КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производственный и технологический процессы
Классификация поверхностей детали и заготовки
В зависимости от функционального назначения поверхности детали разделяются на исполнительные и свободные.
К исполнительным относятся основные и вспомогательные конструкторские поверхности, а также рабочие поверхности.
Основными конструкторскими поверхностями деталь монтируется в заданное положение в изделии при его сборке. Вспомогательные конструкторские поверхности служат для установки по ним других деталей, собираемых с рассматриваемой.
Рабочие поверхности участвуют в рабочем цикле изделия, предавая силы, моменты сил, контактируя с рабочим телом двигателя.
Естественно, что все названные поверхности отличаются высокой точностью (вплоть до 5 кв) и малой шероховатостью (Ra 1,25 мкм и менее), а между собой связаны жесткими ТТ к точности взаимного расположения (например, концентричность 0,01…0,03 мм не более).
Свободные поверхности лишь оформляют конфигурацию детали. Их точность не превышает 9 кв, но шероховатость в некоторых случаях может быть и малой, вплоть до Ra=0,63…0,32 мкм (например у поверхностей полотна диска турбины). Точность расположения этих поверхностей относительно конструкторских задается в пределах 0,05…0,1 мм (рисунок 2).
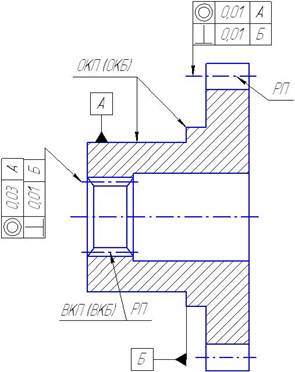
Рис. 2. Исполнительные поверхности детали – основные (ОКП), вспомогательные (ВКП) и рабочие (РП) поверхности. Остальные поверхности свободные.
Примечание: В дальнейшем показано, что ОКП и ВКП называются базами- соответственно
ОКБ и ВКБ.
В процессе изготовления детали на всех его стадиях обработке подвергается заготовка, и только с последнего станка в этом процессе снимают полностью изготовленную деталь.
На заготовке, находящейся в процессе обработки, указываются такие поверхности: установочные, поверхности под закрепление, обрабатываемые и измеряемые. Своими установочными поверхностями заготовка ориентируется на станке, а назначение и признаки других упомянутых поверхностей ясны из их названия.
Отметим, что среди обрабатываемых поверхностей могут быть либо элементарно обрабатываемые (ЭОП), либо конструктивно-технологические элементы (КТЭ). Первые возникают за счет, например, вращений образующей вокруг оси (цилиндры), или при перемещении образующей параллельно самой себе вдоль прямой (плоскости). Вторые представляют совокупность поверхностей, получаемых при обработке одним инструментом, движущимся по сложной траектории (канавки, ступенчатые валы, резьбы, эвольвенты и др.)
Производственным процессом называют всю совокупность процессов осуществляемых на предприятии с целью превращения материалов и полуфабрикатов в готовое изделие. Это процессы изготовления деталей и СЕ, их сборки, испытаний, транспортировки, планирования, учёта, хранения и др.
Согласно ГОСТ 3.1109-73 технологический процесс – это законченная часть производственного процесса, содержащая действия по изменению и последующему определению состояния (формы, размеров, качества материалов) объекта производства.
Различают ТП по отдельным методам их выполнения (ТП штамповки, литья, сварки, пайки, механообработки и др.), а также ТП по объектам производства (ТП дисков, КС, крыльчаток, зубчатых колес и т.д.).
ТП механической обработки, закономерности которого и предстоит изучать, - та часть производственного процесса, которая включает последовательное превращение исходной заготовки в готовую деталь путем изменения формы, размеров и состояния её поверхностей методами обработки материалов.
Характерный признак ТП механообработки – его дискретность, прерывистость. Это вызвано следующими причинами:
- применением различного оборудования (токарных, фрезерных, сверлильных, шлифовальных и других станков);
- использование для обработки заготовок на первом этапе ТП более мощного, но менее точного оборудования, а на последующих этапах – наоборот;
- наличием в ТП механообработки прерывающей его течение термической обработки, искажающей форму и размеры поверхностей, что требует их исправления в последующих операциях.
Отдельные части, на которые делится ТП механообработки называются операциями. Операция – законченная часть ТП, характеризующаяся непрерывностью выполнения и постоянством объекта обработки, оборудования и исполнителя.
Операция – это основная единица производственного планирования и учета.
Операция включает в свой состав установы – части операции, выполняемые при неизменном (постоянном) закреплении заготовки. Т.о. операция может быть выполнена за один или несколько установов.
Часто операции и установы делятся на позиции, которые представляют собой фиксированное положение единожды закрепленной на станке или в приспособлении заготовки относительно обрабатывающих инструментов. Т.о. в позиции выполняется часть операции. Замена установов позициями повышает производительность обработки.
В состав операции входят переходы – это части операций, характеризуемые постоянством применяемого инструмента и обрабатываемых поверхностей. Используются простые переходы (в работе один инструмент) и сложные (работают одновременно несколько инструментов).
В дополнение к основным переходам, связанным непосредственно с обработкой поверхностей заготовки, в составе операции входят и вспомогательные переходы, состоящие из действий станочника (или оборудования) по установке и снятию заготовки, смене инструментов, измерениям и т.п.
Наконец, технологический переход может включать в себя несколько проходов – однократных перемещений инструмента по обрабатываемой поверхности со снятием стружки.
Операции классифицируются по следующим признакам:
- по типу применяемого оборудования (токарные, фрезерные, сверлильные, шлифовальные и др. станки);
- по месту в ТП (сначала черновые, затем – чистовые, окончательные, отделочные и пр.);
- по количеству переходов в операции.
По последнему признаку операции можно разделить на дифференцированные (одно- и малопереходные) и концентрированные (многопереходные).
Дифференцирование операций упрощает их выполнение, конструкцию станочных приспособлений и наладку станков, позволяет использовать рабочих с невысокой квалификацией. Однако, при этом растет количество операций, удлиняется цикл изготовления детали, осложняется планирование производства и учет.
Концентрированные операции сокращают их количество в ТП, упрощают организацию и планирование производства и учет его состояния, сокращается и номенклатура используемых приспособлений. Но концентрированные операции предполагают использование квалифицированных исполнителей, более сложных по конструкции приспособлений, усложняется и наладка станков.
Различают три вида концентрации:
- организационную;
- техническую;
- технологическую.
Организационная концентрация состоит в увеличении числа простых переходов в составе операции. Такие операции характерны для станков с ЧПУ.
Механическая концентрация предполагает замену установов позициями, механическую смену инструментов.
Технологическая концентрация основана на использовании сложных переходов, когда одновременно работают несколько инструментов, что характерно для операций, выполняемых на револьверных, многооперационных, агрегатных станках и станках – автоматах.
И дифференцированные и концентрированные операции применяются для повышения производительности труда в различных по объему выпуска и сложности изделий условиях производства.
|
|
Дата добавления: 2014-01-14; Просмотров: 503; Нарушение авторских прав?; Мы поможем в написании вашей работы!