КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ковка заготовок
|
|
|
|
Характеристика процесса.
Ковка - процесс деформирования нагретой заготовки между верхним и нижним бойками молота или пресса с помощью универсального инструмента. Ковкаа может быть машинной на молотах и прессах и ручной. Ручная ковка применяется в основном в ремонтном деле для мелких работ. Кованые заготовки для последующей обработки называются поковками. Ковкой получают поковки массой от 0,1 кг до 300 т. Крупные поковки (массой выше 1,5 т) получают из слитков только ковкой, меньшие поковки можно получать также штамповкой. Но штамповка из-за сложности инструмента применяется только в массовом и крупносериином производствах для получения мелких и средних поковок (до 150 кг) повышенной точности на ковочных молотах и прессах в серийном производстве (при партиях 50... 250 шт.) часто используют подкладные штампы мелкие и средние поковки куют из сортового проката или блюмов. Самую сложную поковку можно получить, выполняя в определенной последовательности основные операции ковки: протяжку, осадку, прошивку, гибку, закручивание, рубку.
Протяжку (вытяжку) применяют для увеличения длины за го товки и уменьшения ее поперечного' сечения (рис. 16,a). Протяжку можно выполнять плоскими и фигурными бойками. Ковка в фигурных байках (рис. 16,б) позволяет избежать ковочных трещин при ковке низкопластичных сталей и сплавов и получить более точные поковки. Степень деформации характеризуется отношением поперечного сечения исходной заготовки к конечному поперечному сечению, называемому уковкой. Чем больше уковка, тем лучше структура металла и выше его механические своиства.
Разновидности протяжки: разгонка (расширение части заготовки); протяжка полого цилиндра на оправке, применяемая при ковке барабанов, труб, цилиндров; раскатка (раздача) колец на цилиндрической оправке для увеличения диаметра (рис. 16,в).
Осадка - увеличение поперечного сечения исходной заготовки за счет уменьшения ее высоты. Для правильной осадки высота исходной цилиндрической заготовки не должна превышать трех диаметров, торцы ее должны быть ровными и параллельными. естное утолщение заготовки называется высадкой (рис. 16, г).
Прошивка - получение в заготовке сквозного отверстия или углубления. Для выполнения этой операции применяют сплошные и пустотелые (для диаметров 400... 900 мм) прошивни 1 (рис. 16,a). Прошивку сквозных отверстий в тонких поковках 2 производят с подкладными кольцами 3. В более высоких поковках сначала прошивают отверстие с одной стороны (примерно на 3/4 глубины), а затем этим же прошивнем заканчивают прошивку с другой стороны.
Гибка - применяется для изготовления крюков, коленвалов, скоб и т. п. При выборе исходной заготовки надо учитывать искажение формы и уменьшение площади поперечного сечения (утяжку) в зоне изгиба. При гибке могут использоваться подкладки и специальные приспособления (рис. 16,e).
Закручивание - поворот одной части заготовки относительно другой на заданныи угол применяется при изготовлении коленвалов, сверл и т. п. При закручивании используют ключи, воротки, лебедки (рис. IV.16,ж).
Рубка -применяется для разделения заготовки на части, отделения излишка металла и с целью образования в поковке уступов, заплечиков (надрубка). Инструментом для рубки служат прямые и фигурные топоры и зубила 4 (рис. 16,з).
Рис 9.1 Поверхности деталей
Кованые заготовки применяют для деталей сложной формы, получение которых из проката невыгодно, а также тогда, когда поперечные размеры деталей превышают пределы поперечных размеров проката, например валы диаметром более 220 мм. Ковку целесообразно применять и в тех случаях, когда по техническим условиям деталь должна иметь повышенные механические свойства. Материалом для получения поковок обычно служит прокат.
Наиболее распространенные методы ковки заготовок:
· Ковка на молотах и прессах. Точность выполнения определяется документами. Шероховатость поверхности (Rz) до 320 мкм. Применяется в единичном и мелкосерийном производствах для заготовок простой конфигурации.
· Ковка на молотах в подкладных штампах и кольцах. Rz до 320 мкм. Точность выполнения определяется документами. Применяется в мелкосерийном производстве для заготовок с конфигурацией средней сложности и массой 0,01 т и более.
· Ковка на радиально-ковочных машинах (горячая и холодная). Rz до 6,3 мкм. Точность выполнения до 0,04 мм. Применяется в серийном производстве для заготовок в виде ступенчатых тел вращения диаметром до 90 мм.
Выбор и последовательность операций ковки зависит от формы поковки и технических требований на нее. Для сплошных деталей круглого и прямоугольного сечения (осей, валов, колонн, брусков, пластин и т. п.) общими, операциями ковки являются: протяжка, комбинация протяжки с осадкой, прошивкой, рубкой, надрубкой уступов. Для одноколенных и многоколенных валов, крюков, кроме этих операций, необходимы закручивание и гибка. Для полых деталей малой высоты (бандажи, диски, кольца) применяют осадку, комбинацию осадки с протяжкой, прошивкой, рубкой, раскаткой на оправке; для протяженных полых деталей (цилиндры, барабаны, валы) - протяжку, комбинацию протяжки с осадкой, прошивкой, раскаткой на оправке.
На рис.17 показана схема технологического процесса ковки рычага с вилкой (рис.1,б),включающая операции протяжки (рис.17, г,д,е,з), недрубки (рис. 17,в,г,ж) и гибки (рис. 17,ж).
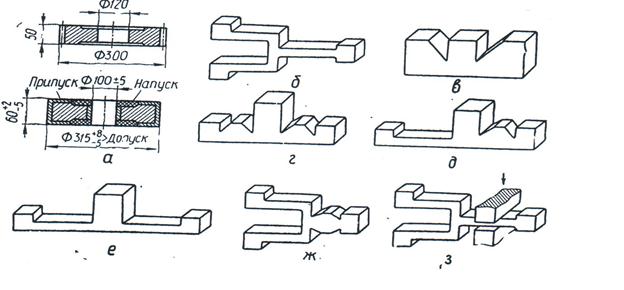
Рис.9.2 Чертеж поковки шестерни и схема технологического процесса ковки рычага с вилкой.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 2529; Нарушение авторских прав?; Мы поможем в написании вашей работы!