КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологический маршрут
|
|
|
|
Настоящая тема включает составление технологических маршрутов обработки деталей без подробной проработки отдельных технологических операций. Для практики студенты ограничиваются проектированием единичного технологического процесса с маршрутно-операционным описанием.
Маршрут ― последовательность (порядок) обработки. Рассматривают маршрут обработки отдельных поверхностей и маршрут обработки заготовки в целом. В первом случае по заданному квалитету точности и шероховатости данной поверхности и с учетом размера, формы, материала массы детали выбирают наиболее рациональный способ окончательной обработки. Зная вид заготовки, таким же образом выбирают начальный метод маршрута. Базируясь на завершающий и первый методы обработки, устанавливают промежуточные. При этом придерживаются следующего правила: каждый последующий способ обработки должен быть точнее предыдущего. Это значит, что каждая очередная операция, переход или рабочий ход должны выполняться с меньшим технологическим допуском, обеспечивать повышение качества и снижение шероховатости обрабатываемой поверхности.
Технологический допуск на промежуточный размер и качество поверхности, полученные на предшествующем этапе обработки, должны находиться в пределах, при которых можно использовать намеченный последующий метод обработки. Нельзя, например, после сверления выполнять чистовое развертывание; нужно после сверления, перед чистовым развертыванием, выполнить зенкерование или черновое развертывание и т.д. Из большого числа возможных вариантов выбирают маршрут, обеспечивающий наименьшую трудоемкость и минимальную суммарную себестоимость обработки [5, c.39-50; 7, с.59-68; 14, c.237-239 и др.].
|
|
|
При разработке технологического маршрута обработки заготовки главной задачей является формулировка содержания каждой технологической операции и составление общего плана (последовательности) их выполнения. От логического порядка выполнения операций во многом зависят и качество, и производительность, и экономичность обработки детали. При решении этой задачи следуют общим указаниям:
― сначала обрабатывают поверхности, служащие в дальнейшем технологическими базами;
― затем обрабатывают поверхности, с которых снимается наибольший слой металла, что позволяет своевременно обнаруживать и устранять внутренние дефекты в заготовках, а также снять внутренние напряжения;
― обработка остальных поверхностей ведется в последовательности, обратной степени их точности;
― заканчивают обработку теми поверхностями, которые являются наиболее точными и наиболее важными для нормального функционирования детали;
― вспомогательные операции (сверление мелких отверстий, снятие фасок, прорезка канавок, галтелей, зачистка заусенцев и т.п.) выполняют на стадии чистовой обработки;
― отделочные операции, такие, как шлифование, хонингование, притирка и прочие выполняют в последнюю очередь, обычно после термической, химико-термической и других немеханических операций, делящих, как правило, весь техпроцесс на части;
― технический контроль проводят после тех операций, на которых вероятно повышение брака, после сложных дорогостоящих операций, после законченного цикла, а также в конце обработки деталей.
Разрабатывая маршрут обработки детали, одновременно производят предварительную наметку технологических операций без подробной проработки их содержания (эскизный вариант маршрута). Рекомендуется при разработке операций на данном этапе ограничиться эскизами, на которых красными (или жирными) линиями выделить поверхности, подлежащие обработке без нанесения размеров. Кроме того, символами ЕСТД указывают технологические базы, по возможности совмещая их с конструкторскими и измерительными.
|
|
|
Для выполнения каждой операции подбирают оборудование (модель станка), оснастку и оговаривают прочие условия обработки. В условиях массового производства применяют высокопроизводительные станки: полуавтоматы и автоматы, агрегатные станки и автоматические линии. Для сокращения вспомогательного времени станочные приспособления снабжают быстродействующими зажимными механизмами; многоинструментальные наладки комплектуют наряду со стандартным, специальным режущим инструментом повышенной стойкости; автоматизируют вспомогательные операции, такие, как загрузка-разгрузка, перемещение обрабатываемых заготовок от станка к станку, технический контроль и пр.
Техпроцессы серийных производств оснащают, как правило, универсальным оборудованием, в том числе станками с ЧПУ, и стандартной оснасткой. Применяют универсальные и групповые приспособления. При переменно-поточной форме организации производства применяют автоматизированные линии с использованием манипуляторов и промышленных роботов, управляемых ЭВМ.
В общем случае при выборе оборудования и оснастки руководствуются рекомендациями [5, с.51-58; 7, с.71-72; 12, c.132-135 и. др.].
Изложенная методика построения технологического маршрута не является обязательной и требует творческого подхода в каждом конкретном случае. Каждый раз при разработке маршрута следует ориентироваться на типовые технологические процессы обработки деталей данного класса, с успехом используемые в различных отраслях машиностроения и подробно описанные в технической литературе [10, 14, 17, 25 и пр.].
Практику по теме завершают составлением в пояснительной записке таблицы (см. табл.5) с эскизным вариантом укрупненного технологического маршрута обработки детали (всего на 8―10 основных технологических операций) и обязательного четкого логического обоснования всех принятых решений, ссылками на первоисточники с рекомендациями и типовыми маршрутами. Далее подробно разрабатывают технологические операции.
|
|
|
Пример 5. Разработать технологический маршрут обработки детали (рис.10) в условиях серийного производства.
Производство различных типов зубчатых колес хорошо отработано. Типовые технологические процессы деталей данного колеса приводятся в [12, 14, 17, 25]. Их анализ показывает, что после выполнения заготовительных операций механическую обработку выполняют, как правило, в следующей последовательности: первоначально осуществляют предварительную обработку заготовки по всем поверхностям; затем производят чистовую и окончательную обработки отверстия в ступице (в том числе нарезание шлиц или шпоночных пазов), используемого в дальнейшем в качестве технологической базы для нарезания зубьев, чистовой и окончательной обработки остальных поверхностей. Для выполнения этих операций заготовку устанавливают на оправку. Соблюдается принцип совмещения технологической базы с конструкторской, что облегчает выполнение финишных операций и способствует повышению их точности.
Воспользуемся рекомендациями из отмеченной литературы, приложением 3 и с учетом принятых способов обработки поверхностей (см. пример 4) составим эскизный вариант маршрута обработки детали (табл.5). Маршрут включает в себя 8 основных механических операций: операция 05 ― токарная (подробно проработана в примере 6); операция 10 ― шлицепротяжная (схема операции одноместная, одноинструментальная, наиболее рациональная из возможных);операция 20 ― токарная (схема обработки ― одноместная, многоинструментальная), чистовая обработка всех поверхностей, включая скос на венце, ведется по программе на станке с ЧПУ; операция 25 ― зубофрезерная (схема обработки двухместная, одноинструментальная), обеспечивает необходимую точность при максимальной производительности и т.д. Заканчивают обработку шлифованием по наружному диаметру и торцам венца (операция 40) и шлифованием зубьев шестерни (операция 50, 55) после их термической обработки на установке ТВЧ. Далее следует моечная, контрольная и другие вспомогательные операции.
|
|
|
Для выполнения каждой механической операции по справочникам [2, 25 и 5] предварительно подобраны современные, наиболее производительные станки отечественного производства. Подробный технологический маршрут изложен на КТП (см. приложение 1).
| Оборудование | Токарный восьмишпиндельный вертикальный полувтомат мод. 1К282 | Протяжной вертикальный станок для внутреннего протягивания мод. 7Б65 | Токарный станок с ЧПУ мод. 16К20ФЗ | Зубофрезерный полуавтомат вертикальный мод. 5В312 | Полуавтомат зубозакругляющий мод. 5Е580 | Круглошлифовальный универсальный станок мод. 3Т160 | Зубошлифовальный станок мод. 5В8ЗЗ | ||||||||
| Эскиз, базирование, примечания | 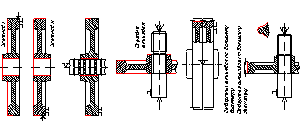
| ||||||||||||||
| Содержание операции | Токарная обработка по наружному диаметру противобазового и базового торцов, зенкерование предварительное и чистовое, снятие фасок | Протягивание шлицевого отверстия шлицевой протяжкой | Зачистка заусенцы на шлицевом отверстии (опиловочная) | Чистовая токарная обработка базового, противобазового торца и наружной поверхности | Нарезание зубьев m = 2.5 c припуском под шлифование 0,1―0,2 мм на сторону | Зубозакругление | Термическая, закладка венца ТВЧ | Шлифование по наружному диаметру венца и базовому торцу | Шлифование зубьев на центровой оправке (предварительное и окончательное) | При установке проверять биения торца и венца | |||||
| Номер операции | |||||||||||||||

|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 3149; Нарушение авторских прав?; Мы поможем в написании вашей работы!