КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Формирование последовательности операций
|
|
|
|
Процесса восстановления детали
Разработка структуры маршрутно-технологического
На этом этапе проектирования обосновывается последовательность выполнения операций технологического процесса. При этом за проектный способ устранения каждого дефекта, составляющего маршрут, принимается самый эффективный из числа фонда альтернативных способов, которые были выбраны на первом этапе (см. табл. 2.3). Затем подефектные технологии объединяют в маршрутный ТПВ детали, руководствуясь следующими общими принципами и правилами. Структуру любого маршрутного ТПВ детали, в соответствии со схемой функциональной модели, представленной на рис. 2.1, условно можно разделить на четыре стадии формирования свойств: 1 – подготовка детали к восстановлению; 2 – создание припуска для компенсации износа или сплошности тела детали; 3 – упрочнение металла рабочего слоя;
4 – финишная механическая обработка.
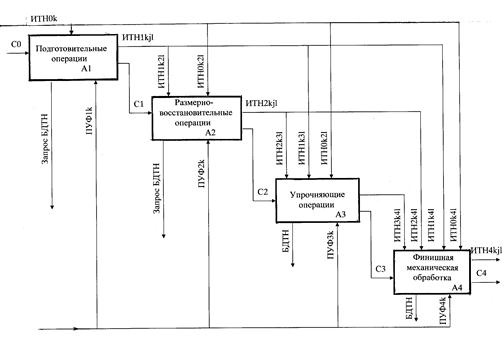
Рис. 2.1. Функциональная модель информационной системы формирования свойств деталей машин
технологическим процессом
Подготовительная стадия (А1) включает операции очистки и мойки, а также дефектоскопии и контроля.
Стадия создания припуска для компенсации износа (А2) включает: наплавку, гальванические процессы, объёмное деформирование, способы восстановления методом дополнительной ремонтной детали (ДРД) и т. п.
К стадии (А3) упрочняющей обработки относятся операции, выполняемые для формирования физико-механических свойств поверхностного слоя восстанавливаемой детали (цементация, закалка, ППД, азотирование и т. п.), а также включает черновые операции механической обработки.
Операции чистовой механической обработки относятся к 4–й стадии (А4). Назначением этой стадии является обеспечение требуемой точности размеров и шероховатости поверхностей согласно требованиям рабочего чертежа на изготовление детали.
|
|
|
Каждая операция ТПВ детали рассматривается как отдельная стадия, которая может производиться в несколько этапов. Оценка завершенности каждой стадии ТПВ производится по критериям технического состояния рабочего слоя. В качестве управляющего воздействия принята история наследуемых свойств (ИН), образованных на предшествующих стадиях (операциях) и описываемых в категориях технологической наследственности свойств (ТНС). В качестве механизма исполнения принята программа управления формированием свойств (ПУФ), описывающая режим технологического воздействия на каждой стадии ТПВ детали. Эти программно-математические модели являются основой управления формированием свойств на каждой стадии ТПВ детали.
Индексация блоков схемы функциональной модели:
ПС– поверхностный слой детали;
С0, С1, С2, С3, С4 – состояние после первой, второй, третьей и четвёртой стадий технологического воздействия;
А1, А2, А3, А4 – блоки стадий (операций) ТПВ деталей машин.
Семантика управляющих программ функциональной модели:
I – номер стадии (операции);
k – номер этапа;
l – номер последующего этапа;
j – номер последующей стадии;
ИТН0kjl, ИТН1kjl, ИТН2kjl, ИТН3kjl, ИТН4kjl – история технологического наследования, несущая информацию соответственно с нулевой, первой, второй, третьей и четвертой стадий на все этапы последующих стадий (операций) ТПВ детали; ПУФ1k, ПУФ2k, ПУФ3k, ПУФ4k – программы управления формированием соответственно для первой, второй, третьей и четвёртой стадии ТПВ детали;
БДТН – база данных технологического наследования.
Если в индексе имеется буквенное обозначение, то это следует читать как «все стадии» или «все этапы» ТПВ детали.
|
|
|
Для обоснования последовательности операций ТПВ детали необходимо составить таблицу по следующей форме (табл. 2.4).
Таблица 2.4. Обоснование плана операций ТПВ детали
электролитическими металлопокрытиями
| Стадия ТПВ | Наименование операции | Назначение операции | Параметры ПС |
| А1 | Моечная | Очистка и мойка детали | |
| Шлифовальная | Придание поверхности правильной геометрической формы с целью исключения серповидной формы металлопокрытия после обработки | ||
| Обезжиривание | Удаление с поверхности жировой пленки | ||
| Слесарная | Монтаж детали на подвеску гальванической ванны или в специальное устройство | ||
| Травление анодное | Удаление окисной пленки | ||
| Промывка в холодной проточной воде | Контроль качества анодного травления по полноте смачивания пленкой воды | ||
| А2 | Твердое электролитическое железнение | Нанесение износостойкого металлопокрытия для компенсации износа | |
| Промывка и нейтрализация | Удаление коррозионных растворов | ||
| Слесарная | Демонтаж детали с подвески | ||
| Шлифовальная | Черновая обработка | ||
| А3 | ― | ― | ― |
| А4 | Шлифовальная | Обеспечение точности размера и шероховатости поверхности | |
| Моечная | Удаление следов СОЖ | ||
| Консервация и упаковка | Защита деталей от коррозии при хранении |
Затемпри формировании структуры ТПВ детали придерживаются также следующих правил:
– структура технологического процесса должна быть единой для устранения всех дефектов, составляющих маршрут;
– обработку поверхностей с точным взаимным расположением следует по возможности включать в одну операцию и выполнять за одну установку детали, соблюдая принцип неизменности баз. Например, при шлифовании коренных шеек коленчатого вала нельзя производить переустановку коленчатого вала, а также смену базовых поверхностей. Дифференциация ТПВ детали обусловлена, прежде всего, практической невозможностью проведения всей механической обработки на одном станке (сверлильные, фрезерные, токарные, шлифовальные и т.п.), а также совмещения разнородных процессов. Таким образом, дифференциация единичного ТПВ детали в большинстве случаев определяется числом разнородных выполняемых действий. Это объясняется тем, что при восстановлении детали любой сложности объём механической обработки намного меньше, чем при изготовлении, так как обработке подвергаются только восстанавливаемые поверхности. Поэтому потребность в дифференциации однородных операций механической обработки практически отпадает.
|
|
|
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 598; Нарушение авторских прав?; Мы поможем в написании вашей работы!