КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение диаметральных размеров заготовки
|
|
|
|
Для проектирования заготовки ограничимся рассмотрением размеров только тех цилиндрических поверхностей детали и заготовки, которые связаны между собой (табл. 2.6).
Размеры заготовки Ci связаны с размерами детали D i и припусками Zi (рис. 2.51), которые в свою очередь должны быть не менее суммы радиальных биений  , характеризующих погрешности оборудования, включая погрешности установки детали, погрешностей
, характеризующих погрешности оборудования, включая погрешности установки детали, погрешностей  обработки поверхности, зависящие от износа режущего инструмента, его смещения относительно детали под действием сил резания, а также глубины дефектного слоя hi:
обработки поверхности, зависящие от износа режущего инструмента, его смещения относительно детали под действием сил резания, а также глубины дефектного слоя hi:


 . (2.109)
. (2.109)
Таблица 2.6
Диаметральные размеры детали Di и заготовки Ci
| Обозначение размера | Минимальный размер, мм | Максималь- ный размер, мм | Допуск на диаметр, мм |
| D1 | 310,9 | 2,1 | |
| D2 | 251,1 | 1,9 | |
| D3 | 229,4 | 229,45 | 0,05 |
| D5 | 255,553 | 255,6 | 0,047 |
| D6 | 214,29 | 0,29 | |
| C1 | 
| 
| |
| C2 | 
| 
| |
| C3 | 
| 
| |
| C5 | 
| 
| |
| C6 | 
| 
|
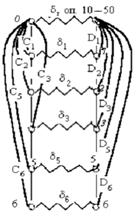
Рис. 2.50. Граф диаметральных размеров заготовки и детали «Коронная шестерня»
В соответствии с принятой маршрутной технологией первой из цилиндрических поверхностей обрабатывается поверхность 5 на операции 10. При этом известны:
 , (2.110)
, (2.110)
а также допуск на диаметр поверхности 5 заготовки:
 . (2.111)
. (2.111)
Расчет диаметральных размеров заготовки может быть выполнен в порядке, обратном по отношению к последовательности обработки поверхности 5. То есть первой рассмотрим операцию 40, на которой должны быть выполнены допуск на диаметр поверхности 5 детали  и шероховатость обработанной поверхности Ra =2,5 мкм (Rz =10 мкм).
и шероховатость обработанной поверхности Ra =2,5 мкм (Rz =10 мкм).
Задачей этого этапа расчета является определение минимального и максимального припусков на обработку, величины погрешностей (и, соответственно, допуска на обработку на предшествующей операции 30) и диаметральных размеров поверхности 5, которые должны быть получены на операции 30.
|
|
|
Минимальный припуск должен быть больше суммы радиального биения, погрешности установки на операции 40 и глубины дефектного слоя. В рассматриваемом примере он принят:
 . (2.112)
. (2.112)
Следующим фактором, выбираемом технологом, является допуск на на диаметр поверхности 5 заготовки на операции 40. Он равен сумме погрешностей, полученных на предыдущей операции, т. е. на операции 30, и радиального биения с учетом погрешности установки на операции 40, т. е. 0,16 мм. Величина этого допуска определяет максимальный припуск на операции 40:
 (2.113)
(2.113)
и диаметральные размеры заготовки на этой операции:
 , (2.114)
, (2.114)
 . (2.115)
. (2.115)
Таблица 2.7
К определению межоперационных технологических
размеров поверхности 5
| Обозначение перехода | Содержание переходов | Припуск Z=t | Допуск на диаметр | Диаметральный размер | ||
| min | max | min | max | |||
| Операция 10 10.3. | Токарная Проточить пов. 5 от торца пов. 8 до торца пов. 5 | 1,9 | 4,9 | 0,5 | 255,9 | 256,6 |
| Операция 30 30.6.2. | Токарная полуавтоматная Проточить пов. 5 от торца 9 до торца 8 | 0,2 | 0,55 | 0,7 0,14 | 256,1 255,73 | 256,8 255,89 |
| Операция 40 40.1.1. | Токарная чистовая Проточить пов. 5 от торца 9 до торца 8 | 0,1 | 0,18 | 0,16 0,047 | 255,75 255,553 | 255,91 255,6 |
| 0,047 | 255,553 | 255,6 |
Чем больше допуск на операции 30, тем больше погрешности обработки на следующей операции – операции 40. Однако эти погрешности не должны превышать допуска на деталь:
 . (2.116)
. (2.116)
Проверка выполнения этого условия производится либо на основании имеющихся справочных (эмпирических) данных, либо на основании расчетов.
Обычно технолог назначает допуски на каждую из операций, руководствуясь опытом, и проверяет принятое решение на практике (в производственных условиях).
|
|
|
Отношение допуска на предыдущей операции к допуску на следующей операции называют уточнением e. На первом (черновом) проходе достигается наибольшее уточнение. С увеличением числа проходов уточнение уменьшается (рис. 2.51).
Эта зависимость также может быть использована технологом для распределения припуска на обработку между различными операциями (проходами). На уточнение оказывает влияние большое число факторов: скорость резания и подача, геометрические параметры и материал режущего инструмента, критерий затупления, жесткость технологической системы и т. д. Поэтому зависимость, представленная на рис. 2.52, носит только качественный характер и в каждом конкретном случае нуждается в экспериментальном или теоретическом обосновании. Пример такого обоснования выбора рациональных (оптимальных) параметров режущего инструмента, режимов резания, допускаемого значения фаски износа (критерия затупления инструмента) приведен в табл. 2.14.
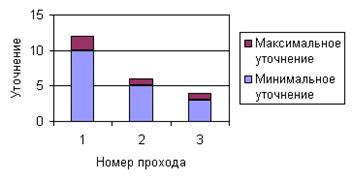
Рис. 2.51. Зависимость уточнения e от номера прохода
при обработке поверхности 5
Диаметральные размеры поверхности 5 на операции 30 определяются как разница соответствующих размеров «заготовки» на операции 40 и радиального биения на операции 40:
 , (2.117)
, (2.117)
 , (2.118)
, (2.118)
 . (2.119)
. (2.119)
Для операции 30 расчеты повторяются по тому же алгоритму, что и для операции 40. Число проходов увеличивается до тех пор, пока допускаемые погрешности не превысят известный допуск на заготовку.
Размеры заготовки можно округлить до целых мм, размеры детали после операции 10 – до десятых долей мм, после операции 30 – до сотых, а после операции 40 – до тысячных долей мм.
На первой черновой операции 10 минимальный припуск складывается из радиального биения цилиндрических поверхностей, предусмотренного стандартом на поковки до 40 кг, равного 1,2 мм, шероховатости поверхности RZ =0,32 мм, дефектного слоя hдс =0,35 мм, итого на операции 10 минимальный припуск равен 1,87 мм, округляем до 1,9 мм.
Рассмотрим обработку цилиндрических поверхностей 1, 3, 2, 6.
Таблица 2.8
| Припуск Z=t | Диаметральные размеры | Уточнения ε | |||||
| Обозначение | Содержание переходов | min | max | Допуск на диаметр | min | max | |
| Переход, позиции | на диаметр | ||||||
| 20.4 | Проточить пов. 1 | 5.5 | |||||
| 2.1 | 310,9 | ||||||
| 20.2 | Расточить пов. 3 | 2,4 | 5,4 | ||||
| 0,75 | 228,1 | 228,8 | |||||
| 20.6 | Расточить пов. 3 | 0,2 | 0,575 | 0,75 | 228,1 | 228,85 | |
| 0,15 | 229,1 | 229,25 | |||||
| Оп. 50 | Расточить пов. 3 | 0,1 | 0,18 | 0,15 | 229,1 | 229,25 | |
| 0,05 | 229,4 | 229,45 | |||||
| 20.2 | Расточить пов. 2 | ||||||
| 1,9 | 256,9 | ||||||
| 20.4 | Расточить пов. 2 | 2,95 | 1,9 | 256,9 | |||
| 1,9 | 251,1 | ||||||
| 20.2 | Расточить пов. 6 | ||||||
| 2,4 | 202,6 | ||||||
| 30.2 | Расточить пов. 6 | 3,2 | 2,4 | 202,6 | |||
| 1,2 | 207,8 | ||||||
| 20.6 | Расточить пов. 6 | 2,6 | 1,2 | 207,8 | |||
| 0,6 | 213,2 | 213,8 | |||||
| Оп. 50 | Расточить пов. 6 | 0,2 | 0,5 | 0,6 | 213,2 | 213,8 | |
| 0,29 | 214,29 |
|
|
|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 649; Нарушение авторских прав?; Мы поможем в написании вашей работы!