КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Окружная скорость диска и деталей
|
|
|
|
| Расположение деталей в пазах вращающегося диска | Примерные значения окружной скорости диска и деталей vmax, м/мин |
| По хорде диска | |
| Перпендикулярно плоскости диска | 1,8 |
| По радиусу диска |
Мощность (квт) электродвигателя привода дисковых карманчиковых бункеров
 ,
,
где Мкр — крутящий момент, нм (кг см); n — число оборотов диска в минуту; h м» 0,85 — коэффициент полезного действия.
Величина крутящего момента
Мкр» GR,
где G — вес деталей, загруженных в бункер, н(кг); R — радиус вращающегося диска бункера, см.
Максимальная мощность (квт) электродвигателя для привода дисковых карманчиковых бункеров
N = 0.005D,
где D — диаметр вращающегося диска, мм.
Дисковые фрикционные бункера.
Бункерные загрузочные приспособления с фрикционным диском применяют для загрузки станков плоскими деталями типа дисков, колец, фланцев и небольших валиков. На рис. 11.16,а дано бункерное загрузочное приспособление с фрикционным вращающимся диском, а на рис. 11.16,б — д — различные формы бункеров.
В бункере 1 (см. рис. 11.16, а) детали типа колец загружаются навалом на поверхность вращающегося диска 2. За счет силы трения между поверхностью деталей и диском 2 они перемещаются в лоток-накопитель 3, из которого непосредственно или питателем подаются в рабочую зону станка.
При перемещении деталей во фрикционном коническом бункере (см. рис. 11.16, б) возникает сила трения между вращающимся диском 2 и деталями, а также между стенками бункера 1 и деталями. Перемещение деталей диском 2 из бункера 1 в лоток-накопитель происходит при условии, что сила трения между вращающимся диском 2 и деталями будет больше силы трения между стенками бункера 1 и деталями; в противном случае подача деталей диском в лоток либо прекращается, либо будет происходить с перебоями.
|
|
|
В бункерных загрузочных приспособлениях применяются различные формы бункеров (см. рис. 11.16, б — д), которые выбирают в зависимости от формы и размеров загружаемых деталей.
Более приемлемой в отношении уменьшения величины силы трения является форма бункера (см. рис. 11.16, в) при загрузке его обработанными деталями. Для необработанных деталей следует применять формы бункера, показанные на рис. 11.16, г и д. В этой форме бункеров имеется зона А, над которой находится горизонтальная или наклонная стенка В бункера, уменьшающая нагрузку на детали в зоне А от силы веса всех деталей, загруженных в бункер. Если моменты от силы трения деталей о стенки бункера и поверхность вращающегося диска равны (см. рис. II.16,б), то
PR = Gr,
где Р — равнодействующая сил давления со стороны загруженных деталей на стенки бункера, кг; R — расстояние от оси диска до стенки бункера, мм; G — вес загруженных деталей, непосредственно оказывающих давление на вращающийся диск бункера, кг; r — расстояние от оси диска до точки сосредоточения веса загруженных деталей, мм.
Чтобы детали из бункера подавались вращающимся диском в лоток, необходимо соблюдать неравенство
PR < Gr.
Форма вращающегося диска бункера бывает цилиндрической или конической с углом наклона 30—40° и кольцевым диском с углом наклона 3—6°.
Число оборотов диска бункера в минуту
 ,
,
где с — число деталей, которое требуется подавать на станок за определенное время; d’ — диаметр или поперечный размер загруженных деталей, мм; Dср — средний диаметр вращающегося диска, на котором размещаются детали, мм; h о = (8 — а)/(10 + а) — коэффициент, учитывающий проскальзывание, заторы и другие ненормальности в работе бункера; а — количество слоев деталей, загруженных в бункер.
В бункерах небольшой производительности, до 70 шт/мин, поверхность подающего диска изготавливают конической. В бункерах большой производительности, до 150—900 шт/мин, поверхность подающего диска изготавливают плоской или конической с углом конуса a = 20 ¸ 25°.
|
|
|
Мощность (квт) электродвигателя привода бункера
 ,
,
где f — коэффициент трения загруженных деталей о стенки бункера; h п — коэффициент полезного действия привода бункера.
Принимают следующие размеры бункера (см. рис. 11.16, в): диаметр бункера Dв = (10 ¸ 12)d’;
ширину горизонтальной части вращающегося конусного диска бункера s = (1,5 ¸ 2) d’;
диаметр верхней конической части вращающегося диска бункера d = 0,75 d’;
высоту загрузки деталей в бункере Н = (1,5 ¸ 2)d’.
Вибрационные бункера.
Вибрационные бункера по типам конструкции бывают плоские, круглые и винтовые.
Вибрационные плоские бункера применяются для перемещения деталей сплошным потоком или по нескольким желобам, вибрационные круглые и винтовые бункера — для перемещения деталей вверх по одному винтовому лотку. Движение деталей вверх по лотку вибробункера может происходить безотрывно от поверхности лотка и с периодическим отрывом. Из вибробункера детали подаются для обработки на станок. Вибробункера по сравнению с бункерами других типов имеют следующие преимущества: возможность их применения для подачи на станок разнообразных по форме и размерам мелких деталей, быстрая переналадка вибробункера при переходе с одного типоразмера деталей на другой, простота его регулирования для увеличения производительности, надежность в работе, отсутствие кинематической связи со станком.
Рис. 11.17. вибробункер для перемещения деталей вверх с вертикальным электромагнитным вибратором
Вибробункер имеет привод и состоит из емкости (бункера) с закрепленным внутри лотком, по которому перемещаются и ориентируются детали.
Вибробункера изготовляют по нормалям машиностроения (МН-4234-63) и ВНИТИприбора (Москва) (ОНЗЯ 164-68) (ОНЗЯ 171-68). Наибольшее применение в машиностроении получили вибробункера с электромагнитным приводом.
Вибробункера с электромагнитным приводом изготавливают с одним вертикальным или с несколькими тангенциальными вибраторами. На рис. 11.17 представлен вибробункер конструкции ВНИТИприбора с вертикальным электромагнитным вибратором. Он состоит из бункера 1, на внутренней поверхности которого закреплен спиральный лоток, а к наружной поверхности прикреплен лоток для деталей, выходящих из бункера 1.
|
|
|
Нижняя часть 2 вибробункера установлена и закреплена на трех наклонных цилиндрических подвижных стержнях 3 и к ней прикреплен якорь электромагнита 5, закрепленного на массивной плите 6. Зазор между якорем 4 и электромагнитом 5 можно изменять подъемом или опусканием электромагнита с помощью винтов 7. От величины этого зазора зависит скорость перемещения деталей по спиральному лотку бункера 1. Для виброизоляции вибробункер установлен на резиновых амортизаторах 8. Электромагнитный привод вибробункера закрыт кожухом 9. Питание электромагнита производится от сети
переменного тока напряжением 220 в. К катушке электромагнита 5 подаются импульсы электрического тока.
Под действием изменяющегося магнитного поля якорь 4 с бункером 1, загруженным деталями, совершает крутильные вибрационные колебания с небольшой амплитудой, равной долям миллиметра. Величина амплитуды, от которой зависит скорость перемещения деталей по винтовому лотку внутри бункера, а следовательно, и производительность бункера, может регулироваться реостатом путем изменения силы тока, поступающего в катушку электромагнита, или в небольших вибробункерах изменением величины воздушного зазора между якорем и электромагнитом.
В крупногабаритных вибробункерах применяют автотранспортеры. Частоту собственных колебаний вибробункера при постоянной силе тока регулируют изменением рабочей длины наклонных цилиндрических стержней. Следовательно, от рабочей длины цилиндрических стержней зависит резонансная настройка вибробункера.
Способы ориентации деталей типа ступенчатых дисков в вибробункерах.
На рис. 11.18 справа показаны небольшие детали типа ступенчатых дисков, получающих заданную ориентацию при перемещении по винтовому лотку вибробункера. На рис. 11.18 представлены четыре различных положения, которые могут занимать ступенчатые диски при движении на участке 1 винтового лотка вибробункера. В положении 1 деталь размещается на лотке цилиндрической поверхностью с направлением малого уступа вперед или назад и осью детали параллельно направлению ее движения в лотке. В положении 2 деталь размещается на лотке торцом малого уступа вниз, а торцом большого уступа вверх от лотка, в положении 3 — на спиральном лотке цилиндрической поверхностью большого уступа с расположением малого уступа справа или слева относительно направления движения детали. При этом ось детали располагается перпендикулярно направлению ее движения в спиральном лотке. В положении 4 деталь размещается на спиральном лотке торцом большого уступа вниз, а торцом малого уступа вверх. Расположение оси детали вертикально, но параллельно направлению ее движения в лотке.
|
|
|
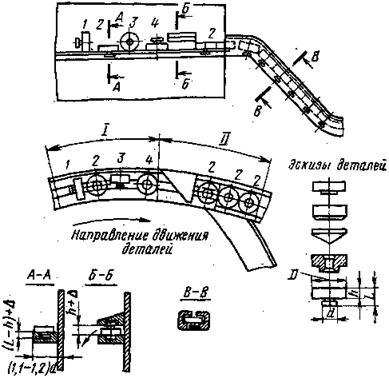
Рис. 11.18. Ориентация небольших ступенчатых дисков при их перемещении по лотку вибробункера
Деталь в лотке вибробункера должна быть ориентирована в положении 2 и в таком виде подана к питателю. Чтобы все детали, проходящие по лотку вибробункера, занимали положение 2, в винтовом лотке всей длине имеется паз глубиной (L — h) + D и шириной (1,1 ¸ 1,2)d (сечение А—А). Все детали, перемещающиеся по лотку в неправильно ориентированном положении 1, 3 и 4, отсекателем сбрасываются на дно вибробункера. Отсекатель установлен над плоскостью лотка на высоте h + D (сечение Б—Б). Следовательно, по участку II винтового лотка детали перемещаются только в положении 2. Далее с участка II детали в положении 2 попадают в изогнутый выходной лоток, пройдя который, они поступают к питателю. Профиль выходного лотка показан на рис. 11.18 (сечение В—В).
Способы ориентации деталей типа ступенчатых и конических валиков в вибробункерах.
На рис. 11.19 справа показаны детали небольших размеров типа ступенчатых и конических валиков, получающих заданную ориентацию при перемещении по винтовому лотку вибробункера.
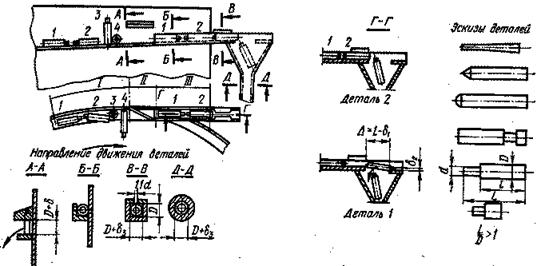
Рис. 11.19. Ориентация небольших ступенчатых и конических валиков при перемещении по винтовому лотку вибробункера
При ориентации деталей, имеющих форму тел вращения, большое значение имеет смещение центра тяжести деталей. В случае перемещения таких деталей с небольшими размерами и весом влияние расположения центра тяжести на ориентацию значительно уменьшается. На рис. 11.19 показаны четыре различных положения, которые могут занимать ступенчатые и конические валики при перемещении на участке I винтового лотка вибробункера.
В положении 1 деталь размещается на лотке цилиндрической поверхностью большого диаметра, а цилиндрической поверхностью меньшего диаметра — вперед в направлении движения деталей по лотку. Причем ось детали располагается или параллельно или под небольшим углом к направлению движения детали в лотке. В положении 2 деталь располагается на лотке цилиндрической поверхностью большого диаметра, а цилиндрической поверхностью меньшего диаметра назад относительно направления перемещения деталей по лотку. При этом ось детали располагается или параллельно или под небольшим углом к направлению движения детали по лотку. В положении 3 деталь размещается на лотке торцом цилиндрической поверхности большого диаметра, а цилиндрической поверхностью меньшего диаметра — вверх от поверхности лотка. В этом случае ось детали располагается вертикально. В положении 4 деталь размещается на спиральном лотке частью цилиндрической поверхности большого диаметра с расположением цилиндрической поверхности меньшего диаметра к оси бункера. При этом ось детали располагается перпендикулярно направлению движения детали.
Детали в лотке вибробункера должны быть ориентированы в положении 2. Из вибробункера к питателю ступенчатые валики необходимо подавать в вертикальном положении торцом цилиндрической поверхности большого диаметра вниз.
На участке II над лотком вибробункера на высоте D + d установлен отсекатель. Отсекатель сбрасывает с лотка все детали, перемещающиеся в положении 3 и 4 (сечение А—А). Следовательно, на участке III (сечение Б—Б) детали перемещают в положении 1 или 2. Пройдя участок III лотка вибробункера, детали поступают в вертикальный лоток, имеющий на верхнем конце конус, внутри которого находится ориентирующий порог. Он пропускает без изменения ориентации детали, идущие цилиндром большого диаметра вниз, и поворачивает их на 180°, если они идут цилиндром малого диаметра вниз.
Расчет параметров вибробункера с электромагнитным приводом.
Габаритные размеры вибробункеров в основном зависят от формы и размеров загружаемых деталей:
глубина (мм) вибробункера h = (0,2 ¸ 0,3)D;
внутренний диаметр (мм) вибробункера зависит от длины перемещаемых деталей (большие величины коэффициентов принимаются для меньших диаметров вибробункера): D = (6 ¸ 12)l, где l = (25 ¸ 250) — длина загружаемых деталей, мм.
Коэффициент проходимости деталей в вибробункере
 ,
,
где G — вес детали, перемещаемой в вибробункере, кг; Wo — сопротивления, встречающиеся на пути детали при перемещении ее в вибробункере, в виде неровностей поверхности (шероховатость и кривизна стенок вибробункера и т. д.), кг.
Практически h пр = (0,7 ¸ 0,97)l (большие значения h пр принимают для загружаемых деталей большей длины).
Одновременное движение лотка вибробункера и детали определяется неравенством
Fтр => Fc,
где Fтр — сила трения между поверхностью лотка вибробункера и перемещаемой в бункере деталью, кг; Fc — сила сопротивления перемещению детали по поверхности лотка вибробункера, кг;
шаг спирального лотка вибробункера s = 1,5hд + d, где hд — высота перемещаемой детали в плоскости, перпендикулярной ее движению по лотку вибробункера, мм; d = 1,5 ¸ 2 — толщина стенки лотка, мм;
угол подъема лотка вибробункера tga = s/p D, принимают угол a = 2-4o;
ширина (мм) лотка вибробункера В = bд + (2 ¸ 3), где bд — ширина перемещаемой детали, мм;
средняя скорость (мм/сек) перемещения деталей в лотке вибробункера
 ,
,
где Q — производительность вибробункера, шт/сек; k = 0,5 ¸ 0,8 — коэффициент заполнения вибробункера;
производительность (шт/сек) вибробункера при установившемся режиме работы

где р = 0,33 — вероятность ориентации деталей в лотке вибробункера; l — длина перемещаемой детали в направлении ее движения вдоль лотка, мм.
Колебания вибробункера осуществляются с помощью электромагнитных вибраторов, работающих с частотой 50 и 100 гц. Частота 100 гц применяется у вибробункеров для перемещения небольших деталей с диаметром бункера до 250 мм, частота 50 гц — для вибробункеров с диаметром бункера до 500 мм.
На основании наблюдения за работой вибробункеров можно сделать вывод, что их целесообразно использовать для перемещения мелких деталей. При перемещении средних и более крупных деталей вибробункера сильно шумят. Вибрационные бункера нормализованы.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 1705; Нарушение авторских прав?; Мы поможем в написании вашей работы!