КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изображение шпоночных и шлицевых
|
|
|
|
И)
Ж)
3-
Л
А-А


|
 ^
^
з^Ш
^шМ
-4
А Рис. 13.17
|
| zszn |
V/ //A ' Ш2Л
ШУ/. Ш.
^^
а)
Рис. 13.18
й)
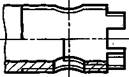
Когда необходимо показать наличие резьбы в зоне этого отверстия или прорези, ее изображают полностью (рис. 13.18, б).
Обозначения резьб. Примеры обозначений резьбы на чертежах приведены на рисунке 13.19. Условное изображение метрической резьбы с крупным шагом состоит из буквы «М» и номинального диаметра, для резьбы с мелким шагом добавляется величина шага. Например, на рисунке 13.19, а показано обозначение метрической резьбы номинальным диаметром 24 мм с крупным шагом 3 мм на стержне, а на рисунке 13.19, б — метрической резьбы номинальным диаметром 24 мм с мелким шагом 2 мм в отверстии. Для левой резьбы после условного обозначения ставят «LH», например М 24 х 2LH.
Многозаходные резьбы обозначают буквой «М», номинальным диаметром, числовым значением хода и в скобках буквой «р» и числовым значением шага. Примеры обозначений: для трехзаходной резьбы с шагом 1 мм и значением хода 3 мм —
М24хЗ(р1);
для такой же левой резьбы —
М 24 х 3 (р\) LH.

|
| *1 |
| а) |
| б) |
| д) |
| р А (увеличено) |
| Рис. 13.19 |
■ —
Б'/г-А
| 6) |
X
-------- з
R3ALH
А
£
шьш/щ
iSEZZZZ
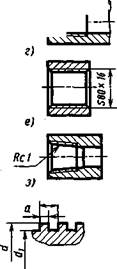
Условное обозначение трубной цилиндрической резьбы состоит из буквы G, условного размера внутреннего диаметра трубы в дюймах и буквенного обозначения класса точности А и Б. Примеры обозначения приведены на рисунке 13.19, в — на трубе, на рисунке 13.19, г — в отверстии.
Условное обозначение трапецеидальной резьбы состоит из букв «7>», наружного диаметра и шага резьбы, например «7> 36x6» — на рисунке 13.19, д.
Условное обозначение упорной резьбы состоит из буквы «S», наружного диаметра и шага резьбы, например «S 80 х 16» — на рисунке 13.19, е.
|
|
|
На рисунке 13.19, ж и з показаны примеры обозначения конической дюймовой резьбы левого направления (R 3/4 LH) на стержне и конической дюймовой резьбе — правой в отверстии (Re 1).
Для обозначения параметров нестандартной резьбы показывают все ее основные размеры. Например, на рисунке 13.19, и показана резьба прямоугольного профиля. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры: d — диаметр резьбы по выступам, di — диаметр резьбы по впадинам, р — шаг резьбы, а — величина выступа.
Конструктивные и технологические элементы резьбы: проточка, фаски, сбеги, недорезы. Проточка" — кольцевой желобок на стержне или в отверстии — необходима для выхода резьбообразующего инструмента (рис. 13.20). Размеры проточек стандартизованы в ГОСТ 10549—80. Их значения для размеров резьб, обычно широко используемых в учебном процессе, приведены в табл. П5.1 для наружной метрической резьбы, в табл. П5.2 для трубной цилиндрической резьбы и в табл. П5.3 для внутренней метрической резьбы. Величину радиуса R закруглений принимают равной примерно половине шага резьбы.
Для наружной резьбы высоту фаски с условно принимают равной шагу р резьбы, угол наклона образующей фаски к оси резьбы — 45°. Фаску для внутренней резьбы устанавливают, как показано на рисунке 13.20, б.
Максимальные значения величины сбега резьбы в зависимости от шага резьбы р принимают равными:
нормальный — примерно 2,5р;
короткий — примерно 1,25/).
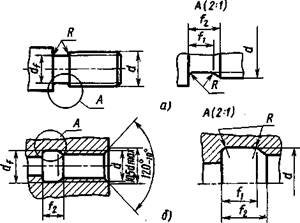
Рис. 13.20
Максимальные значения величины недореза: нормальный — примерно Зр; короткий — примерно 2р; длинный — примерно 4р.
Резьбовые соединения и их детали. Обычно их подразделяют на два типа:
а) соединения, осуществляемые непосредственным свин
чиванием соединяемых деталей, без применения специальных
соединительных частей;
|
|
|
б) соединения, осуществляемые с помощью специальных
соединительных деталей, таких, как болты, винты, шпиль
ки, фитинги и др.
Во многих случаях резьбовое соединение используют в качестве элемента другого соединения, в котором резьбовое соединение создает большое осевое усилие. Так, в конструкции вакуумно-плотного фланцевого соединения (см. рис. 13.1, а) четыре болтовых соединения сжимают фланцы по торцам вдоль оси, а вакуумную плотность соединения обеспечивает конструкция торцевых частей фланцев 1 и 2 в виде острого зуба и канавки с зажимаемой между ними прокладкой 3 из пластичного металла (меди, алюминия).
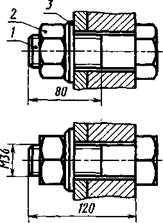
Болтовое соединение. В комплект болтового соединения (рис. 13.21) входят следующие крепежные детали (крепежные изделия): 1 — болт, 2 — гайка, 3 — шайба. Указанные крепежные детали имеют различную форму и размеры. При констру-
|

|
Рис. 13.21
ировании приборов и машин применяют, как правило, только стандартизованные крепежные детали.
Болт (рис. 13.22) представляет собой цилиндрический стержень с резьбой на одном конце и головкой на другом (чаще всего в виде шестигранной призмы). При соединении скрепляемых деталей на резьбу болта навертывается гайка. Головку болта обрабатывают с торца на конус (этот элемент называют фаской). Фаску выполняют и на стержне для удобства нарезания резьбы и устранения непрочной части крайнего витка. Указанные фаски на рисунке 13.22 заданы диаметрь! Д и углом 30° на головке и обозначением с х 45° на стержне (с — величина фаски, обычно
| f 1 Л. (+) S -*------------ *- | ,1 " |
Исполнение 1 «70°
| /> г | С* | 45е | |||||
| Н | У | * | |||||
| г | |||||||
| рд- | \ -ts" 1 | , | j -та \ | i | |||
| ' | ' | ||||||
| '. | |||||||
| —»» | ж | / | -----» |
0^ (0,90...0,95)S Рис. 13.22
равна шагу р резьбы). Обозначение диаметра d на рисунке 13.22 на чертежах болтов заменяют на обозначение резьбы.
Обычно болты применяются для соединения деталей не очень большой толщины (фланцев и др.) и при необходимости частого соединения и разъединения деталей по условиям их эксплуатации.
|
|
|
Выпускаемые промышленностью болты различают по форме и размерам головки, по форме стержня, по шагу резьбы, по характеру исполнения, по точности изготовления.
В зависимости от назначения и условной работы болты выполняют с шестигранными, полукруглыми и потайными головками. На различные формы болтов разработаны и утверждены свои стандарты.
Болты с шестигранными головками получили наибольшее распространение. Их изготавливают нормальной, повышенной и грубой точности, они имеют от трех до пяти вариантов исполнения. Вариант исполнения 1 приведен на рисунке 13.22. Эти болты стандартизованы в ГОСТ 7798—70. Обычно их рекомендуют использовать и в учебном процессе.
Стандартное условное обозначение болта, которое записывают в технической документации и применяют в литературе, содержит основные конструктивные размеры. Например, запись «Болт М12х60 ГОСТ 7798—70» обозначает, что болт имеет метрическую резьбу диаметром 12 мм с крупным шагом, длину стержня 60 мм, головку шестигранную, исполнение 1. Изображение болта такой же конструкции в соединении с другими деталями, с диаметром резьбы 36 мм с крупным шагом и длиной стержня 120 мм (см. рис. 13.21).
Гайка — деталь, имеющая отверстие с резьбой для навинчивания на болт или шпильку (рис. 13.23). Гайки различают: по форме наружной поверхности, по виду исполнения, по типу резьбы, по точности изготовления.
По форме наружной поверхности гайки выполняют шестигранными, шестигранными прорезными, корончатыми, круглыми, барашковыми и др. По высоте шестигранные гайки различают нормальной высоты, низкие, высокие и особо высокие. Кроме того, гайки выпускают с уменьшенным размером «под ключ». Гайки изготавливают нормальной, повышенной и грубой точности.
По виду резьбы гайки различают с метрической резьбой с крупным или мелким шагом.
Фаску ВЫПОЛНЯЮТ ДЛЯ Срезания Исполнение 1

|
острых кромок углов шестигранной *so"
призмы, которые могут служить причиной порезов.
Выбор типа гайки зависит от назначения конструкции и условий работы.
|
|
|
| 0,=(0,90...0,95)S |
| Рис. 13.23 |
Условное обозначение гайки содержит размер резьбы и номер стандарта, устанавливающего конструкцию. Например, запись «Гайка М12 ГОСТ 5915—70» обозначает, что гайка имеет диаметр метрической резьбы 12 мм с крупным шагом, шестигранная, нормальной точности. Изображение гайки с метрической резьбой диаметром 36 мм в соединении с другими деталями (см. рис. 13.21).
Изображение фасок на головках болтов и гайках. На шестигранных головках болтов и гайках линия пересечения фаски с плоскостью грани является гиперболой. Проекции гиперболы на чертежах этих деталей заменяют изображениями дуг окружностей, как это показано на рисунке 13.24.
На чертежах сборочных единиц стандартами допускается шестигранные гайки и головки болтов с фасками изображать без фасок. Эти изображения менее трудоемки, но и менее наглядны. Поэтому в выполняемых в учебном процессе чертежах их обычно не применяют. При указанном упрощенном изображении о наличии фасок судят по обозначению гайки или болта.
 Шайба — деталь, закладываемая под гайку или головку болта (винта) и предназначенная для передачи и распределения усилий на соединяемые детали или для предотвращения их самоотвинчивания (стопорения). Чертеж стандартных круглых шайб с обозначениями основных размеров приведен на рисунке 13.25.
Шайба — деталь, закладываемая под гайку или головку болта (винта) и предназначенная для передачи и распределения усилий на соединяемые детали или для предотвращения их самоотвинчивания (стопорения). Чертеж стандартных круглых шайб с обозначениями основных размеров приведен на рисунке 13.25.
| по построению |
Шайбы разделяются на шайбы круглые, пружинные, стопорные и др.
Шайбы круглые имеют несколь
ко ВИДОВ: шайбы Обычные НОр- Рис. 13.24
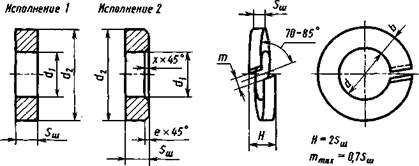
Рис. 13.25 Рис. 13.26
мального ряда по ГОСТ 11371 — 78, шайбы увеличенные, шайбы уменьшенные. Шайбы нормального ряда имеют два исполнения: исполнение 1 без фаски, исполнение 2 с фасками (см. рис.13.25).
Пример условного обозначения шайбы для крепежной детали исполнения 1, диаметром 12 мм, установленной толщины, из материала группы 01, с покрытием 01 толщиной 9 мкм:
Шайба 12.01.019 ГОСТ 11371-78.
Для аналогичной шайбы, но исполнения 2 обозначение будет:
Шайба 2.12.01.019 ГОСТ 11371-78.
Шайбы пружинные (ГОСТ 6402—70) предохраняют гайку от самоотвинчивания при толчках и сотрясениях (рис. 13.26).
Пружинные шайбы разделяются на типы: легкие (Л), нормальные (Н), тяжелые (Т) и особо тяжелые (ОТ).
Условное обозначение пружинных шайб после диаметра резьбы содержит обозначение типа (обозначение «Н» не указывают). Например, запись1 «Шайба пружинная 12 ГОСТ 6402—70» обозначает, что шайба пружинная, нормальная для винта диаметром 12 мм.
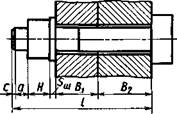
Разработка чертежа болтового соединения. Чертеж болтового соединения (см. рис. 13.21) обычно разрабатывают, исходя из заданного диаметра резьбы и толщины В{ и В2 соединяемых деталей. При этом длину / болта рассчитывают по формуле (рис. 13.27):
1=В2 + Вх+5ш + Н + а+с или / = В2 + Вх +Sw+(2 + 2,5) S,
|
где: В2 и Bi — толщина деталей; 5ш — толщина шайбы; Н —высота гайки; а — запас резьбы, принимаемый (1...1,5)5; с — высота фаски, обычно равная s, или по ориентировочной формуле:
/= Д + Вг+ l,3rf.
| Рис. 13.27 |
Устанавливают в соответствии со стандартом длину / болта (по таблицам) и длину /0 нарезанной части, мм:
/о > 1-(В1+В2) - 5.
Диаметр отверстия под болт обычно принимают на 1 мм больше, чем диаметр стержня болта.
Пример. Задано: rf = 36 мм, Д +Вг = 50 + 60 мм. Для резьбы диаметром 36 мм находим по таблицам шаг р = 4 мм, высоту гайки Н= 29 мм, толщину шайбы 5Ш=6 мм.
Длина болта /, мм:
/ > 50 + 60 + 6 + 29 + (2 * 2,5) х 4 = 153 + 155
или
1> 50 + 60 + 1,3x36-157.
По ГОСТ 7798—70 принимаем /=160 мм. Длина нарезанной части /0, мм:
/о > 160 - (50 + 60) - 5 = 45.
По ГОСТ 7798—70 принимаем /0= 78 мм.
На чертеже болтового соединения (см. рис. 13.21) наносят: диаметр резьбы болта, длину болта и длину нарезанной части, диаметр окружности, описанной вокруг шестигранника гайки, размер под ключ.
Винты. По назначению винты для металла разделяют на крепежные (соединительные) и установочные.
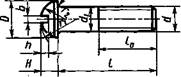
Крепежный винт — деталь, которая служит для разъемного соединения и представляет собой цилиндрический стержень с резьбой для ввинчивания в одну из соединительных деталей и головкой различной формы под ключ или с прорезью под отвертку. Чертежи винтов с различной формой головки с прорезью под отвертку приведены на рисунке 13.28: цилиндрическая (а), полукруглая (б), потайная (в) и полупотайная (г).
Исполнение 1
Исполнение I г
|
| Рис. 13.28 |

| -»- | - ■*- | — г | ||
| ' | |||||
| J. | |||||
| LO | ■* | J | ^ | w | |
| ^- | «L°, | ||||
| И | |||||
| -»- | L ----------- ^ |
Испопнение 1
Крепежные винты применяют при сборке машин и механизмов, когда к основной детали крепится вспомогательная, например крышка к корпусу редуктора, шпонка к валу, панель к шасси или корпусу и т.д. Винты с потайной и полупотайной (конической) головками часто применяют вместо болтов, когда выступающие головки мешают работе механизма.
Установочные винты отличаются от крепежных тем, что имеют нажимной конец специальной формы (плоский, конический, сферический), входящий в специальное углубление сопряженной детали.
При сборке приборов, машин установочные винты применяют для фиксирования одной детали относительно другой.
Стандарт устанавливает для винтов четыре варианта исполнения с определенной длиной нарезанной части в зависимости от диаметра и длины винта. Винты изготавливают с метрической резьбой с крупным и мелким шагом.
Пример условных обозначений винтов: «Винт М 12x50 ГОСТ 17473—80» (винт соединительный с полукруглой головкой, исполнение 1, нормальной точности, с диаметром резьбы 12 мм, с крупным шагом, длиной стержня 50 мм) или «Винт М 12x1,25 ГОСТ 17473—80» (винт с полукруглой головкой, исполне-
ние 2, нормальной точности, с диаметром 12 мм, с мелким шагом резьбы, равным 1,25 мм).
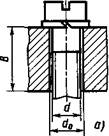
Винтовые соединения. Варианты конструктивного расположения головок винтов относительно привинчиваемой детали достаточно разнообразны. Некоторые типовые примеры из них приведены на рисунке 13.29. В конструкциях на рисунке 13.29, а, б, в винт предотвращается от самоотвинчивания пружинной шайбой, располагаемой под цилиндрической или сферической головкой. В конструкциях г и д винтов с потайной и полупотайной головками такого стопорения не предусмотрено.
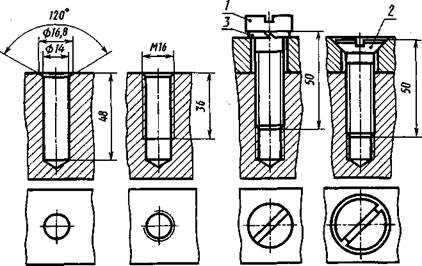
Примеры винтовых соединений деталей одинаковой толщины приведены на рисунке 13.30. Оба винта с цилиндрической головкой (в) и с конической (потайной) головкой (г) имеют одинаковую резьбу диаметром 16 мм. Слева от винтовых соединений на рисунке 13.30, б показаны операционные технологические эскизы на сверление отверстия под резьбу и на обработку резьбы.
Разработка винтового соединения и отображение на чертеже. Винтовое соединение (см. рис. 13.30) разрабатывают, исходя из заданного диаметра резьбы, толщины В привинчиваемой детали, марки материала детали с резьбовым гнездом и
|
 гост mi-во
гост mi-во
| : | У//У^^-^~~^/// | ||
| оа | . ш | У | |
| г) |
ГОСТ /7475- 80
Рис. 13.29
гост пт-80
|
а)
6)
Рис. 13.30
6)
г)
принимаемого типа головки и ее расположения относительно привинчиваемой детали (см., например, рис. 13.29).
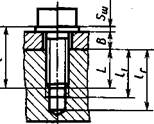
Выписывают из соответствующих стандартов шаг р резьбы, размеры диаметра D и высоты Н головки, радиус г под головкой, ширину Ъ и глубину h шлица, радиус головки (для полукруглой), наносят эти размеры на эскизе.
Определяют (рис. 13.31):
глубину L завинчивания винта в зависимости от материала детали с резьбовым гнездом — для стали и бронзы L=d, для чугуна L— 1,25</, для алюминия £=2d;
глубину А резьбы с полным профилем (см. рис. 13,5, д), мм:
|
h=L+2p;
глубину /г сверления гнезда под резьбу (см. рис. 13.5), мм:
lT = L+6p=h+Ap;
длину / винта, мм:
l=B+L + Sm
или (рис. 13.29, б)
| Рис. 13.31 |
/ = (5-Л1) + £+5'ш;
номинальный диаметр dx отверстия под нарезание резьбы, мм:
di=d — p для р =0,5... 2 мм;
di = d — p — 0,\ для р = 2,5...4,5 мм; di=d —р — 0,2 для р = 5...6 мм;
диаметр cf0 сквозного отверстия в привинчиваемой детали, обычно для винтов:
d0~d + 0,5 мм.
Оформляют чертеж, например, по типу, приведенному на рисунке 13.30; при этом зазор между винтом и стенкой сквозного отверстия чертят увеличенным.
Пример. Задание: разработать винтовое соединение по типу, приведенному на рисунке 13.29, б, для винта с резьбой М16: 5 = 40 мм, Z>=25 мм, Ai= 12 мм, материал детали с резьбовым гнездом — сталь.
Выписываем из таблиц: для винта с резьбой Ml6: шаг р = 2 мм, диаметр D = 24 мм головки, ширину b = 4 мм и глубину h = 4 мм шлица, высоту Н= 9 мм головки, радиус г— 1,6 мм;
для шайбы пружинной диаметр d= 16,3, толщину 5Ш= Ь — 4 мм.
Определяем:
глубину L завинчивания в стальное гнездо L = d= 16 мм;
глубину /г сверления гнезда
/г = Z- + 6р = 16 + 6 х 2 = 28 мм;
длину / винта
l = (B-hi)+L +.УШ = (40- 12)+ 16 + 4 = 48 мм;
устанавливаем по таблицам стандартную длину / = 50 мм;
уточняем глубину сверления гнезда /г= 30 мм;
длину нарезанной части /0 > L = 16, /0 = 38 мм;
номинальный диаметр d; отверстия под нарезание резьбы для р = 2 мм
di-d — p= 16 —2= 14 мм;
диаметр d0 сквозного отверстия
rfo- d + 0,5 = 16 + 0,5 = 16,5 мм;
диаметр фаски l,05rf= 1,05 х 16 = 16,8 мм. Выбранный винт М16 х 50 ГОСТ 1491-80.
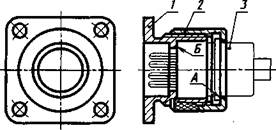
Соединения с накидными гайками. Варианты конструкций соединений с накидными гайками приведены на рисунках 13.32, 13.33. В конструкции на рисунке 13.32 штекерный разъем 3 закреплен в корпусе / накидной гайкой 2. Затягивание гайки осуществляется вручную, для чего на наружной
|
| Рис. 13.32 |
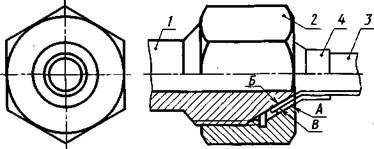
Рис. 13.33
цилиндрической поверхности гайки выполняют сетчатые рифления. В конструкции на рисунке 13.33 трубопровод J из пластичного материала, например медный, присоединен к штуцеру 1 с помощью накидной гайки 2. Контактные поверхности А, Б, В — конические, что обеспечивает хорошую герметичность соединения. Между трубкой 3 и вращающейся при затягивании гайкой 2 прокладывают ниппель 4 для предохранения от поврежденной поверхности трубки из более прочного материала, чем материал трубки. В конструкции на рисунке 13.34 приведена разновидность разборного вакуумного соединения медной трубки (штенгеля) 3 с корпусом 1. Такая конструкция имеет очень высокую герметичность (вакуумную плотность) и применяется для подсоединения электровакуумных приборов к вакуумной системе при откачке газов из внутренней полости приборов. В этой конструкции гайка 2 при затягивании создает на поверхности А шайбы 4 большой крутящий момент трения. Для предотвращения проворота шайбы 4, трубки 3 и соединенного с ней прибора относительно корпуса 1 на шайбе 4 выполняют два выступа, которые
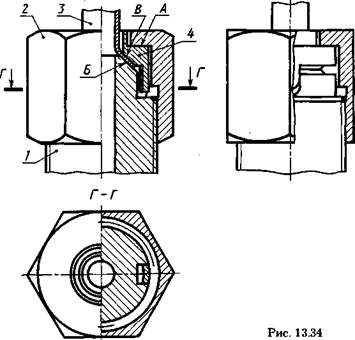
входят в пазы на корпусе 1. Их форма видна на виде слева, на котором в разрезе показана только гайка.
Во всех рассмотренных конструкциях накидная гайка 2, вращаясь по резьбе относительно неподвидной детали 1, перемещается вдоль оси. При этом движении она поверхностью А прижимает закрепленную деталь 3 к поверхности Б неподвижной детали 1. Этот прижим в случае применения промежуточной детали 4 (см. рис. 13.33, 13.34) осуществляется через промежуточную контактную поверхность В.
В изображениях соединений на рисунках 13.32, 13.33 применена допускаемая стандартом условность: присоединяемые детали 3, 4, не входящие в конструкцию данного устройства с накидной гайкой, показаны сплошной тонкой линией, применяемой для изображения пограничных деталей («обстановка»).
Винтовые механизмы. Как уже указывалось, винтовые поверхности, и в частности резьбу, используют в качестве винтовых механизмов, преобразующих вращательное движение в поступательное. При повороте на один оборот относительное перемещение детали с наружной резьбой (винта) относитель-
но детали с внутренней резьбой (гайки) равно ходу резьбы. При однозаходной резьбе ход равен шагу резьбы. Для уменьшения осевых перемещений на один оборот потребуется уменьшать шаг резьбы, что может привести практически к невозможности выполнить механизм. В связи с этим для получения малых осевых перемещений применяют резьбовые соединения с двумя крупными резьбами с разными шагами, отличающимися друг от друга на величину требуемого осевого перемещения на один оборот.
Конструкция такого подвижного соединения, называемого соединением с дифференциальным винтом (см. рис. 13.1, в), состоит из неподвижной втулки 6 с внутренней резьбой, дифференциального винта 4 и невращающегося стержня 5 с наружной резьбой. Дифференциальный винт 4 имеет две однозаходные резьбы с крупным шагом одного направления: наружную с шагом р\ и внутреннюю с шагом Pi (pi>Pi). При вращении по часовой стрелке дифференциального винта 4 с правой резьбой на один оборот он переместится в осевом направлении к оси прибора относительно неподвижной втулки 6 на величину шага ри При этом невращающийся винт 5 ввернется в дифференциальный винт по его внутренней резьбе винта в направлении от оси прибора на величину шага этой резьбы, т. е. — рг.
Суммарное осевое перемещение невращающегося винта 5 равно:
Ap=Pl+(—p2)=Pl—p2.
Таким образом, практически это перемещение можно сделать сколь угодно малым при крупных шагах резьбы в деталях винтового механизма.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 580; Нарушение авторских прав?; Мы поможем в написании вашей работы!