КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розділ 8. Тиск на валки та момент прокатки
|
|
|
|
Середня контактна напруга при прокатці:
p=  (8. 1)
(8. 1)
де К = 
Пояснення до коефіцієнтів та величин  и
и  наведені у розділі 4.
наведені у розділі 4.
Коефіцієнт, що враховує вплив тертя на поверхню контакту металу з валками при прокатці (коефіцієнт подпору): за наявністю зон ковзання та присипання:
 (8.2)
(8.2)
за наявністю зон ковзання
 , (8.З)
, (8.З)
де
 (8.4)
(8.4)
 (8.5)
(8.5)
Номограма для розрахунку коефіцієнта підпору за формулами (8.3)—(8.5) наведена на монограмі 5.
Коефіцієнт підпору за наявністю
 (8.6)
(8.6)
Довжина зони присипання:
 (8.7)
(8.7)
Умова відсутності зони прилипання
 (8.8)
(8.8)
При  існують ділянки тільки ковзання; при
існують ділянки тільки ковзання; при  існують ділянки ковзання та прилипання; при
існують ділянки ковзання та прилипання; при  існують ділянки тільки прилипання.
існують ділянки тільки прилипання.
Номограма 6 призначена для розрахунку критерію А
Коефіцієнт, що враховує вплив ширини смуги:
 (8.9)
(8.9)
Момент прокатки по гладкій бочці:
 (8.10)
(8.10)
Де  - момент прокатки, тобто момент, який необхідний задля подолання опору, що виникає в процесі деформування металу;
- момент прокатки, тобто момент, який необхідний задля подолання опору, що виникає в процесі деформування металу;
Мтр - момент, який необхідний для подолання опору тертя, що виникає у підшипниках прокатного стану під час деформування смуги валками;
Мхх — момент, необхідний для подолання опору тертя під час холостого ходу стану;
|
|
|
Мдин — динамічний момент, тобто момент, необхідний для подолання сил інерції, якщо обертання валків здійснюється неравномірно.
Мпр =  , (8. 11)
, (8. 11)
де Р — суммарний тиск на валки;
 —коефіцієнт плеча рівнодіючого для вуглецевих сталей:
—коефіцієнт плеча рівнодіючого для вуглецевих сталей:
 (8.12)
(8.12)
Де t - температура прокатки.
Момент, який необхідний для подолання опору тертя у підшипниках валків стана:
 (8.13),
(8.13),
де q – кількість валків;
P – тиск ;
d – діаметр шийок прокатних валків;
f – коефіцієнт тертя у підшипниках.
Момент, необхідний для подолання опору тертя у підшипниках валків стану:
 (8.14)
(8.14)
где  - коефіцієнт корисної дії передачі від двигуна до валків;
- коефіцієнт корисної дії передачі від двигуна до валків;
Загальний тиск, що затрачується на подолання сил тертя, проведеного до валу двигуна:
 (8.15)
(8.15)
або
 (8.16)
(8.16)
Сумарний момент холостого ходу, проведеного до валу двигуна:
 , (8.17)
, (8.17)
де Gп — маса данної деталі;
fn —коефіцієнт тертя у підшипниках;
dп — діаметр цапф;
in — передаточне число між двигуном і даною деталлю.
 (8.18)
(8.18)
де I –момент інерції частин стану, що обертаються;
ω – кутова швидкість;
t – час ;
G – маса частин стану, які обертаються;
D – наведений діаметр інерції частин стану, які обертаються;
|
|
|
п – кількість обертів двигуна у хвилину.
Потужність двигуна
 (8.19)
(8.19)
Висота і ширина відповідних смуг
 (8.20)
(8.20)
де ω – площа поперечного перетину фасонної смуги;
а – співвідношення її вісій.
Співвідношення між площами і відношення вісей відповідних смуг
 (8.21)
(8.21)
Завдання 29.Визначититискметалу на валки при холодній прокатці стрічки з мало вуглецевої сталі. Межа плинності сталі до та після прокатки σs= 460 Мн/м2 (46 кГ/мм2), σS1, = 610 Мн/м2 (61 кГ/мм2). Ширина стрічки до та після прокатки: h0 = 3 мм; h1 = 2 мм. Ширина стрічки b0≈b1 = 100 мм. Коефіцієнт тертя при прокатці μ= 0,25. Діаметр валків D= 200 мм. Швидкість прокатки c= 3 м/сек.
Рішення. Середня висота  Відношення
Відношення  . Отже, згідно рівнянню (8. 9)
. Отже, згідно рівнянню (8. 9) 
Довжина очагу деформації приблизно дорівнює: 
Відношення  Таким чином отримуємо пэ = 1. Відносне обтиснення при прокатці
Таким чином отримуємо пэ = 1. Відносне обтиснення при прокатці  .
.
Швидкість деформування при прокатці:
 .
.
Швидкісний коефіцієнт (див. номограму 2) nv = 1,07. Коефіцієнт, що враховує вплив наклепу:
 .
.
Дійсний опір металу при прокатці в умовах плоскої деформації:
К =  .
.
З’ясуємо, чи існує на контактних поверхнях зона прилипання . Перед цим уточнимо довжину очагу деформації, розрахувавши її за формулою:

Пружне сплющення валків збільшило довжину очага деформації на 0,73 мм.
Кут захвату  .
.
Параметр  .
.
З номограми 5 отримуємо В = 0,14.
Таким чином μ= 0,25 > 0,14 і, отже маємо зону присипання на поверхню контакту .
Далі варто було б визначити висоту смуги на межах між зоною прилипання, відставання та випередження , розрахувати середню контактну напругу в зонах випередження, відставання та прилипання, розрахувати довжину зон випередження, відставання та прилипання та, нарешті, визначити коефіцієнт па для всього очага деформації за формулою:
 .
.
Такий розрахунок легко виконуємо, але він є громіздким.
Оцінка погрішності точних та приближених рішень показує, що при одночасній наявності зон прилипання й ковзання коефіцієнт пs можливо визначити за формулою:
|
|
|

Середнє контактне напруження:  = 10,2 Гн/м2 (102 кГ/мм2).
= 10,2 Гн/м2 (102 кГ/мм2).
Повний тиск на валки:  = 11,4 Мн (~114 т).
= 11,4 Мн (~114 т).
Завдання 30.Визначити тиск металу на валки при гарячій прокатці крупної заготівки. Висота до і після прокатки h0= 320 мм, h1= 270 мм. Ширина до і посля прокатки l0= 320 мм, b1= 325 мм. Діаметр валків D = 670 мм, швидкість прокатки с= 3 м/сек, температура прокатки 1100° С, коефіцієнт тертя при прокатці μ= 0,3, вміст вуглецю в сталі 0,3%.
Використовуючи рис.4.1 , отримаємо  40 Мн/м2 (~4 кГ/мм2).
40 Мн/м2 (~4 кГ/мм2).
Пружне сплющення валків в данному випадку можно не враховувати, через те, що дійсне значення опору деформації нагрітого металу не є великим і, більш того, довжина контактної поверхні буде зменшуватись за рахунок утяження кінця смуги
Довжина контактної поверхні без врахування утяження заднього кінця:
 .
.
Середня висота очага деформації:
 .
.
Відношення  .
.
Зменшення довжини контактної поверхні за рахунок заднього кінця при  дорівнює, за даними А. П. Чекмарева,
дорівнює, за даними А. П. Чекмарева,  . Звідси довжина контактної поверхні з урахуванням утяжки
. Звідси довжина контактної поверхні з урахуванням утяжки  .
.
Співвідношення середньої довжини до висоти з урахуванням утяжки  .
.
Кут захвату  .
.
Параметр  .
.
Звідси за номограмою 6 коэффіціент, що враховує зовнішніх зон : п3 = 1,65.
Середня ширина очага деформації 
Відношення  .
.
Отже, у відповідність до формули (8.9) коефіцієнт, що враховує величину середнього головного напруження,
 .
.
Відносне обтиснення при прокатці 
Середня швидкість деформації при прокатці:

У відповідність до того, що при и = 4,15 сек-1 и t = 1100° С швидкісний коефіцієнт nv = 2,5.
При гарячій прокатці коефіцієнт наклепу nн = 1.
Таким чином, дійсний опір деформації при даних умовах прокатки::
К = =  =100 Мн/м2 (~10 кГ/мм2).
=100 Мн/м2 (~10 кГ/мм2).
За номограмою 7 при δ=1,36 и ε= 0,157 отримуємо А=0,49>0,3. Отже, на поверхні контакту є ділянка прилипання. Скористаємось формулою:
 .
.
Середнє контактне напруження p=  =
=  =180 Мн/м2 (~18 кГ/мм2).
=180 Мн/м2 (~18 кГ/мм2).
Повний тиск на валки:  = 660 000 н (~66 т).
= 660 000 н (~66 т).
Завдання 31.Визначити тиск металу на валки при прокатці круглої смуги у овальному калібрі. Діаметр круглої смуги, що надходить до калібру d0 = 40 мм. Розміри смуги, яка виходить з калибру: h1 =22,5 мм, b1 = 45 мм. Площа поперечного перетину смуги до і після прокатки: ω0 = 1255 мм2, ω1 = 800 мм2. Початковий діаметр валків D = 300 мм.
|
|
|
Коефіцієнт тертя при прокатці μ= 0,3. Окружна швидкість валків 5 м/сек. Прокатці піддається сталь зі змістом 0,3% С при 1100 °С (nH = 1)
Рішення. За формулами (8. 20) перерахуємо розміри смуги до і після прокатки на відповідні розміри:
Пружне сплющення валків, як і скорочення довжини очагу за рахунок утяження, враховувати не будемо: опір деформації нагрітого металу не є великим, і за специфічною формою контактної поверхні зміна площі контактної поверхні унаслідок утяження буде невеликим. Таким чином, довжина контактної поверхні відповідної смуги дорівнює:

Середня висота очага деформації: 
Відношення  , тому n3=1.
, тому n3=1.
Калібр маю увігнутий периметр, його поверхня може обмежувати уширення, тому приймемо nβ = 1,155. Відносне обтиснення:
 .
.
Середня швидкість деформації 
У співвідношенні с номограмою 2 при и = 47,3 сек-1 отримаємо nv= 4,3. При t= 1100° С, як і в попередньому прикладі , σS= 40 Мн/м2 (4 кГ/мм2).
Дійсний опір деформації К = =  =172 Мн/м2 (17,2 кГ/мм2).
=172 Мн/м2 (17,2 кГ/мм2).
Кут захвату  .
.
Параметр  .
.
За номограммою 7 при δ=1,8 и εс=0,435 отримуємо В=0,32>0,3. Отже , на поверхні контакту є зона прилипання. Тоді за формулою (8.6)

Середнє контактне напруження p= =  = 179 Мн/м2 (~17,9 кГ/мм2).
= 179 Мн/м2 (~17,9 кГ/мм2).
Повний тиск на валки
р =  = 274 000 н (~27,4 т).
= 274 000 н (~27,4 т).
Завдання 32. Визначити тиск металу на валки при прокатці злитку масою 10 т зі сталі з вмістом С = 0,3% на блюмингу з діаметром валків 1150 мм. Дано: h0 = 680 мм; h1= 600 мм.
«Змушене» уширенння зосереджується вблизині контактних поверхонь, а усередені по высоті проісходе утяжка, таким чином, можно прийняти, що h1=b0= 750 мм, t=1100° С;μ= 0,3; с = 5 м/сек.
Рішення. При температурі 1100° С межа міцності сталі, що прокочюється, дорівнює (см. рис. 4.1) = 40 Мн/м2 (~4 кГ/мм2). Розрахунок проводимо «в замку». Отже утяження заднього концу не враховуємо.
Довхина контактної поверхні  = 214 мм.
= 214 мм.
Середня висота очагу деформації  = 640 мм.
= 640 мм.
Відношення  .
.
Кут захвату 
Параметр  .
.
Згідно номограми 6 при δ= 1,6 і l/h = 0,335 коефіцієнт вплину зовнішніх зон n3= 1,65.
Відношення 
Тому коефіцієнт nβ визначемо за першою з системи формул (8.9):

Відносне обтиснення при прокатці 
За номограмою 7 отримаємо В=0,49 > 0,3. Отже, на поверхні контакту маємо ділянку прилипання. Користуючись формулою (8.6), визначимо коефіцієнт підпіру:

Швидкість деформації:

За номограмою 2 nV=2,5. При горячій прокатці nн=1. Дійсний опір деформації К = =  =100 Мн/м2 (10 кГ/мм2).
=100 Мн/м2 (10 кГ/мм2).
Середнє контактне напруження p= =  = 180 Мн/м2 (18 кГ/мм2)
= 180 Мн/м2 (18 кГ/мм2)
Повний тиск на валки р =  = 30,5 МН (3050 т).
= 30,5 МН (3050 т).
Завдання 33.Визначити потужність електродвигунів при прокатці злитку масою 10 т на блюмінгу 1150. Використовувати дані завдання 32.
Рішення. Коефіцієнт точки прикладання рівнодіючого тиску металу на валки при прокатці ψ= 0,16 +0,000267t= 0,16 +  = 0,45.
= 0,45.
Момент прокатки Мпр =  = 5,74 МДж (574 т·м)
= 5,74 МДж (574 т·м)
Момент тертя в текстолитних підшипниках при коефіцієнті тертя f= 0,01 і діаметре шійок прокатних валків d= 700 мм.
Мтр1 =  = 0,214 МДж (21 т).
= 0,214 МДж (21 т).
Передаточним механізмом стану є універсальні шпинделі з к.к.д. η= 0,99.
Момент на валу электродвигунів від статичного навантаження (без урахування динамічного моменту)
 =6 Мдж(590 т·м).
=6 Мдж(590 т·м).
Потужність двигуна Nдв при кутовій швидкості:
 дорівнює
дорівнює  = 52 200 кВт.
= 52 200 кВт.
Завдання 34.Перевірити потужність електродвигунів приводу валків слябінгу 1250 на перевантаження при прокатці злитку масою 25 т.
Максимальний тиск металлу на валки зафіксовано в 13-му проході: Р = 29 Мн (2900 т). Разміри смуги: h0= 480 мм, h1= 420 мм, b= 1530 мм. Коєфіцієнт плеча равнодіючої ψ= 0,48.
Для індивидуального приводу валків застосовані электродвигуни постійного струму потужністю 6600 квт кожний, п = 0—40 — 80 об/хв (ω≈0—4—8 сек-1).
Рішення. Сумарний номінальний момент двух электродвигунів при nH= 40 об/хв и ωн = 4 сек-1:
 =3,3 МДж (330 т·м)
=3,3 МДж (330 т·м)
Довжина очагу деформації при прокатці l=  =
=  =194 мм.
=194 мм.
Момент прокатки Мпр =  =5,5 Мдж (550 т·м). Момент тертя в підшипниках валків при d=750мм і коефіцієнті тертя текстолітовых підшипників f= 0,01 МТР1 =
=5,5 Мдж (550 т·м). Момент тертя в підшипниках валків при d=750мм і коефіцієнті тертя текстолітовых підшипників f= 0,01 МТР1 =  = 0,22 МДж. Статичний момент на валу двигунів при к. к. д. універсальних шпинделей η= 0,99
= 0,22 МДж. Статичний момент на валу двигунів при к. к. д. універсальних шпинделей η= 0,99
 =5,85 МДж (585 т·м).
=5,85 МДж (585 т·м).
Момент холостого ходу приймаємо рівним ~2% від номінального моменту двигунів, тобто Мхх = 0,07 МДж (7 т·м).
Динамічний момент при прискоренні (разгоні) стану до моменту захоплення металлу валками визначимо за наступними даними: маховий момент інерції маси (т·м 2) двух якорей электродвигунів 2x160=320; двух валків 2х30=60; двух універсальних шпинделей 2x50=100. Сумарний маховий момент інерції мас лінії приводу валків, що обертаються, GD2=0,48 Мдж (480 т·м 2). Кутове прискорення при розгоні стану ω= dω/dt = =5 сек-2.
Тоді
 т·м)
т·м)
Визначемо динамічний момент при прискоренні стану після захвату металу валками. Учтемо момент інерції злитку, вважаючи, що маса злитку прикладена на окружності валка GD2=  2=0,04 МДж (4 т·м). Тоді сумарний момент інерції обертаючих мас при роботі стану з прискоренням (зі злитком у валках):
2=0,04 МДж (4 т·м). Тоді сумарний момент інерції обертаючих мас при роботі стану з прискоренням (зі злитком у валках):
GD2=0,49+0,04=0,53 МДж (530  2);
2);  МДж(66 т·м)
МДж(66 т·м)

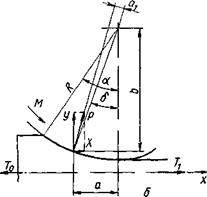
Рис. 8.1. Схеми до завдання о визначенні моментів прокатки
Розглянемо моменти в різних стадіях робіт стану: момент двигунів при разгоні стану вхолосту (без злитку) М1=Мх.х+МДИН1=0,07+0,61=0,68 МДж (68 т·м); момент двигунів при роботе стану з прискоренням після захвату металлу валками (прискорення зі злитком) М2=Мст+МДИН2=5,85+0,66= 6,51 Мдж (651 т·м); момент двигунів при прокатці металу з сталою швидкістю, коли Мдин = 0, М3=Мст=5,85 МДж (585 т·м); момент двигунів уповільненні (гальмуванні) стану з металом у валках М4 =МСТ-Мдин2 = 5,85-0,66= 5,19 МДж (519 т·м); момент двигунів при гальмуванні стану після викиду метала із валків (перед реверсуванням) М5=Мхх-Мдин=0,07-0,61=-0,54 МДж (-54 т·м).
Перевіряємо двигуни на перевантаження за максимальним моментом Мmax=М2= 6,51 МДж (651 т·м). Коєфіцієнт перевантаження двигунів за моментом буде k=  = 1.97, що нижче припустимого k= 2,5.
= 1.97, що нижче припустимого k= 2,5.
|
|
|
|
|
Дата добавления: 2023-10-24; Просмотров: 61; Нарушение авторских прав?; Мы поможем в написании вашей работы!