КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Литье по выплавляемым моделям. В данном методе модели изготавливаются из парафина, стеарина и тому подобных легкоплавких материалов в специальных пресс формах
|
|
|
|
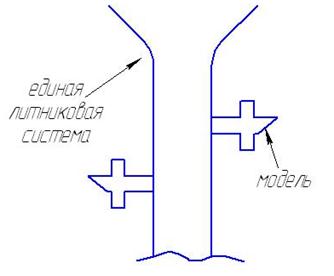
В данном методе модели изготавливаются из парафина, стеарина и тому подобных легкоплавких материалов в специальных пресс формах. Модельный состав в пастообразным состоянием подается в пресс форму, а после затвердевания выталкивается в холодную воду. Затем отдельные модели собирают в модельный блок с единой литниковой системой.
Модельный блок помещают в ванну с керамической суспензией. Суспензия состоит из огнеупорных материалов и связывающих материалов. В качестве огнеупорных материалов используется пылевидный кварц, электрокорунд. Связывающий материал – раствор этилсиликата. Модельный блок вынимают из ванны, посыпают кварцевым песком и сушат в среде аммиака от 20 минут до двух с половиной часов. Эту операцию повторяют несколько раз, получая несколько слоев. Количество слоев может доходить до 6. Модели из формы удаляют путем их выплавления. Для этого модельный комплект помещают в ванну с горячей водой. Затем оболочковую форму сушат при температуре 200°С в специальных шкафах и после сушки их помещают в опоки, где засыпают кварцевым песком с целью придания более высокой прочности. Далее опоки помещают в печь, где их прокаливают при температуре 900° С. В ходе прокаливания, выгорают остатки модельной смеси, а кварцевый песок и оболочковая форма спекаются. В результате форма готова к заливке жидкого металла. Расплав заливают в форму, не охлаждая ее. Это повышает жидкотекучесть. После затвердевания отливки форма разрушается, отливки отрубаются от единого литника и подвергаются очистке щелочью NaOH. Затем отливки промывают, сушат и если необходимо термообрабатывают.
Керамическая суспензия позволяет очень точно воспроизводить контуры отливки, при этом поверхность отливки получается с малой шероховатостью. Высокая точность формы получаемых отливок позволяет получать отливки с незначительными припусками на механическую обработку или вообще исключить её. Это особенно важно для изготовления деталей из труднообрабатываемых сплавов (для производства турбинных лопаток). Недостатки - трудно получать массивные отливки.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 440; Нарушение авторских прав?; Мы поможем в написании вашей работы!