КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Отделочные операции горячей объемной штамповки
|
|
|
|
Обрезка заусенца и пробивка перемычек.
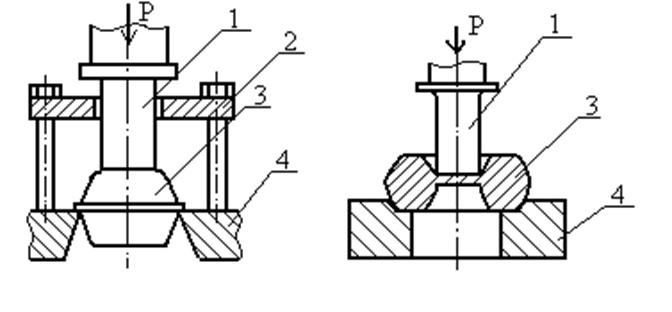 Выполняют с помощью штампов на кривошипных прессах в холодном и горячем состоянии. Для мелких поковок из низкоуглеродистой и низколегированной стали – в холодном состоянии. В остальных случаях в горячем состоянии.
Выполняют с помощью штампов на кривошипных прессах в холодном и горячем состоянии. Для мелких поковок из низкоуглеродистой и низколегированной стали – в холодном состоянии. В остальных случаях в горячем состоянии.
1 – пуансон
2 – съемник
3 – поковка
4 – матрица
Правка поковок.
Выполняют для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа, после обрезки заусенца, после термической обработки.
Поковки из высокоуглеродистых и высоколегированных сталей правит в горячем состоянии. Мелкие поковки можно править в холодном состоянии после термообработки.
Калибровка поковок.
Усилие чеканного пресса для плоскостной калибровки контактной плоскости круглой в плане:
P = σs (1+ 1/3 μ d/h) (πd2)/4
Для контактной плоскости в виде прямоугольника:
P = σs (1 + (3b-a)/(6b) ·μ ·a/h)·ab
где σs - напряжение течения
d – диаметр контактной калибровки
h – высота поковки в зоне калибровки
b – большая сторона прямоугольника
а – меньшая сторона прямоугольника
μ – коэффициент контактного трения
Давление объемной калибровки примерно в 1,5 – 2 раза больше, чем плоскостной.
Очистка поковок от окалины.
Осуществляют в галтовочных барабанах, дробью, пескоструем, травлением в водных растворах кислот, нагретых до 40 – 60 0С.
Зазоры между пуансоном и матрицей обрезного штампа.
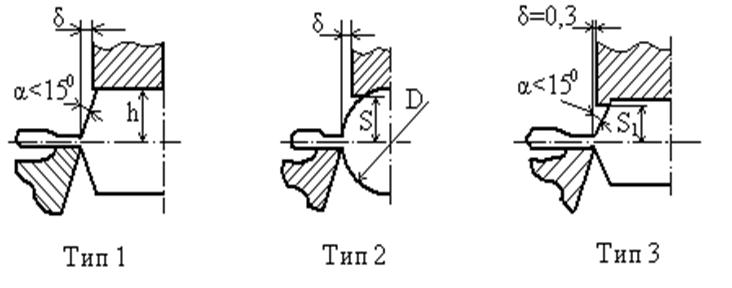
| Для типа 1 | Для типа 2 | Для типа 2 S = 0,2D + 1 Для типа 3 S1 = (3,3-0,03α)/tgα | |
| h, мм | δ, мм | D, мм | δ, мм |
| до 5 | 0,3 | до 20 | 0,3 |
| 5 – 10 | 0,5 | 20 – 30 | 0,5 |
| 10 – 19 | 0,8 | 30 – 48 | 0,8 |
| 19 – 24 | 1,0 | 48 – 59 | 1,0 |
| 24 – 30 | 1,2 | 59 – 70 | 1,2 |
| Свыше 30 | 1,5 | Свыше 70 | 1,5 |
|
|
|
Зазор между пуансоном и матрицей при пробивке перемычек.
| Толщина перемычки, мм | Зазор на сторону, % от толщины перемычки | |||
| При горячей пробивке | При холодной пробивке сталей марок | |||
| 10; 20 | 20; 25; 30 | |||
| До 2,5 | 1,8 – 2 | 3,5 – 4 | 4 – 4,5 | 4,5 – 5 |
| 2,5 – 5 | 2 – 2,5 | 4 – 4,5 | 4,5 – 5,5 | 5 – 6 |
| 5 – 10 | 2,5 – 3 | 4,5 – 5,5 | 5,5 – 6,5 | 6 – 7 |
| Свыше 10 | 3 – 4 | 5,5 – 7 | 6,5 – 8 | 7 – 9 |
Усилие обрезки облоя или пробивки перемычки:
P = β ĸоб Fср σср
где: β – коэффициент, учитывающий затупление режущих кромок, β =1,7
ĸоб – коэффициент запаса усилия пресса, ĸоб = 1,1 – 1,3
Fср – площадь среза, Fср = St, S – периметр, t – толщина среза
σср = 0,8 σв => P = (1,5 ÷1,8) St σв
Дефекты поковок, их причины и меры устранения.
при нагреве заготовок могут образоваться дефекты в виде перегрева и пережога.
К видам брака при штамповке относятся:
· Вмятины, образующиеся при заштамповке окалины;
· Забоины, появляющиеся при извлечении поковок из штампов и транспортировке;
· Недоштамповка, т.е. завышение размеров поковки по высоте;
· Не заполнение фигуры, вызываемое занижением размеров заготовки;
· Завышение допускаемого смещения (одной половины штампа относительно другой);
· Зажимы, образующиеся при заштамповке складок металла, появляющихся вследствие неправильного течения металла, несоответствие формы и размеров чернового и чистового ручьев и т.д.;
· Зарез или несрезанный остаток облоя из-за несоответствия размеров молотового и обрезного штампов;
· Кривизна, т.е. отклонение осей или плоскостей от их правильного положения, возникающее главным образом при обрезке облоя.
Основные виды брака при термообработке:
Недостаточная или повышенная твердость и закалочные трещины, появляющиеся вследствие неправильных режимов термообработки или несоответствия химического состава стали.
|
|
|
При очистке поковок от окалины может появиться брак в виде остатков окалины; перетравленности, проявляющейся в виде ноздреватости; забоин при очистке в барабанах.
Некоторые дефекты поковок могут быть исправлены:
· Заусенцы, волосовины, закаты, зажимы и незначительное смещение исправляют зачисткой на наждаке или вырубкой зубилом. При этом ширина вырубки должна быть не меньше тройной глубины дефекта;
· Незначительное незаполнение и небольшие вмятины устраняют перештамповкой в новом штампе;
· Недоштампованные поковки предварительно обдирают в механических цехах. Если же деталь не подвергается механической обработке, то недоштамповку можно исправить перештамповкой после обрезки облоя и полной очистки от окалины;
· Кривизну исправляют правкой в холодном состоянии;
· Перегрев устраняют нормализацией, которой подвергаются почти все штампованные поковки;
· Дефекты термообработки устраняются повторной термообработкой.
Пережог, расслоения, закалочные трещины, значительное незаполнение фигуры – неисправимый брак.
|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 1261; Нарушение авторских прав?; Мы поможем в написании вашей работы!