КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Жидкое биотопливо 2 страница
|
|
|
|
3. Бутанол – гораздо менее агрессивное вещество, чем этанол, поэтому может транспортироваться по существующим топливным трубопроводам, тогда как этанол должен транспортироваться железнодорожным или водным транспортом.
4. Бутанол можно смешивать с бензином.
5. Бутанол может полностью заменять бензин, тогда как этанол может использоваться только как добавка к бензину с максимальным содержанием в смеси не более 85% и только после существенных переделок двигателя. В настоящее время в мире преобладают смеси с 10%-ным содержанием этанола.
6. Производство бутанола помогает решить проблемы, связанные с инфраструктурой снабжения водородом.
7. Измененный бутанол имеет более высокий выход энергии (10 Вт-ч/г), чем этанол (8 Вт-ч/г).
8. При горении бутанол не производит окислов серы или азота, что дает существенную дополнительную выгоду с точки зрения экологии.
Таким образом, биобутанол более экономичен, чем смесь этанола с бензином, он улучшает топливную эффективность автомобиля и увеличивает пробег на единицу расходуемого топлива. Биобутанол получается из того же самого сырья – кукурузы, сахарной свеклы, сорго, маниоки, сахарного тростника, кукурузных стеблей и другой биомассы, что и этанол, но может заменять бензин в равном объеме.
Развитие технологий производства бутанола I поколения
Environmental Energy
Ферментация АБЭ с помощью бактерий Clostridium acetobutylicum – один из первых процессов, примененных для промышленной ферментации бутанола. На основе использования упомянутых анаэробных микроорганизмов впервые в мире была создана такая отрасль, как микробиологическое производство. Однако до получения штамма под названием Clostridium beijerinkii и создания новой технологии компанией Environmental Energy, ферментация была сложным и трудноуправляемым процессом.
|
|
|
При типичной ферментации АБЭ вначале бактерии Clostridium acetobutylicum производят масляную, пропионовую, молочную и уксусную кислоты (стадия производства кислоты), затем водородный показатель культуры снижается и таким образом инициируется метаболический сдвиг к стадии производства растворителя, в результате чего получается бутанол, ацетон, изопропанол и этанол.
Сдвиг инициируется повышением концентрации масляной кислоты более 2 г/л и снижением водородного показателя менее 5. При использовании обычной АБЭ ферментации выход бутанола из глюкозы низок: примерно 15% и редко превышает 25% (1,3 галлона на бушель). Производство бутанола ограничивается тем, что при концентрации в 1,0–2,0% бутанол существенно блокирует рост клетки и может вызвать прекращение ферментации. Поэтому концентрация бутанола при обычном АБЭ процессе обычно не превышает 1,3%. Все попытки, предпринятые за последние 20 с лишним лет, позволили в лучшем случае получить бутанол с концентрацией менее 2,0%, при производительности 4,46 г/л/ч и выходе бутанола менее чем 25% от веса глюкозы.
В начале 21 века Hans Blaschek, профессор пищевой микробиологии Университета штата Иллинойс, получил новый штамм бактерии Clostridium. В 2004 году Clostridium beijerinkii был выбран Министерством энергетики США для генного картирования. Работа проводилась в Объединенном институте геномов в Калифорнии. В апреле 2006 года на конференции в Университете штата Иллинойс, посвященной биоэнергии, профессор Hans Blaschek выступил с сообщением о существенном прогрессе в своей разработке технологии производства бутанола.
Используя запатентованный им генетически измененный микроорганизм Clostridium beijerinkii, он успешно преобразовал кукурузу в бутанол. Для инициации процесса ферментации профессор использовал полученную им карту генома микроорганизма. В дальнейшем, используя результаты анализа генома, он планирует вывести второе, еще более эффективное поколение микроорганизма Clostridium beijerinkii.
|
|
|
Кроме того, профессор Hans Blaschek разработал основы технологии получения бутанола путем извлечения из газа. При этом бутанол будет недорогим и без загрязнений, возможных при использовании технологий, основанных на применении мембран.
В планах ученого – масштабировать ферментационный процесс получения бутанола с помощью существующего штамма Clostridium beijerinkii, подобрать эффективное зерновое сырье и тип зерновых волокон для производства бутанола, а также создать второе поколение микроорганизмов.
Чуть позже, объединив в процессе два очередных, новых штамма бактерий и предъявив ряд инженерных решений, компания Environmental Energy заявила о создании полноценной технологии получения биобутанола. Компании был выдан патент США №5 753 474 «Непрерывный двухступенчатый анаэробный ферментационный процесс получения бутанола и других органических растворителей с использованием двух различных штаммов бактерий». Патент описывает технологию, которая позволяет надеяться на полу-чение эффективного и экономически рентабельного бутанола. Использование компанией сдвоенных био-реакторов с иммобилизованными клетками непрерывного действия увеличивает выход бутанола до 2,5 галлона на бушель зерна плюс дополнительных 0,6 фунта водорода в качестве побочного продукта.
Первоначально разработка была осуществлена на средства федерального гранта, выделенного Министерством энергетики США в рамках программы развития малого бизнеса, и в сотрудничестве с доктором S.T. Yang из университета штата Огайо, который предоставил компании для этих целей запатентованный им биореактор.
Оптимизация процесса ацетон-бутанол-этанольной (АБЭ) ферментации и получение бутанола посредством масляной кислоты, преобразованной из углеводов, позволило существенно увеличить выход, объемную производительность и концентрацию бутанола. Использование компанией Environmental Energy иммобилизированных культур Clostridium tyrobutyricum и Clostridium acetobutylicum позволяет получить оптимальную производительность бутанола 4,64 г/л/ч и выход 42% от веса глюкозы, или 2,5 галлонов на бушель зерна (35 фунтов крахмала/лактозы/ сахара).
|
|
|
По сравнению с обычным АБЭ процессом, технология компании Environmental Energy устраняет производство нежелательных продуктов, включая уксусную, молочную, пропионовую кислоты, ацетон, изо-пропанол и этанол, таким образом, сохраняя углерод и производя только углекислый газ, водород, масляную кислоту и бутанол. Этот процесс удваивает выход бутанола с 1,3 галлонов до 2,5 галлонов на бушель зерна.
Кроме того, новая технология связана с производством побочного водорода, который также является альтернативным топливом. Принимая во внимание попутное производство водорода, новая технология позволяет получить из бушеля зерна на 42% больше энергии, чем производится в ходе обычного получения этанола – 25% этой разницы дает бутанол и 18% – водород. Важно понимать, что даже в отсутствие технической базы для применения водорода в качестве альтернативного источника энергии – он является ценным химическим продуктом, востребованным во многих подотраслях химической промышленности.
Компанией Environmental Energy на территории США создана экспериментальная установка по про-изводству биобутанола, на которой, по заявлениям специалистов компании, биобутанол можно произво-дить из всего, что растет на земном шаре. Сначала компания Environmental Energy намерена наладить про-изводство биобутанола для рынка растворителей, а в дальнейшем продавать его как альтернативное топ-ливо.
DuPont и ВР
В 2006 BP и DuPont объявили о совместной деятельности по выпуску передового биотоплива, обозначив своей главной целью биобутанол. В 2008 г. компании объявили о результатах тестирования топлива, включая данные о том, что:
- 16% биобутаноловая смесь действует так же, как и 10% этаноловая смесь;
- смеси с большим содержанием бутанола также показали себя с лучшей стороны;
- плотность энергии биобутанола ближе к неэтилированному бензину;
- биобутанол не смешивается с водой.
Ранее в 2008 г. компании заявили, что в рамках партнерства велась разработка бутанола-1 и бутанола-2 (последний называется изомером бутанола, он содержит 4 атома углерода, но атомы спирта расположены в ином порядке). Цель партнерства – разработать к 2010 году процесс производства биобутанола экономически равный процессу производства биоэтанола. В настоящий момент компании подали заявки на более чем 60 патентов в областях биологии, ферментной обработке, химии и конечном использовании биобутанола.
|
|
|
В целом BP и DuPont проинвестируют около 400 млн. долларов в строительство нового завода. Завод займется производством биоэтанола, при этом вторая, небольшая демонстрационная мощность приступит к выпуску биобутанола. Позднее все предприятие может быть переоборудовано для производства бутанола.
Завод по производству этанола будет построен на уже существующем химическом производстве BP. Строительство завода завершится в конце 2009 г. Мощность производства составит 420 млн. литров биоэтанола в год. Этанол будет производиться из пшеницы. Смонтированный на общей площадке демонстрационный завод сможет производить 20 тыс. литров в год биобутанола из различного биологического растительного сырья, преимущественно – сахарсодержащих и крахмалсодержащих культур.
Процесс ферментации в биотехнологии
Проблема улучшения технологии процесса и микроорганизмов, которые осуществляют ферментацию, также являются движущей силой научных и правительственных исследований. Например, Nasib Qureshi изучал процесс биобутанолового производства более 20 лет. Он приехал в США из Новой Зеландии, чтобы разработать мембранный процесс для более эффективного получения бутанола из ферментационной среды. Он также работал над получением эффективных бутаноловых биореакторов. В последние годы, однако, его исследование получило новое направление. Оно сфокусировано на оптимизации процесса для более экономичных сырьевых ресурсов, таких, как солома пшеницы, ячмень, просо, фураж.
Прежде всего, в микробиологическом процессе ферментации бутанола есть одна парадоксальная особенность: хотя бутанолобразующая бактерия создает энзимы, которые конвертируют простые сахара в алкоголь, сам бутанол токсичен для этих микробов. Результатом такого бутанолового ингибирования является низкая концентрация спирта в ферментирующей среде, что приводит к снижению выхода бутанола и увеличению издержек производства. Это проблемы, которые возникают при использовании высокоочищенного сырья. Когда используется более дешевое биологическое сырье, дополнительные бактериальные ингибиторы вырабатываются на стадии предварительной обработки.
Развиваются стратегии по снижению токсичности бутанола и увеличению выхода, включая несколько интегрированных уровней в процессе управления микробиологическими культурами. Общий процесс, который команда Qureshi разработала для производства бутанола из сельскохозяйственных отходов, включает четыре этапа:
- первоначальная обработка, которая раскрывает оболочку клеточной структуры и удаляет лингин;
- гидролиз гемицеллюлозы и целлюлозы на простые гексозные и пентозные сахара, используя энзимы;
- ферментация простых сахаров в бутанол, используя чистую культуру Clostridium beijerinckii P206, анаэробные бактерии;
- получение бутанола.
Уникальная характеристика процесса состоит в том, что последние три этапа сочетаются и осуществляются в одном реакторе. Команда Qureshi сейчас занимается получением патента на этот процесс.
К тому же Qureshi сотрудничает с Lars Angenent, специалистом в области окружающей среды Вашингтонского университета, также как и с другими специалистами Исследовательского подразделения министерства сельского хозяйства США, чтобы повысить рентабельность этапа гидролиза. Идея состоит в том, чтобы заменить необходимые энзимы, которые зачастую дорого стоят, на смешанную культуру микроорганизмов. В сотрудничестве с Qureshi, Angenent будет использовать микробы, собранные из осадка в метантанке, и микробы из овечьего рубца, чтобы ферментировать предварительно обработанные волокна кукурузы в масляную кислоту. Полученное решение будет отправлено в лабораторию Qureshi, где будет ферментировано в бутанол при помощи монокультуры Clostridium.
Сотрудничество находится еще в периоде становления, оно финансируется грантом, полученным от министерства сельского хозяйства США. В настоящее время команда Angenent работает над оптимизацией производства масляной кислоты, изменяя такие условия, как pH и температура. Когда условия будут благоприятны для производства масляной кислоты в значительных количествах, Qureshi примет руководство на себя.
Развитие технологий производства бутанола II поколения
ОАО «Корпорация «Биотехнологии».
ОАО «Корпорация «Биотехнологии» делает ставку на производство биобутанола II поколения, который производится из возобновляемых непищевых источников сырья – опилок, соломы, торфа. Такой подход не просто решает проблему использования не по назначению сельхозпродукции, но и помогает справиться с еще одной серьезной проблемой – повсеместным скоплением отходов, попросту замусориванием территорий. ОАО «Корпорация «Биотехнологии» разработали и предлагают такую технологию производства биобутанола, когда в качестве первичного сырья используются целлюлозосодержащие отходы сельхоз-переработки и лесной промышленности. Сама по себе эта технология уникальна, имеет инновационный характер. По сути, из целлюлозосодержащего сырья извлекается ферментативный бутанол.
В целлюлозе главная проблема – это чисто научная проблема: как ее разрушить для того, чтобы могли работать ферменты. В российском изобретении эта проблема решается с помощью помола до микронных размеров – это первый этап, который позволяет вскрыть целлюлозу.
Многие зарубежные компании, уже вложили сотни миллионов долларов в разработку подобной технологии. Но все усилия оказались напрасными, особенно в части реализации в промышленном масштабе. По заявлениям ОАО «Корпорация «Биотехнологии» их научные разработки оказались более успешными.
Более того, 9 сентября 2008 г. на предприятии ОАО «Восточно-Сибирский комбинат «Биотехнологии» (ВСКБТ) в г. Тулуне Иркутской области на опытно-промышленной установке по данной технологии был успешно произведен первый в мире биобутанол из древесины. На полученном биобутаноле (в различных пропорциях с бензином) из Тулуна в Тольятти совершили пробег в рамках совместного проекта с ОАО «Автоваз» три автомобиля Lada Kalina. Заправленные биотопливом (смесью бензина и биобутанола), они преодолели расстояние в 4 тыс. километров и без каких-либо осложнений доехали до конечного пункта. Произведенные промежуточные и финальные замеры показали значительное снижение двигателями этих машин вредных выбросов в атмосферу.
2.4 Биодизель
Биодизелем называется метиловый эфир, который образуется в результате химической реакции с участием на основе различных жиров. Это могут быть жиры животного, растительного или микробного происхождения.
В частности, с успехом применяется рапсовое масло, кокосовое масло, отходы пищевой промышленности. В принципе, каждая страна использует те растения, которые доступны в этой климатической зоне. Поэтому список сырьевых растений можно ещё долго продолжать и там будут находиться экзотичные для европейца названия (ятрофа или соя).
Производят биодизель следующим образом. Молекулы жира состоят из так называемых триглицеридов. Это соединения трёхвалентного спирта глицерина с тремя жирными кислотами.
Чтобы получить метиловый спирт необходимо дополнить семь массовых единиц растительного масла одной массовой единицей метанола. Кроме того, производится замена глицерина метанолом (этанолом) в глицериновых эфирах.
Для осуществления замены производится реакция между жиром и спиртом. Следствием этого процесса является образование метилового эфира и нерастворимого глицерина.
Для повышения скорости реакции обычно повышается температура, вводится дополнительное количество спирта или используются катализаторы. Необходимое количество катализатора зависит от свойств сырья и результатов проведения предварительных реакций.
Главным препятствием в этом процессе является ограниченная взаимная растворимость спирта и жира. Данный фактор определяет двухфазный характер реакции. Впрочем, этот недостаток достаточно легко устраняется благодаря интенсивному перемешиванию и диспергированию.
Кроме того, технологии производства постоянно развиваются и совершенствуются. Например, сегодня активно разрабатываются методы производства биодизеля, сырьём для которого послужат разнообразные морские водоросли.
При этом к любому виду биодизеля выдвигается ряд требований, необходимых для получения высококачественного продукта.
Например, после прохождения реакции переэтерификации содержание метиловых эфиров обязательно должно превышать девяносто шесть процентов.
Также производится сушка метиловых эфиров жирных кислот. Это необходимо потому, что вода благоприятно действует на микроорганизмы и является главной причиной их появления.
Существуют определённые ограничения в использовании биодизеля. Так, он пригоден для потребления только в течение первых трёх месяцев после изготовления. По истечении этого срока может произойти разложение продукта.
Экологические аспекты использования биодизеля
Свойство биодизеля подвергаться почти полному биологическому распаду позволяет избежать загрязнения загружающей среды. При попадании в воду биодизель не причиняет вреда животным и растениям и это подтверждено опытами.
Кроме того, биодизель выделяет очень небольшое количество углекислого газа. Это показатель равен количеству углекислого газа, потребляемого тем растением, которое послужило сырьём для вещества. Особенно явно будут видны достоинства биодизеля в сравнении с обычным и привычным дизельным топливом. Например, биологический тип отличается минимальным количеством серы. Ещё один экологический плюс. Впрочем, кроме экологических преимуществ существуют и другие.
Биодизель характеризуется более высоким уровнем безопасности, поскольку воспламеняется при температуре, превышающей отметку в 100 градусов.
Для производства биодизеля необходимо выращивать сырьё, что позволит освоить ранее неиспользовавшиеся земли и создать новые рабочие места. В то же время, по мнению специалистов, земли, на которых растёт это сырьё, быстро истощаются и теряют первоначальные высокие характеристики, что, разумеется, не может не беспокоить и требует выработки методов нейтрализации этого недостатка.
Технологическая схема производства биодизеля в потоке
В состав установки для получения биодизеля EXON входят: блок приготовления и дозирования метоксида (раствора NaOH в метаноле), блок дозирования масла, блок теплообменников и конденсаторов, блок трансэтерификации, сепаратор, рекуперативные выпарные аппараты (биодизеля и глицерина), блок фильтров-сорберов (рис. 7.8).
Блок приготовления и дозирования метоксида состоит из смесителя-дозатора, буферной емкости и объемного дозатора (мерника) с фильтром колебаний потока. Метанол подается насосом в емкость смесителя-дозатора в количестве задаваемом датчиками уровня. Туда же из бункера шнековым питателем подается катализатор. Доза катализатора отмеривается автоматическим весовым дозатором и сбрасывается в метанол. После отмеривания реагентов производится их перемешивание (растворение) мешалкой в течение заданного времени. Готовый раствор подается насосом в буферную емкость. Автоматизация приготовления метоксида позволяет избежать ошибок и значительно уменьшить затраты труда. Из буферной емкости с помощью насоса и системы электромагнитных клапанов метоксид периодически подается в мерник, цилиндрический сосуд с датчиками уровня. Задавая объем мерника и частоту наполнения можно получить требуемую величину среднего объемного расхода метоксида с высокой точностью. Из мерника метоксид направляется в фильтр колебаний потока - емкость с поплавковым регулятором расхода. Фильтр колебаний потока позволяет превратить периодический поток после мерника в непрерывный с небольшими вариациями, необходимый для оптимальной работы теплообменных и выпарных аппаратов.
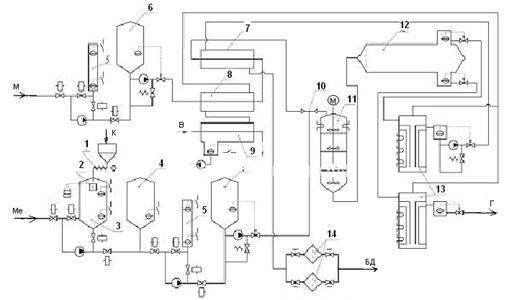
Рис.7.8 – Технологическая схема получения биодизеля в потоке
1 – питатель винтовой, 2 – весовой дозатор, 3 – дозатор-растворитель, 4 – буферная емкость, 5 – объемный зозатор, 6 – фильтр колебаний потока, 7 – теплообменник, 8 – конденсатор-подогреватель, 9 – конденсатор, 10 – инжекционный смеситель, 11 – модуль трансэтерифекации, 12 – сепаратор, 13 – выпарной аппарат, 14 – фильтр-сорбер.
М – масло, Ме – метоксид, К – катализатор, Г – глицерин, БД – биодизель, В – вода.
Блок дозирования масла состоит из мерника и фильтра колебаний потока, устройство их аналогично таковым для метанола, на выходе получается заданный объемный расход масла. Система регулирования расхода компонентов при помощи мерников проста, надежна, обеспечивает высокую точность задания расхода компонентов, достаточную для соблюдения любой заданной рецептуры. Масло подогревается до температуры реакции в пластинчатых теплообменниках и направляется в модуль трансэтерифекации. Модуль трансэтерификации состоит из блока последовательно соединенных реакционных объемов оснащенных мешалками. На вход модуля подается метоксид и масло. Последовательно соединенные объемы обеспечивают невозможность проникновения непрореагировавших компонентов на выход модуля при непрерывном перемешивании и проточном характере работы модуля. Полученная в модуле эфирно-глицериновая смесь подается в гравитационный сепаратор.
Сепарация осуществляется путем осаждения более плотной глицериновой фазы под действием силы тяжести в длинной горизонтальной цилиндрической емкости - сепараторе. Смесь подается с входного торца емкости через распределитель-успокоитель потока. Емкость сепаратора такова, что движение смеси от одного торца цилиндра к другому занимает порядка 12 часов, за это время смесь разделяется на глицериновый и эфирный слой. На выходном торце сепаратора установлены поплавковые регуляторы уровня через которые отводятся продукты разделения. По сравнению с центробежными, гравитационный сепаратор прост, не имеет движущихся частей, надежен и отличается предсказуемым разделением. Горизонтальный сепаратор работает в проточном режиме и отличается более четким разделением в сравнении с вертикальными емкостями-отстойниками периодического действия. Глицериновая и эфирная фазы направляются в рекуперативные аппараты для удаления растворенного избыточного метанола.
В рекуперативных выпарных аппаратах пленочного типа п ленка раствора стекает по обогреваемой поверхности температура которой возрастает по ходу движения сверху вниз. Горячий глицерин или эфир после выпаривания по специальным каналам в обогреваемой поверхности движется снизу вверх отдавая приобретенную тепловую энергию выпариваемому раствору (рекуперация тепла). Глицерин и эфир выходят из выпарного аппарата с практически такой же температурой как у исходных растворов, тоесть энергия расходуется практически только на испарение метанола, в отличие от нерекуперативных выпарных аппаратов и кипятильных емкостей, в которых энергия уносится горячей жидкостью выходящей из аппарата. Конструкция пленочного выпарного аппарата со встречными потоками жидкости и пара позволяет работать в непрерывном режиме и получить высокую степень очистки продуктов от метанола. Применение выпарных аппаратов позволяет использовать любое соотношение спирта и масла необходимое для оптимального протекания реакции трансэтерификации, т.к. избыток спирта будет удален. После выпаривания метанола глицерин направляется на склад.
Эфир (биодизель) направляется в пластинчатый теплообменник, где отдает тепловую энергию встречному потоку масла (это позволяет сократить потребление электроэнергии в 5-6 раз). Пары метанола конденсируются в теплообменнике-конденсаторе отдавая теплоту конденсации потоку масла. Таким образом осуществляется рекуперация тепла, внешняя энергия на подогрев масла не расходуется. Несконденсировавщиеся пары метанола окончательно конденсируются в водяном конденсаторе.
Далее эфир подвергается фильтрованию и сорбционной очистке в блоке фильтров-сорберов. Блок состоит из двух емкостей заполненных сорбентом. Фильтр-сорбер задерживает механические загрязнения и удаляет из эфира катализатор (щелочь) и прочие примеси. Отработанный сорбент периодически заменяют новым через люки. Для замены сорбента один из аппаратов отключают. Применение сорбентов позволяет гарантировать высокое качество очистки биодизеля. Полученный биодизель направляется на склад. Всеми процессами управляет микроконтроллер, программа которого определяет параметры технологического процесса. Ручной труд необходим только для загрузки щелочи в бункер смесителя-дозатора блока приготовления метоксида и для замены сорбента в фильтрах-сорберах.
|
|
|
|
|
Дата добавления: 2014-11-08; Просмотров: 1149; Нарушение авторских прав?; Мы поможем в написании вашей работы!