КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приклеивание набоек
|
|
|
|
Намазка клеем пяточной части, подошв и набоек. Сушка.
Сушка обуви.
Закрытие порезки и глажение кожаных подошв.
Удаление скобок или тексов.
Пристрачивание подошв.
3. Обрезка излишков затяжной кромки. Обрезают затяжную кромку, выступающую за край подошвы.
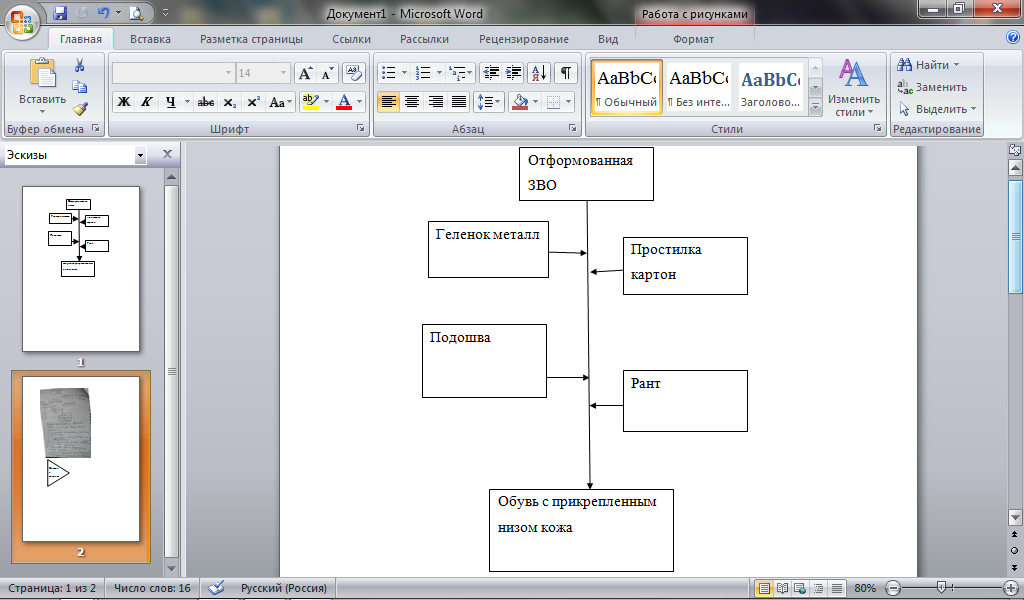
Доппельный метод крепления низа обуви.
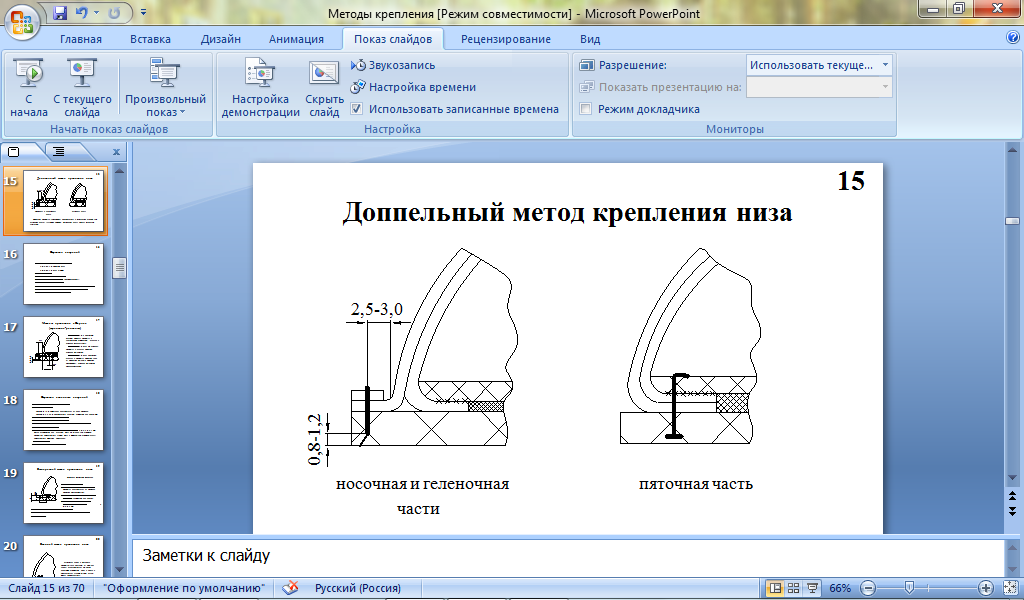 Кожаную подошву (подложку) прикрепляют к отогнутой наружу (до пяточной части) затяжной кромке. Пяточную часть крепят отдельно гвоздями. Для изготовления легкой летней обуви. Материалоемкая и трудоемкая. Подошву из кожи (только) прикрепляют к отогнутой затяжной кромке до пяточной части 2х ниточным швом. Рант настрачивают на лицевую сторону затяжной кромки в процессе крепления подошвы.
Кожаную подошву (подложку) прикрепляют к отогнутой наружу (до пяточной части) затяжной кромке. Пяточную часть крепят отдельно гвоздями. Для изготовления легкой летней обуви. Материалоемкая и трудоемкая. Подошву из кожи (только) прикрепляют к отогнутой затяжной кромке до пяточной части 2х ниточным швом. Рант настрачивают на лицевую сторону затяжной кромки в процессе крепления подошвы.
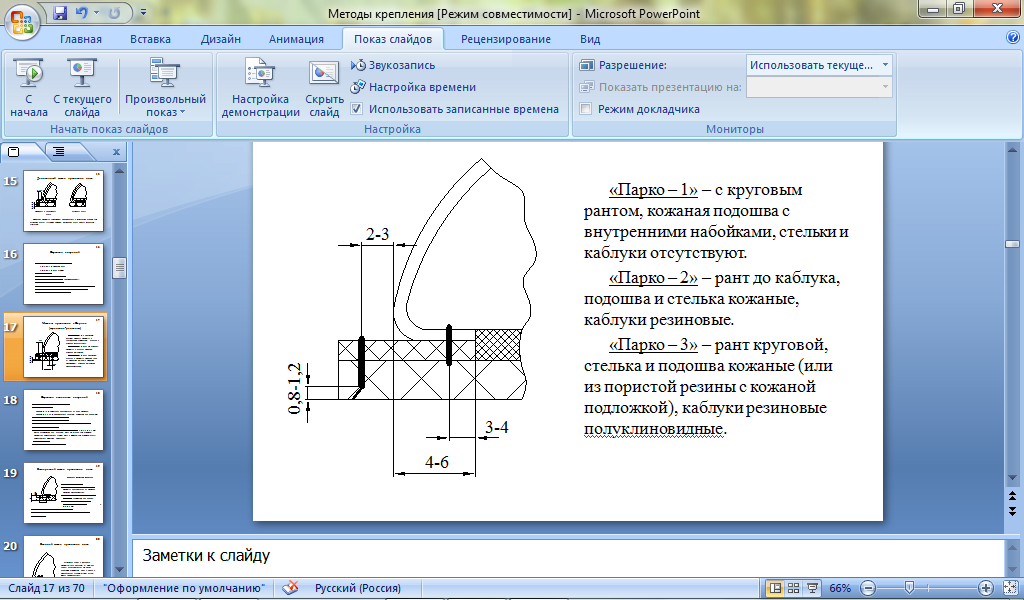
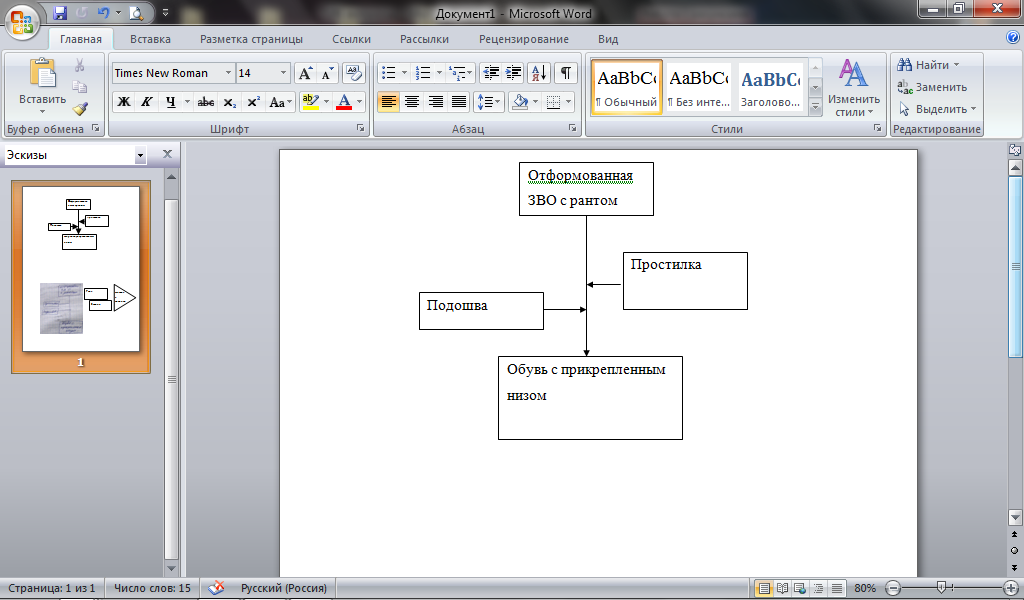
Строчечно-рантовые методы крепления низа обуви (методы «Парко»).
«Парко – 1» – с круговым рантом, кожаная подошва с внутренними набойками, стельки и каблуки отсутствуют. «Парко – 2» – рант до каблука, подошва и стелька кожаные, каблуки резиновые. «Парко – 3» – рант круговой, стелька и подошва кожаные (или из пористой резины с кожаной подложкой), каблуки резиновые полуклиновидные.
18) Разработка схемы и технологического процесса подготовки следа обуви к креплению и процесса крепления для обуви химических методов крепления (клеевой, литьевой, прессовый, горячей вулканизации и др.), технологические особенности, нормативы и оборудование
Операции крепления: 1)подготовка к склеиванию, 2) обработка склеиваемых поверхностей, 3) нанесение клея на субстраты, 4) сушка клеевого слоя, 5) активация клеевой пленки, 6)соединение склеиваемых поверхностей и прессование, 7) выдержка после прессования.
Операции подготовки: 1) Удаление скобок или тексов из стелек. 2) Срезание излишков затяжной кромки. 3) Формование следа затянутой обуви. Составление технического задания для технологического процесса:
|
|
|
1. Объекты и условия склеивания
2. Требования к соединениям и к технологическому процессу (влагостойкость, гибкость)
3. Ассортимент клеев и возможность их применения из имеющихся на производстве
Литьевой метод
Материалы для НО – ПУ, ПВХ, резины, ТЭП
Материалы для ВО – кожи без лицевого покрытия, текстиль, ИК, СК, НТ.
1вариант – 1) сборка ЗВО, 2) Формование ЗВО на затяжных колодках, 3) Взъерошивание, 4) нанесение клея на затяжную кромку, сушка, 5) переустановка верха с затяжной колодки на литьевую, 6) приливание низа.
2 вариант – 1) сборка ЗВО, 2) Формование ЗВО на универсальных колодках, 3) Взъерошивание, 4) нанесение клея на затяжную кромку, сушка, 5) установка универсальной колодки на литьевой агрегат, 6) приливание низа.
Технология строчечно-литьевого метода.
1) Сборка объемной ЗВО и втачивание шнурка, 2) Надевание объемной ЗВО на раздвижную литьевую колодку и ее формирование внутренним способом, 3) Взъерошивание, 4) Нанесение клея на края ЗВО и сушка, 5) Приливание низа
Технология литьевого метода шнуровой затяжки ЗВО.
1 вариант – 1) Сборка объемной ЗВО и втачивание шнурка, 2) Надевание ЗВО на литьевую колодку и шнуровая затяжка, 3) Взъерошивание, 4) Нанесение клея на края ЗВО и сушка, 5) Приливание низа.
2 вариант – 1) Сборка объемной ЗВО и втачивание шнурка, 2) Надевание ЗВО на универсальную колодку и шнуровая затяжка(вне литьевого агрегата), 3) Взъерошивание, 4) Нанесение клея на края ЗВО и сушка, 5) Установка универсальной колодки с ЗВО на литьевой агрегат.
19) Разработка схемы и технологического процесса подготовки следа обуви к креплению и процесса крепления для обуви комбинированных методов крепления (строчечно-клеевой, строчечно – сандально - клеевой и др.), технологические особенности, нормативы и оборудование
|
|
|
Рантово – клеевой. Особенности: рант всегда до пятки, подошва состоит из 2 слоев неоднородных материалов, соединенных между собой и со стелькой различными крепителями. 1 слой – подложка – из кожи для НО, 2 – резина.

Гвозде-клеевой. Подошва состоит из 2 слоев неоднородных материалов, соединенных между собой и со стелькой различными крепителями. 1 слой – подложка – из кожи для НО, 2 – резина. Пресс ППГ-5-О
Доппельно-клеевой метод крепления: Подошва состоит из 2 слоев неоднородных материалов, соединенных между собой и со стелькой различными крепителями. 1 слой – подложка – из кожи для НО, 2 – резина. Пресс ППГ-5-О.
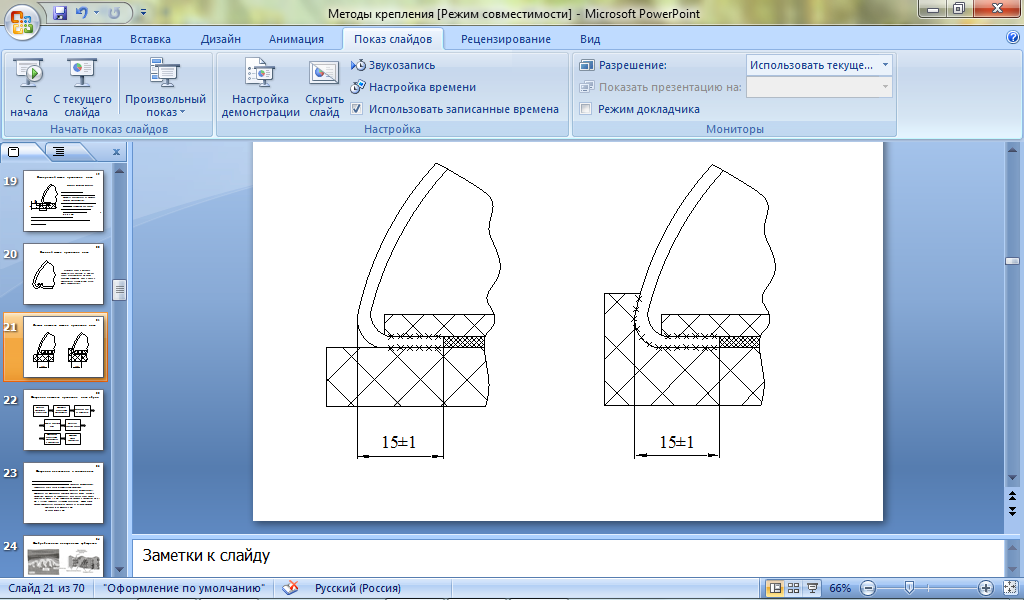
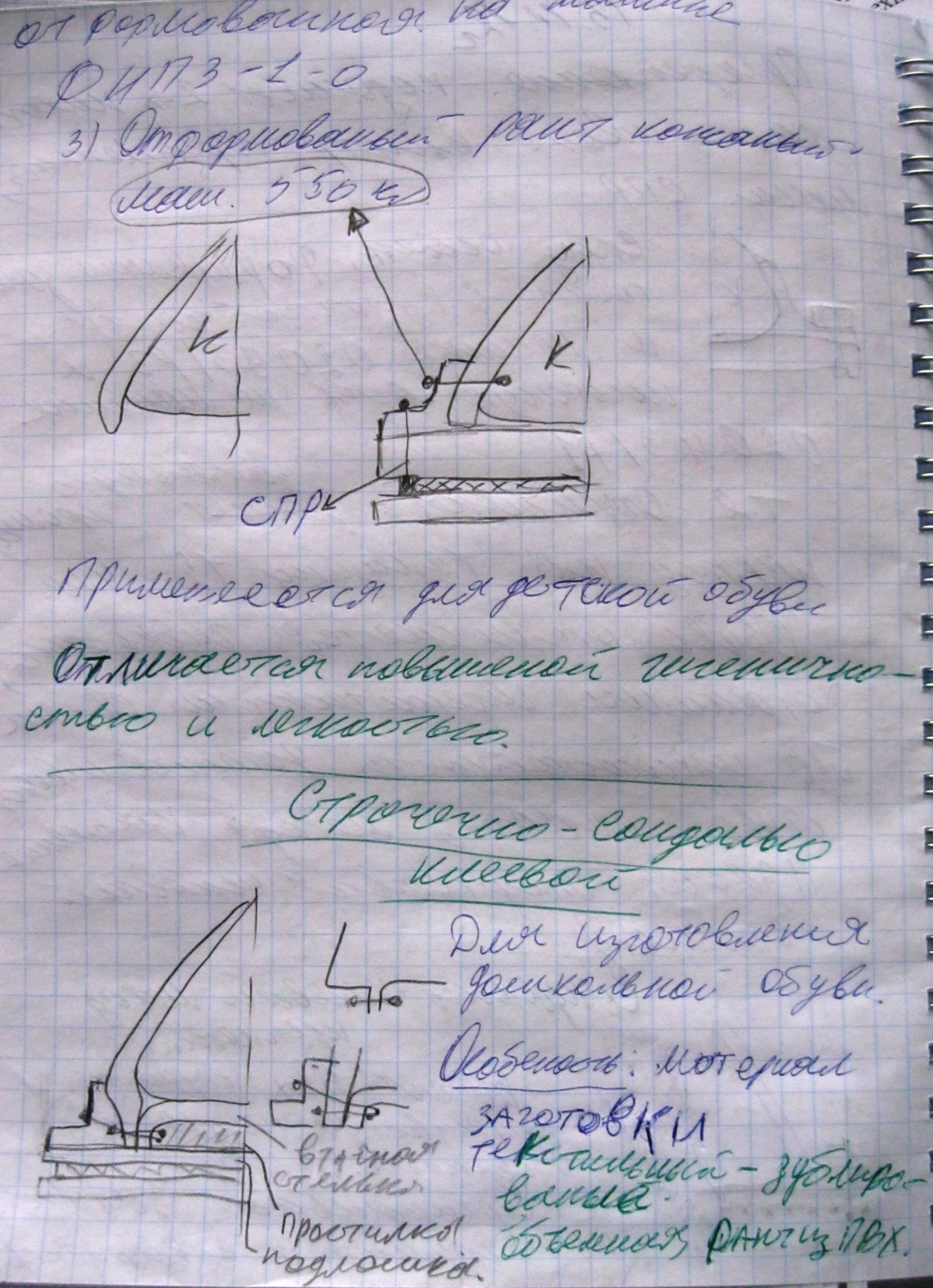
Сандально - клеевой метод. Подошва и подложка. Особенности: вертикальная затяжная кромка предварительно отформовывается на машине ФНПЗ-1-О. Пресс ППГ-5-О. Детская обувь.

Строчечно-сандально-клеевой. Для дошкольной обуви. Материал ЗВО – текстиль дублированный. Объемная ЗВО. Рант из ПВХ.
Клеепрошивной (клеебортовой)
Строчечно-клеевой
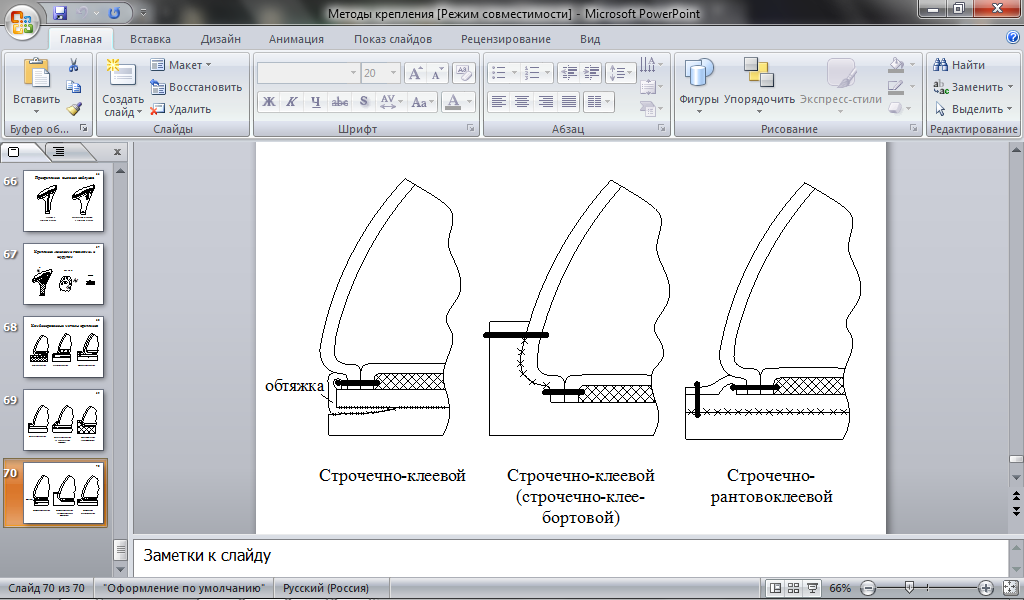
Строчечно-клее-бортовой
Строчечно-рантово-клеевой
20) Факторы, определяющие выбор способа отделки обуви, их характеристики.
Отделка обуви начинается с отделки НО.
1. Чистка ВО и подкладки механическим или химическим способом. Механическая – машина ХПП – 3 – О до снятия обуви с колодки. Обувь из кожи со шлифованным лицевым слоем щетками. Химическая – удаление загрязнений, которые не были удалены при механической обработке, и подготовка поверхности к нанесению отделочных покрытий.
2. Ретуширование – ручная заделка дефектов для устранения мелких повреждений (трещины, осыпание краски). Выполняется нитрокрасками. Идеально – использование краски, снятой с лицевого слоя. Для текстиля – порошки, пасты и мелки. Лаковые – использование отделочного воска (шеллачных аппретур). Поверхности шлифуются мелкозернистой шлифовальной шкуркой, наносится нитролак.
3. Утюжка ВО – поверхность утюга фторопластовая. Для голенищ – правила, имитирующие форму голени.
4. Аппретирование обуви – для восстановления блеска; используют аппретуры на основе шеллака, казеиновые, поливинилбутиральные, поливинилацетатные (для кож светлых тонов). Шеллак – от желтого до коричневого путем пульверизации (АК-2-О) или вручную. Тсушки – 8-12 мин. Для проверки посыпают песком.
|
|
|
Технология с использованием крема
1. Разглаживание обуви горячим воздухом. Аппарат 251, t = 200 – 250С, tна поверхности = 100С, время – 10 секунд
2. Чистка ЗВО. С помощью смывочных жидкостей поверхность очищается
3. Намазка кремом FLOREAL 32503 SIRIO с помощью губки ровным слоем.
4. Полирование обуви выполняется вращающимися щетками с нанесенным воском до получения равномерного блеска. Осуществляется в 2 этапа:
4.1. Полирование ВО абразивным воском Arbalux и 4.2. Полирование ВО отделочным воском CArnaub. Щетка из шерсти, 900 об/мин.
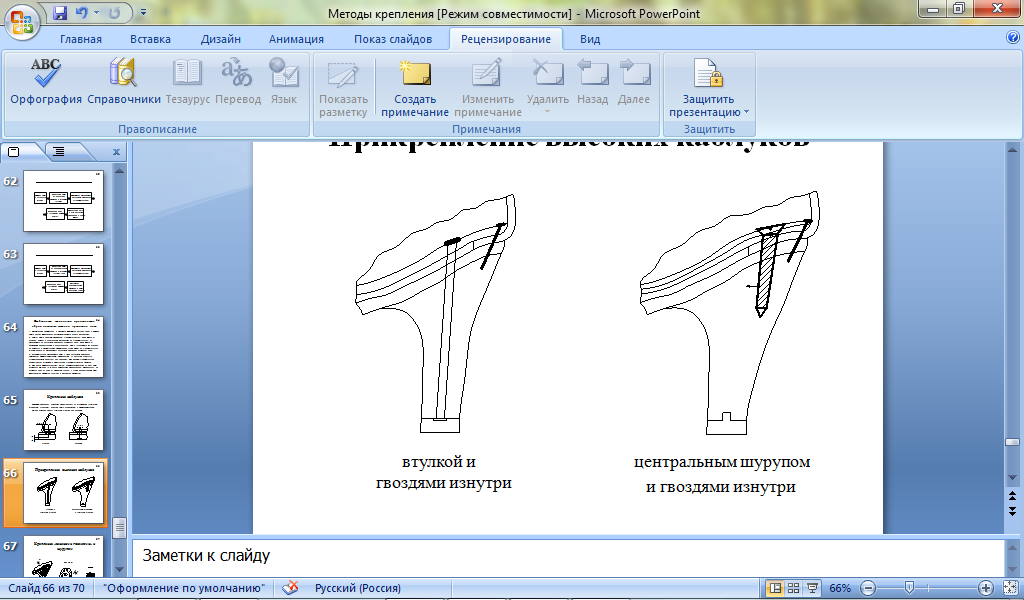
21) Особенности технологического процесса прикрепления низких, средних, высоких каблуков, последовательность операций, применяемое оборудование, технологические нормативы
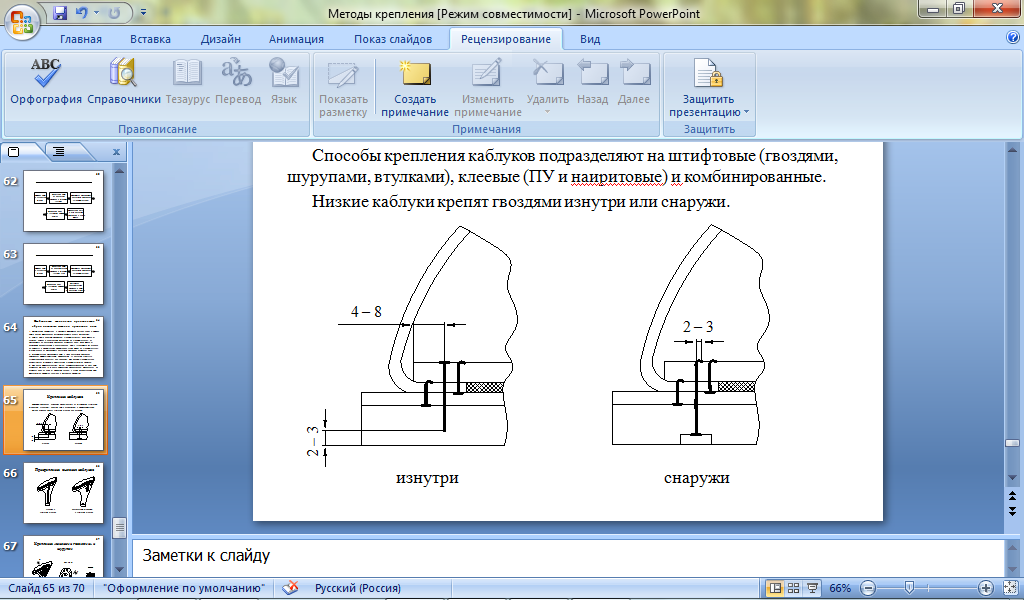
Способы крепления каблуков подразделяют на штифтовые (гвоздями, шурупами, втулками), клеевые (ПУ и наиритовые) и комбинированные.
Низкие каблуки крепят гвоздями изнутри или снаружи.
Крепление низких каблуков.
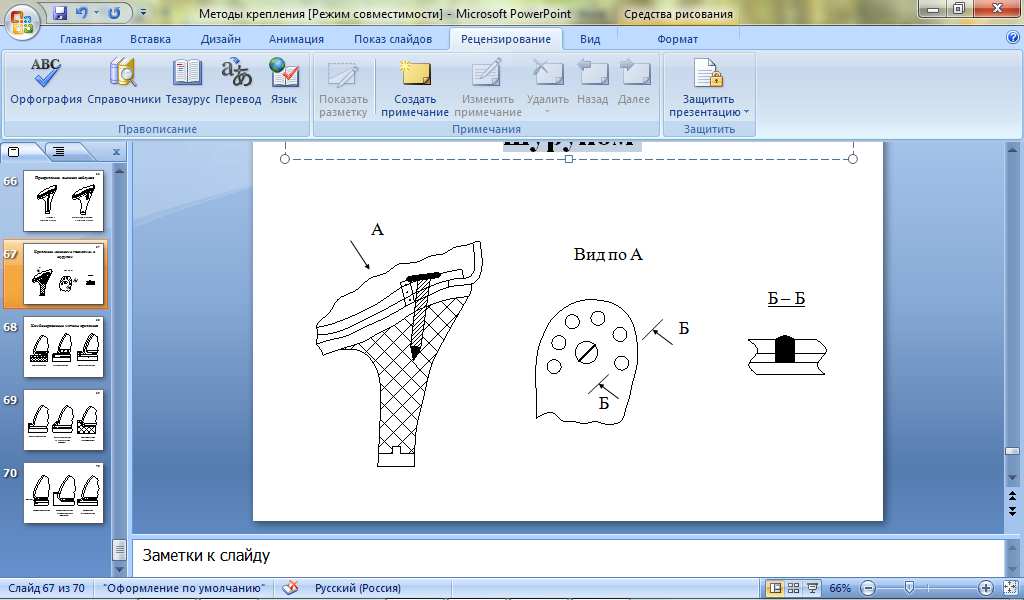
Крепление высоких каблуков.
Крепление «жидкими гвоздями» и шурупом
22) Факторы, влияющие на расход вспомогательных материалов, применяемых в производстве изделий из кожи
1. Нитки для крепления НО и ВО
2. Металлические изделия (ТР и ТМ, обувные гвозди, проволока)
3. Клеи обувные
4. Краски и аппретуры
23) Определение нормы расхода ниток, металлических изделий, химикатов и других, последовательность расчета.
1. Нитки для крепления НО и ВО
Количество ниток определяется в зависимости от толщины скрепляемых материалов, длины строчек, количества стежков, типа и диаметра нитки.
Рш.н. = А*l*[1+Кст(t-уп)]*Кn1* Кn2
А – коэффициент, учитывающий количество метров в бобине, l – длина строчки см, Кст – количество стежков на 1 см, t – толщина скрепляемых материалов, уп – уменьшение периметра строчки = диаметр нитки, Кn1 – коэффициент, учитывающий изменение номера ниток, Кn2 – коэффициент, учитывающий изменение номера иглы. При строчке зиг-заг расчет умножается на 4.
|
|
|
2. Металлические изделия
Рм.и. = 0,002*К*В*(100+а), К – число крепителей на 1 полупару обуви, В – масса 1000 металлических крепителей, а – норматив неизбежных потерь (до 7%). Число крепителей зависит от длины линии крепления и расстояния между центрами крепителей. Линия крепления должна располагаться на строго определенном расстоянии от края стельки. Периметр крепления зависит от периметра стельки и определяется 2-мя способами – графическим и расчетным – Пк = Пст(1-р*Сп/100), р – расстояние между линией крепления и краем стельки, Сп – снижение периметра стельки на каждый мм расстояния от края стельки %.
Расход проволоки Рпр = 0,002*Пк/Р1*l*В*(100+а), гдеР1 – расстояние между центрами скобок, l – длина скобки, В – масса 1 погонного метра проволоки.
Расход блочек (прикрепление геленка к стельке или полустельке) – Р = К(100+а), где К – число крепителей на 1 пару обуви.
3. Химикаты: клеи обувные, краски и аппретуры – Р = Н*П*100, где Н – средний расход химиката на 1 см2 площади обработки с учетом неизбежных потерь, П – площадь обработки (периметр обработки*ширину обработки или по типовой технологии)
4. Фурнитура – применяется поштучно. Определяется по количеству на 100 пар обуви+1,5% неизбежных потерь. Тесьма и шпагат – необходимая длина на 1 пару обуви+1,5% возможных потерь на100 пар
24) Понятие оптимального технологического процесса. Этапы оптимизации и их основное содержание.
Выполняется в 3 этапа:
1) Выбор рациональной конструкции обуви, проверенной на технологичность- стадия проектирования. Показатели для оценки:
- трудоемкость сборки ЗВО,
- материалоемкость комплекта деталей,
- технологическая себестоимость,
- коэффициент обеспеченности технологического процесса оборудованием, Кто = nи / nн.о., где nи – количество единиц оборудования, имеющееся на предприятии для изготовления данной модели, nн.о - количество единиц оборудования, необходимое для изготовления данной модели.
- коэффициент преемственности данной модели, Кпр = nд / n, где nд – количество деталей, перешедших с действующей модели в разрабатываемую, n – общее количество деталей в разрабатываемой детали
- коэффициент унификации модели, Ку = nу / nн, где nу – количество унифицированных деталей, nн – количество наименований
- коэффициент стандартизации, Кс = nс / nн, где nс – количество деталей, на которые имеются технические условия, стандарты, nн – количество наименований
- коэффициент сборности ЗВО, Ксб = ½ (Ксб.д. + Ксб.о.), Ксб.д. = nу / n, где nу – количество деталей, вошедших в узлы, n – общее количество деталей; Ксб.о. = (nо.- nп.о.)/ nо, где nо – общее количество операций технологического процесса сборки ЗВО, nп.о – количество повторяющихся операций
2) Разработка технологического процесса после утверждения нового образца к запуску. Цель – выбор варианта технологического процесса с минимальными затратами с учетом имеющегося на предприятии оборудования.
3) Нахождение оптимальных приемов выполнения каждой операции (обучение рабочих на новые операции).
|
|
|
|
|
Дата добавления: 2015-04-23; Просмотров: 1589; Нарушение авторских прав?; Мы поможем в написании вашей работы!