W 'и W " т, е. W =5571 H.
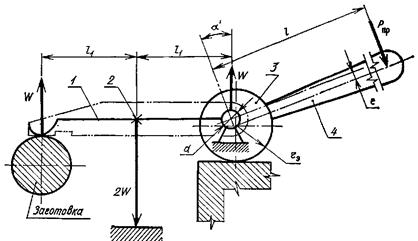
Рис. П5. Схема для расчета зажимного устройства
с приводом: 1 — прихват; 2 — шпилька;
3 — эксцентрик; 4 — рукоятка
Схема зажимного устройства показана на рис. П5. Из нее следует, что конструктивно выбран рычажный зажим, имеющий прихват (рычаг) с одинаковыми плечами l 1. Размеры сечения прихвата (изготовлен из стали 45) можно определить из формулы
 ,
,
где σ из — напряжение при изгибе (допускаемое напряжение для стали 45 после нормализации равно [ σ из] = 125 МПа); W — обеспечиваемая сила зажима (W =5571 H); l 1 — плечи рычага (принимается длина рычага 125 мм; l 1 = 60 мм); b п — ширина (без паза) опасного сечения прихвата, мм; h п — высота сечения прихвата (принимается hn =25 мм); Z —момент сопротивления сечения прихвата:  мм3.
мм3.
Путем приравнивания σ из = [ σ из] и решения приведенного уравнения определяется ширина сечения
 мм.
мм.
По выявленным данным выбирается прихват передвижной шарнирный по ГОСТ 9058—69 из стали 45 с размерами: длина l п = 125 мм; ширина В п = 50 мм; h п = 25 мм и, площадь опасного сечения b п· h п=30·25 мм2. Прихват дорабатывается с целью получения рабочего зажимного элемента в виде вилки.
Затем осуществляется расчет эксцентрикового зажима. Принят круглый эксцентрик.
Для расчета эксцентриситета е принимаются следующие значения величин: зазор s 1 = 0,3 мм; допуск размера заготовки δ в данном случае будет представлять собой величину колебания по высоте положения линии контакта заготовки с прихватом, состоящую из половины допуска размера Ø 38 (0,5·0,62 = = 0,31 мм) и просадки оси заготовки в призмах 0,5δ1(sin(α /2) = = 0,5·0,025/sin45° = 0,017 мм; здесь δ1 —допуск размеров
Ø 40 f 7 и Ø 35h7; α —угол призмы, α = 90°, т. е. δ = 0,31 +
+ 0,017 = 0,327 мм; W = 5571 Н; жесткость системы зажима заготовки в приспособлении j 1 = 12000 Н/мм; угол поворота эксцентрика из условий удобства зажима α э = 123°, тогда α ' =
= 180° - α э = 57о.
Расчет осуществляется по формуле
 2,4 мм.
2,4 мм.
Принимается е = 2,5 мм.
Радиус цапфы r = d/2 эксцентрика при ширине цапфы
b э = 18мм и значении [ σ см] = 25 МПа определяется по формуле
 6,19 мм.
6,19 мм.
Устанавливается r = d /2 = 6,5 мм.
Диаметр эксцентрика можно определить по зависимости Dэ = 18 е = 18·2,5 = 45 мм. Более точно радиус эксцентрика r э (при ρ = r э f ' =6,5·0,12 = 0,78 мм; φ = 6°) можно рассчитать по формуле
 = 16,5 мм.
= 16,5 мм.
Принимается D э = 2rэ = 50 мм. При этом условие самоторможения будет также обеспечиваться. Ширина эксцентрика В э (при W = 5571 Н; Е = 2,1·105 МПа; r э = 25 мм; для стали 20 после цементации и закалки σ т = 350 МПа, [ σ ] = 2 σ т = 700 МПа) определяется по формуле
 = 16,4 мм.
= 16,4 мм.
Устанавливается В э = bэ = 18мм.
В соответствии с ГОСТ 9061-68 выбирается эксцентрик круглый 18×50 из стали 20; с эксцентриситетом е = 2,5 мм; шириной Вэ = bэ = 18мм; диаметром D э =50 мм и диаметром цапфы d = 13мм.
Затем решается вопрос о приводе эксцентрика для обеспечения потребной силы зажима W. Устанавливается угол
 = 53°, φ = 6°; сила, которую рабочий может прикладывать к рукоятке, Р пр = 150 Н (см. рис. П5).
= 53°, φ = 6°; сила, которую рабочий может прикладывать к рукоятке, Р пр = 150 Н (см. рис. П5).
Определяется длина рукоятки
 = 172,4 мм.
= 172,4 мм.
По ГОСТ 8923—69 выбирается рукоятка 7061-0077 (исполнение I) общей длиной 175,5 мм, диаметром 16 мм и диаметром хвостовика Ø 12 r 6.
Расчет на прочность. Наиболее нагруженным элементом приспособления можно считать шпильку, которая является опорой прихвата (рычага) и на которую действует растягивающая сила, равная 2 W (см. рис. П5). Шпилька работает на растяжение. Ее опасным сечением является внутренний диаметр резьбы d', который в соответствии с рекомендациями определяется по формуле
 ,
,
где С — коэффициент (для метрических резьб С = 1,4); [ σ р] — допускаемое напряжение при растяжении (для улучшенной стали 45 при пульсирующей нагрузке [ σ р] = 155 МПа).
После подстановки значений в формулу определяется внутренний диаметр резьбы d' = 11,87 мм.
По ГОСТ 22043-76 принимается шпилька М16×I20.56.0,5 из улучшенной стали 45 с внутренним диаметром резьбы
d' = 13,835 мм.
Описание работы приспособления. Приспособление устанавливается на столе специального сверлильного станка нижней плоскостью корпуса 1 (см. рис. П6), фиксируется за счет штифтовки по двум отверстиям С и закрепляется болтами, проходящими через четыре сквозных отверстия Е в корпусе 1 и столе станка.
В исходном положении рукоятка 24поднята вверх и вся система комбинированного зажимного устройства (прихват 23, эксцентрик 25)отведена вправо. При этом прихват не мешает установке заготовки в приспособление.
Заготовка устанавливается в призмы 21 и 22 супором торцовой поверхности буртика во внутренний торец призмы
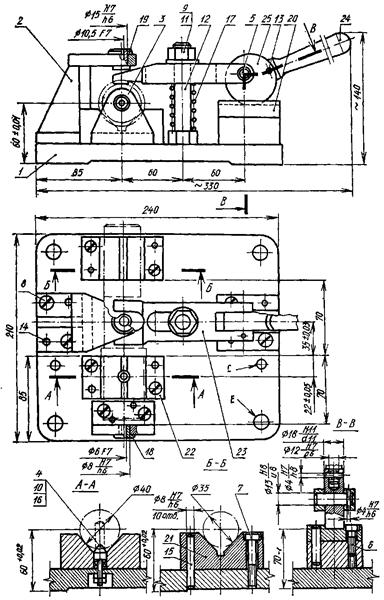
Рис. П6. Чертеж спроектированного приспособления
для сверления отверстий в деталях типа валов
22 и доворачивается вокруг оси до совпадения радиального отверстия Ø 8 заготовки (см. рис. П1) с коническим пальцем 4 (см. рис. П6), который при этом западает в отверстие под действием пружины 16и фиксирует положение заготовки по отверстию Ø 8. После этого система зажимного устройства перемещается в сторону заготовки (влево) до упора правой стороны продольного паза прихвата 23в шпильку 12.В результате прихват 23зависает над заготовкой и при повороте рукоятки 24вправо вниз заготовка зажимается. Затем через кондукторные втулки 18и 19 осуществляется сверление отверстий.
После окончания обработки и отвода сверл рукоятка поднимается вверх, заготовка открепляется. Система зажимного устройства отводится вправо. Обработанная заготовка вынимается из приспособления, которое загружается новой заготовкой. Цикл повторяется.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Андреев Г.Н. Проектирование технологической оснастки машиностроительного производства: Учеб. пос. для машиностроит. спец. вузов / Г.Н. Андреев, Г.Ю. Новиков, А.Г. Схиртладзе; Под ред. Ю.М. Соломенцева. 3-е изд., испр. М.: Высшая школа, 2001. 415 с.
2. Горохов В.А. Проектирование и расчет приспособлений. Минск: Высш. шк., 1986. 238 с.
3. Корсаков В.С. Основы конструирования приспособлений. М.: Машиностроение, 1983. 277 с.
4. Кузнецов Ю.И. Оснастка для станков с ЧПУ: Справочник / Ю.И. Кузнецов, А.Р. Маслов, А.Н. Байков. М.: Машиностроение, 1990. 512 с.
5. Металлорежущие системы машиностроительных производств: Учеб. пособие для студентов технических вузов / О.В. Таратынов, Г.Г. Земсков, И.М. Баранчукова и др.; Под ред. Г.Г. Земскова, О.В. Таратынова. М.: Высш. Шк., 1988. 464 с.
6. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева. Л.: Машиностроение. Ленингр. отд-ние, 1987. 846 с.
7. Технология машиностроения: В 2 т. Т. 2. Производство машин: Учебник для вузов / В.М. Бурцев, А.С. Васильев, О.М. Деев и др.; Под ред. Г.Н. Мельникова. М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. 640 с.
ОГЛАВЛЕНИЕ
Введение.................................................................................3
1. Проектирование технологической оснастки..................4
1.1. Приспособления.........................................................4
|
|
Дата добавления: 2014-12-27; Просмотров: 2780; Нарушение авторских прав?; Мы поможем в написании вашей работы!