КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
И оценка его возможностей
|
|
|
|
Управление технологическим процессом
Для управления процессами используют статистические сигналы о наличии особых (н е с л у ч а й н ы х) причин вариаций. Постоянное установление, а затем и устранение этих особых причин чрезмерной изменчивости процесса приводит его в состояние статистической управляемости. Если процесс находится в статистически управляемом состоянии, качество продукции предсказуемо, и процесс пригоден для удовлетворения требований, установленных в нормативных документах.
Наиболее часто используют две карты (средних и размахов). Они отражают четыре варианта условий протекания техпроцесса:
| 1. Среднее неуправляемо | Размах управляем | Процесс неуправляем |
| 2. Среднее управляемо | Размах неуправляем | |
| 3. Среднее неуправляемо | Размах неуправляем | |
| 4. Среднее управляемо | Размах управляем | Процесс управляем |
Проиллюстрируем эти варианты:
а) среднее процесса неуправляемо (рис. 14):
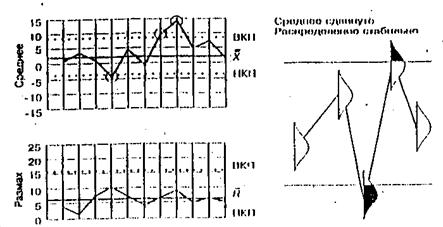
Рис. 14.
Не управляемый процесс,
т.к. неуправляемо среднее значение параметра
б) вариабельность процесса неуправляема (рис. 15):
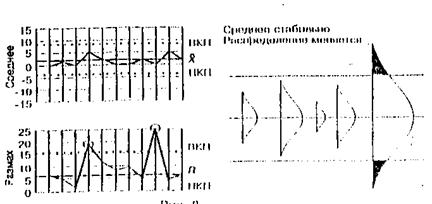
Рис. 15.
Не управляемый процесс,
т.к. неуправляема вариабельность параметра
в) неуправляемы как среднее, так и вариация процесса (рис. 16):
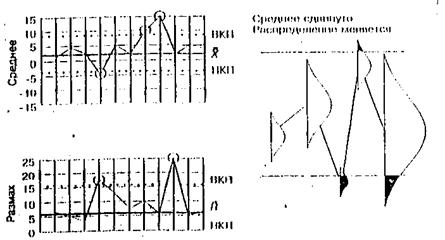
Рис. 16.
Не управляемый процесс,
т.к. неуправляемы и среднее, и размах параметра
г) процесс управляем (рис. 17):
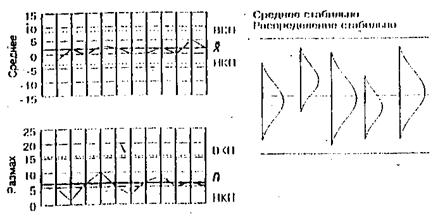
Рис. 17.
Управляемый процесс,
т.к. управляемы и среднее, и размах параметра
Кроме контрольных карт для оценки техпроцесса используется показатель возможностей процесса (или мощности процесса). По его значению можно делать заключение о связи разброса и допуска.
|
|
|
В общем случае возможности процесса оцениваются с помощью индекса С р:
C р = 
где UTL – верхнее предельно допустимое значение параметра;
LTL – нижнее предельно допустимое значение параметра;
 - оценивают дисперсию по средней изменчивости внутри под-
- оценивают дисперсию по средней изменчивости внутри под-
групп и выражают как  /c 4 или
/c 4 или  /d 2.
/d 2.
При С р < 1 возможности процесса считаются неприемлемыми. При
С р= 1 процесс находится на грани требуемых возможностей. На практике
в качестве минимально приемлемого значения берётся С р = 1,33, так как в выборках всегда есть вариация данных, и нет процессов, которые находились бы всегда в статистически управляемом состоянии (более подробно об этом ниже).
3. КОРРЕЛЯЦИОННО-РЕГРЕССИОННЫЙ АНАЛИЗ
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 363; Нарушение авторских прав?; Мы поможем в написании вашей работы!