КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изображения неразъемных соединений сваркой, пайкой, склеиванием
Сварные соединения и их изображение. Неразъемные соединения сваркой, пайкой и склеиванием широко применяют в технологическом оборудовании, вэлектронных приборах, радиотехнических устройствах, в вычислительной технике, устройствах автоматики и телемеханики. Конструктивно и технологически эти соединения весьма разнообразны, поэтому рассмотрим лишь некоторые из широко распространенных способов указанных соединений.
Сварка — процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном, или общем нагреве, или пластическом деформировании, или совместном действии того и другого (см. ГОСТ 2601—84 «Сварка металлов. Основные понятия. Термины и определения»). Способы сварки определяются формой энергии для образования сварного соединения, видом источника энергии, техническими и технологическими признаками.
Детали (или их элементы), соединенные с помощью сварки, образуют сварное соединение.
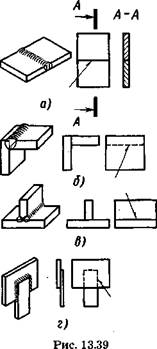
Сварные швы разделяют, например, на следующие виды (рис. 13.39):
|
а) стыковые (детали соединяют
ся торцами), обозначают буквой С;
б) угловые (свариваемые дета
ли образуют угол), обозначают бук
вой У;
в) тавровые (свариваемые дета
ли образуют форму буквы Т), обо
значают буквой Т;
г) внахлестку (кромки сварива
емых деталей набегают одна на дру
гую внахлестку), обозначают бук
вой Н.
Тонкими линиями в зоне шва (рис. 13.39) показана форма подготовки кромок под сварку: а, г — без скоса кромок; б — со скосом одной кромки; в — со скосом двух кромок.
Изображения сварных швов на чертежах стандартизованы в ГОСТ 2.312—72. Шов сварного соединения независимо от способа сварки условно изображают:
видимый — сплошной основной линией (справа на рис. 13.39, а, в, г);
невидимый — штриховой линией (справа на рис. 13.39, б, г).
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 13.39 справа).
Над полкой (для лицевых швов) или под полкой (для оборотных швов) линии-выноски наносят условное обозначение шва. Это обозначение по ГОСТ 2.312—72 имеет следующую структуру (рис. 13.40):
1. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
2. Буквенно-цифровое обозначение шва по стандарту, указанному в п. 1.
3. Условное обозначение способа сварки по стандарту, указанному в п. 1 (допускается не приводить).
4. Знак Ьь. и размер катета согласно стандарту, указанному в п. 1.
5. Для прерывистого шва — размер длины провариваемого участка, знак / (для цепного шва) или z (для шахматного шва)
| Знаки„дефис" limimir |
А
] ЕНШ^Ш-ЧГ! Ш
Рис. 13.40
и размер шага. Для швов контактной точечной сварки или электрозаклепочного — размер расчетного диаметра точки или электрозаклепки, знак / или z и размер шага.
Для шва контактной роликовой сварки — размер расчетной ширины шва, знак умножения, размер длины провариваемого участка, знак / и размер шага. 6. Вспомогательные знаки: ZD — шов по незамкнутой линии;
ш — наплывы и неровности шва обработать с плавным переходом к основному металлу; Q — усиление шва снять; О — шов по замкнутой линии; ~| — шов выполнить при монтаже изделия. В учебном процессе по курсу черчения обозначения стандартных швов упрощают и наносят, например, только номер стандарта, буквенно-цифровое обозначение шва, размер катета его поперечного сечения и знак О, если требуется.
| ГОСТ526^-80-^5 |
 Примеры обозначения сварных швов: рисунок 13.41, а —
Примеры обозначения сварных швов: рисунок 13.41, а —
шов углового соединения, без скоса кромки, односторонний,
выполняемый электродуговой сваркой с катетом шва 5 мм; ри
сунок 13.41, б — сварное соединение ци
линдрической детали с пластиной. В этом
JI---------------- t-i соединении шов односторонний без скоса
1 / кромок выполнен по замкнутому контуру
1 I (знак О) газовой сваркой (буква «F»)
с катетом шва 3 мм. ГОСТ 5264—80 определяет типы швов сварных соединений деталей из углеродистых сталей, выполненных ручной электродуговой сваркой.
Паяные соединения и их изображение. При пайке детали соединяет специальный материал — припой, который заполняет зазор между деталями и прочно соединяется с ними. Во время пайки
детали и припой нагревают до расплавления припоя и заполнения им зазора соединения.
Изображают и обозначают паяные соединения в соответствии с ГОСТ 2.313—82. Паяное соединение на чертежах изображают линией, толщина которой в 2 раза больше, чем линия обводки видимого контура, т. е. 2s. К изображению паяного
соединения проводят выносную линию полудуги У?. Для швов, выполненных по периметру, линию- выноску заканчивают окружностью диаметром 3—4 мм уГ, от которой проводят полочку. Ее используют для обозначения номера пункта технических требований, в которых указывают марку припоя и требования к качеству шва.
При необходимости на изображении паяного соединения указывают размеры шва и обозначения качества его поверхности.
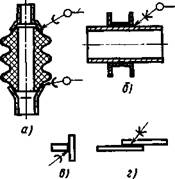
Конструкции паяных соединений весьма разнообразны. Например, трубка 13 от центрального вывода (см. рис. 13.1, в) припаяна к выводу-колпачку 9 окунанием в расплавленный припой. Большинство деталей резонансного разрядника (см. рис. 13.1, в) соединены между собой пайкой. При этом паяные соединения обеспечивают вакуумную плотность.
Примеры паяного соединения керамического изолятора с металлическими деталями, а также таврового паяного соединения двух пластин приведены на рисунке 13.42, а, в.
|
Специфическими для вакуумной техники являются вакуум-
но-плотные соединения — спаи
стекла с металлом. В этих соеди
нениях одну из деталей — стеклян
ную — нагревают до пластичного
состояния и соединяют с нагретой
металлической деталью. В указан
ной конструкции резонансного
разрядника (см. рис. 13.1, в) при
менено несколько спаев стекла с
металлом: спай стеклянного изоля
тора 16 с цилиндрическим стакан
чиком 8, спаи со стеклом 17
центрального ввода 12. На черте
жах в спаях стекла с металлом стек- Рис. 13.42
лянную деталь изображают в таком виде, какой она имеет в готовом соединении с отражением ее деформации, возникающей при соединении без утолщения линии в зоне шва. При необходимости указывают размеры паяного шва, а также взаимное положение деталей.
Изображение клеевых соединений. Склеивание как метод получения неразъемных соединений находит большое распространение для соединения металлических материалов, металлических с неметаллическими и др. Применяют различные синтетические клеи, например БФ-2, БФ-3 и др., карбонильный, ПУ-2, ПК-5 и др.
Клееные швы изображают на чертежах в разрезах и на видах, как и паяные, линией толщиной 2s и выносной линией со
стрелкой, на которой наносят знак Jf. Полочку от выносной
линии используют для обозначения номера пункта технических требований, в котором указьшают марки клея и требования к качеству шва.
Примеры клеевых соединений металлической трубки и пластмассового каркаса катушки и клееного соединения двух пластин см. на рисунке 13.42, б, г.
|
|
Дата добавления: 2014-11-06; Просмотров: 1036; Нарушение авторских прав?; Мы поможем в написании вашей работы!