КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Гибкие производственные системы сборки
Составной частью гибкого сборочного производства является ГПМ. Последний служит для сборки изделий различной номенклатуры, может встраиваться в ГПС и функционировать в автоматическом режиме. В качестве основного технологического оборудования ГПС
Рис. 5.29. ГПМ сборки на основе:
а — ПР; б — гибкой сборочной машины; в — ПР и гибкой сборочной машины
сборки используют программируемые сборочные станки или ПР. Помимо основного оборудования ГПМ имеет периферийные устройства-накопители, устройства загрузки-выгрузки, бункерно-магазинные устройства, устройства ориентации деталей и сборочных единиц, а также технологическую оснастку и САК.
На рис. 5.29 показаны ГПМ сборки изделий массой до 1 кг с габаритными размерами не более 120* 120х 120 мм и числом элементов в изделии не более десяти.
Основной компонент ГПМ (рис. 5.29, а) — манипулятор I, управляемый центральным процессором, выполненным на основе ЭВМ "Электроника-60", расположенной в стойке 2. Манипулятор обладает шестью степенями свободы и оснащен сменными захватами, сборочными инструментами и магазином для них; его грузоподъемность 2,5 кг, точность позиционирования ±0,1 мм. Манипулятор обслуживает входящие в состав ГПМ двухъярусный двухленточный конвейер 3, перемещающий спутники 4 с деталями, _ а также кассеты 5 с компонентами, расположенными на пневматических поворотных платформах.
На рис. 5.29, б показан ГПМ на основе программируемой сборочной машины, которая размещена в стойке 6. Сборочная машина оснащена многоинструментной сборочной головкой 7 с электроприводом, манипулятором 8 (грузоподъемность 10 кг), двухкоординатным столом 9, имеющим дискретно или непрерывно перемещающуюся платформу. Манипулятор обслуживает рабочую зону машины и конвейер 3.
В состав ГПМ (рис. 5.29, в) входят: манипулятор У, выполняющий часть сборочных операций, и сборочная машина, объединенные транспортным конвейером 3 с несинхронным ритмом. Этот ГПМ имеет наибольшие технологические возможности и может выполнить следующие операции: прием, позиционирование и фиксацию спутников, поступающих на конвейер; базирование ориентированных базовых компонентов на спутниках; установку присоединяемых элементов на базовые; сопряжение деталей; закрепление сопряжений деформированием материала или склеиванием; нанесение смазочных материалов на компоненты; контроль сил и моментов при сопряжении и закреплении, результатов сборки; расфиксацию и съем со спутников бракованных и годных изделий и раздельную их укладку.
ГПМ могут быть с линейным, параллельным, круговым и объемным расположением ПР. Управление ГПМ может быть жестким и адаптивным.
При встраивании рассматриваемых ГПМ в ГПС их соединяют параллельно, последовательно или параллельно-последовательно посредством межмодульного конвейера.
РТК сборки строится по модульному принципу. В качестве модулей, из которых компонуют РТК, используют: ПР; модули их крепления; загрузочные устройства (шиберные, кассетные, вибробункера, координатные столы и т.д.); накопители; блоки синхронизации системы управления, контроля, блокировки; захваты (вакуумные, механические, магнитные, комбинированные, специальные и т.д.); инструмент для оснащения руки ПР с целью выполнения определенных технологических операций (затачивания, сварки, пайки и т.д.); устройства технологического оснащения (зажимные устройства, устройства для развальцовки, смазывания клеем, термованны и т.д.). Путем целесообразного комбинирования указанных унифицированных модулей можно построить различные по назначению РТК сборки.
В общем случае при компоновке из данных модулей можно получить четыре типа базовых структур (компоновок) РТК.
1. В РТК первого типа (рис. 5 30, а) один ПР 4 обслуживает одну единицу технологического оборудования 3 или одно рабочее место. Для подачи деталей в зону захвата ПР используется загрузочное устройство 5, а для разгрузки готового изделия-склиз 2 и разгрузочное устройство 1.
Возможна компоновка РТК данного типа с двумя ПР (рис. 5.30, б) 2 и 4. В данном случае эффективность РТК повышается вдвое. Такие РТК используются в мелко- и среднесерийном производстве для реализации сборки по групповой технологии.
2. РТК второго типа (рис. 5.30, в) имеет один ПР 4, обслуживающий несколько единиц технологического оборудования 2 и 7 или несколько рабочих мест. ПР перемещается по монорельсу 5. В качестве загрузочных устройств используются вибробункера J и б. Готовые изделия разгружаются устройствами / и 5 с лотками. РТК управляется групповой системой управления 9.
Используют РТК данного типа с круговой компоновкой (рис. 5.30, г). ПР 5 установлен в центре обслуживания технологического оборудования 2—4, загрузка и разгрузка выполняются в одной позиции устройством 1. РТК управляется системой 6 группового управления.
РТК такого типа целесообразно использовать на длительных (несколько минут) операциях сборки для обслуживания двух и более рабочих мест. По составу РТК близки к технологическим линиям, так как в них входят несколько единиц технологического оборудования, обслуживаемого одним ПР. Их использование в групповых поточных линиях с широкой номенклатурой выпускаемых изделий в условиях среднего и крупносерийного производства нерационально вследствие жесткой связи оборудования. Кроме этого, РТК не имеют системы периориентации деталей (крестовые, промежуточные столы и т.д.) при переходе от одной операции сборки к другой. Эффективность таких РТК по сравнению с РТК первой группы выше благодаря большему числу единиц обслуживаемого оборудования.
3. В РТК третьего типа несколько ПР (рис. 5.30, д) 3, 6 и 8 одновременно обслуживают одну единицу 5 технологического оборудования или одно рабочее место. Базовую деталь подает ПР 10 и загрузочное устройство 1. Сборочные единицы для выполнения очередной операции сборки подают загрузочные устройства 4, 7 и 9. Разгрузку выполняет ПР 3 и устройство 2.
4. В РТК четвертого типа ПР (рис. 5.30, ё) 3, 5 и 8 одновременно обслуживают несколько единиц технологического оборудования 4 и 7. Этот вариант компоновки выгоден тем, что ориентация деталей происходит только в исходном положении загрузочного устройства 2, а дальнейшая передача осуществляется посредством основания ПР 6 и передающих устройств 10. Разгрузочное устройство 9 выгружает готовые изделия. РТК управляется системой 1 группового управления.
В ГАЛ сборки технологическое оборудование расположено в принятой последовательности технологических операций сборки. ГАЛ используются для сборки изделий ограниченной номенклатуры по
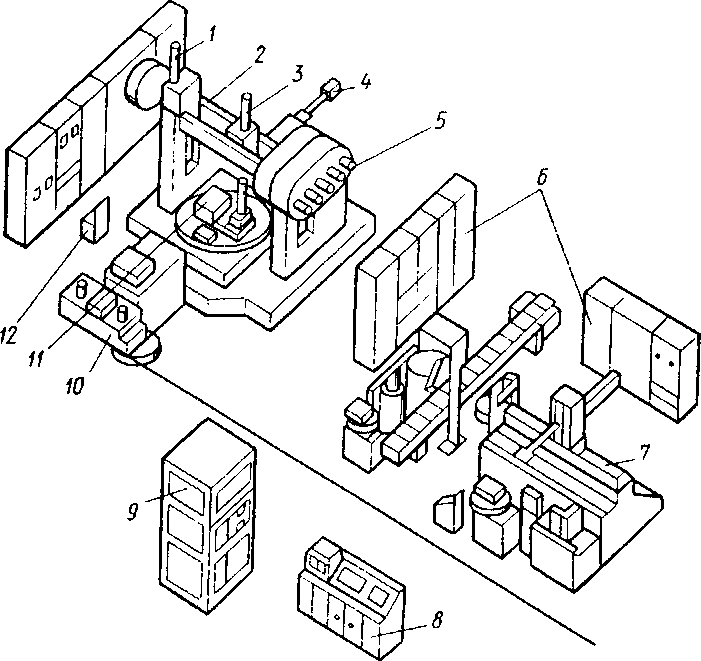 Рис. S.31. Компоновка ГАУ сборки
Рис. S.31. Компоновка ГАУ сборки
|
жесткому заранее установленному маршруту. При этом сборка нескольких изделий может выполняться частью рабочих позиций ГАЛ.
Наиболее распространенным видом ГПС, в которой возможно изменение последовательности использования оборудования, является ГАУ. На рис. 5.31 приведена компоновка ГАУ сборки шпиндельного узла и коробки скоростей, состоящих соответственно из 32 и 37 деталей. Главным компонентом ГАУ является сборочная машина, содержащая два ПР 1 и 3, вертикально установленных над поворотным столом 11. Один из ПР выполняет запрессовку подшипников, другой — завинчивание гаек, а ПР 4 устанавливает детали в горизонтальное положение. Каждый из ПР имеет пять программируемых степеней подвижности и оснащен сменными захватами, в ПР У и J их 20 и 10 шт., а в ПР 4 — 6 шт. Инструмент расположен в магазине 5. Кроме сборки прессованием и выполнения болтового соединения может осуществляться сверление, лазерная сварка.
Автоматизированная транспортно-складская система (АТСС) содержит транспортную тележку 10, которая подает покупные изделия со склада 7 и кассеты 12 со склада 9 на сборочную машину 2.
Система автоматического управления ГАУ размещена в стойке б и соединена линиями передачи информации с основным и вспомогательным оборудованием и главным пультом 8 управления ГАУ.
Структурными единицами интегрированного сборочного производства являются ГАУ и ГАЗ.
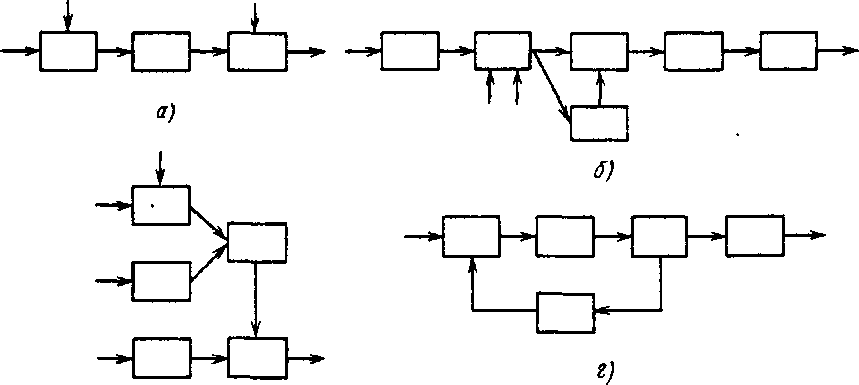
В зависимости от расположения входящих в ГПС сборки подсистем, технологического оборудования каждой подсистемы, характера движения материальных потоков (как внутри подсистем, так и между ними) различают следующие компоновки (рис. 5.32) ГПС: последовательную (линейную, круговую, зигзагообразную); сходящуюся (расходящуюся); ветвящуюся; с обратными связями.
В ГПС с линейной структурой (рис. 5.32, а) оборудование (сборочные машины, ПР) имеет двустороннее расположение. Это дает возможность быстро осуществлять переналадку путем изменения числа рабочих позиций, смены технологической оснастки. Достигается также удобство визуального наблюдения за работой оборудования, безопасность работы обслуживающего персонала. Длительность выполнения операций сборки отдельными модулями должна быть примерно одинакова. Одновременное выполнение на позициях ГПС сборочных операций разного характера обеспечивает высокую производительность.
ГПС с последовательной круговой структурой используется в основном при сборке простых изделий, состоящих из небольшого числа деталей, так как увеличение числа позиций требует дополнительных производственных площадей из-за наличия неиспользуемого пространства, затрудняется обслуживание оборудования и его ремонт.
 в)
Рис. 5.32. Структуры ГПС сборки:
а — последовательная; б — ветвящаяся; в — сходящаяся, г — с обратной связью
в)
Рис. 5.32. Структуры ГПС сборки:
а — последовательная; б — ветвящаяся; в — сходящаяся, г — с обратной связью
|
Для передачи базовой детали с одной позиции на другую чаще всего применяют поворотные столы и вспомогательные ПР.
ГПС с последовательной зигзагообразной структурой обладают преимуществами линейных ГПС и легко встраиваются в границы высвобождаемых для ГПС площадей. В таких ГПС применяют либо горизонтально-замкнутые транспортные системы, либо ПР.
Многопозиционные ГПС со сходящейся (рис. 5.32, б) и ветвящейся (рис. 5.32, в) структурами используют при сборке изделий, имеющей различную длительность выполнения отдельных операций. Эти структуры наиболее распространены, так как операции сборки могут выполняться параллельно-последовательно, чем обеспечивается наибольшая эффективность сборки сложных изделий.
В различных компоновках ГПС бывает произвольное, функциональное или групповое расположение основного оборудования. В первом случае оборудование располагают в соответствии с технологическим маршрутом сборки основной группы изделий, однако в этом случае усложняются и удлиняются транспортные маршруты. При функциональном построении ГПС похожие сборочные процессы выполняют одинаковые модули, что дает возможность осуществлять резервирование, хотя и несколько ограничивает производительность ГПС. В ряде случаев, например, при выполнении сборочных заказов данная структура выгоднее, чем произвольная. При групповой структуре ГПС каждую группу изделий собирает соответствующее оборудование. Возможно постепенное наращивание мощности ГПС, так как каждая единица оборудования может работать автономно.
В ГПС сборочного производства предприятия (ГПСсп) (рис. 5.33) входят: автоматизированная система управления сборочным производством предприятия (АСУсп); база данных сборочного производства предприятия (БДС); автоматизированная система научных исследований сборочного производства предприятия (АСНИсп); система автоматизированного проектирования собираемых изделий (САПРси); автоматизированная система технологической подготовки сборочного производства предприятия (АСТПсп); гибкий технологический комплекс сборочного производства предприятия (ГТКсп). Последний представляет собой интегрированную систему, объединяющую все ГПС сборки предприятия на уровне цеха (ГТКсц), участка (ГТКсу), линии (ГТКкл), предназначенные для сборки изделий и их элементов по всему технологическому циклу сборочного производства, синхронность работы которых обеспечивается системой управления ГТКсп. В зависимости от мощности предприятия в ГППсп может входить один или несколько ГАЦ сборки (ГАЦс), один или нескольких ГАУ сборки (ГАУс), одна или несколько ГАЛ сборки (ГАЛс). ГПСсп строят как иерархию различных производственных единиц, имеющих
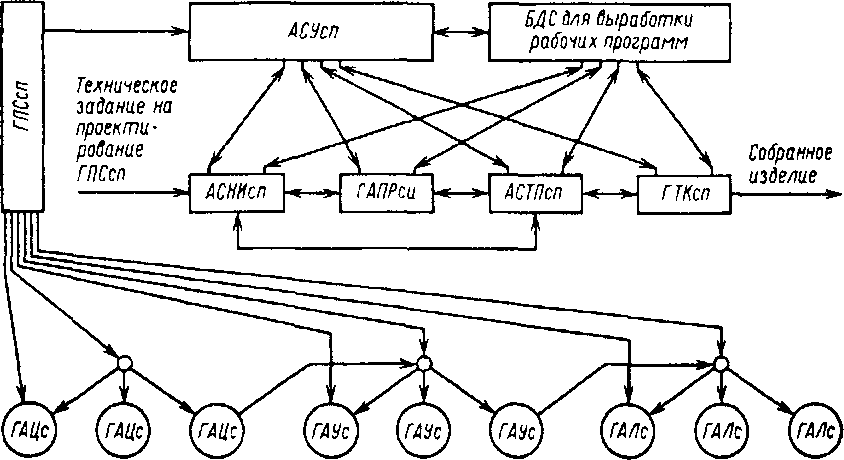 Рис. 5.33. Структура ГПС сборочного предприятия (ГПСсп)
Рис. 5.33. Структура ГПС сборочного предприятия (ГПСсп)
|
разные уровни управления. Объединение производственных единиц в технологическую систему более высокого уровня осуществляется посредством системы управления, обеспечивающей совместное функционирование производственных единиц в соответавии с командами, полученными из системы управления более высокого уровня. Таким образом, система управления ГПСсп представляет собой многоуровневую систему программного управления, реализуемую комплексом ЭВМ, снабженных набором соответствующих управляющих программ. Объединение ЭВМ различных уровней в единый управляющий комплекс осуществляется путем их взаимного сопряжения линиями передачи данных, по которым проходит обмен информацией между ЭВМ одноименного и любого другого уровня.
Управление ГПСсп (рис. 5.34) производится АСУсп, которая получает команды от АСУП. Управление ГТКсп, объединяющим три ГАЦс, осуществляется системой управления ГТКсп. Управление каждым ГАЦс производится соответствующей системой управления ГТКсц. ГАЦс состоит из двух ГАУс, а участок ГАУс — из двух ГАЛс. Управление участками осуществляется соответствующими системами управления ГТКсу, а линиями ГТКсл.
Подача собираемых компонентов (деталей, комплектующих изделий, узлов) и оснастки (инструмента, приспособлений) первоначально осуществляется во внешнюю систему 6 транспортирования, где они перемещаются транспортными роботами 7. Из системы транспортирования 6 собираемые компоненты и оснастка подаются или на автоматизированные склады цехов и участков, а затем на внутреннюю
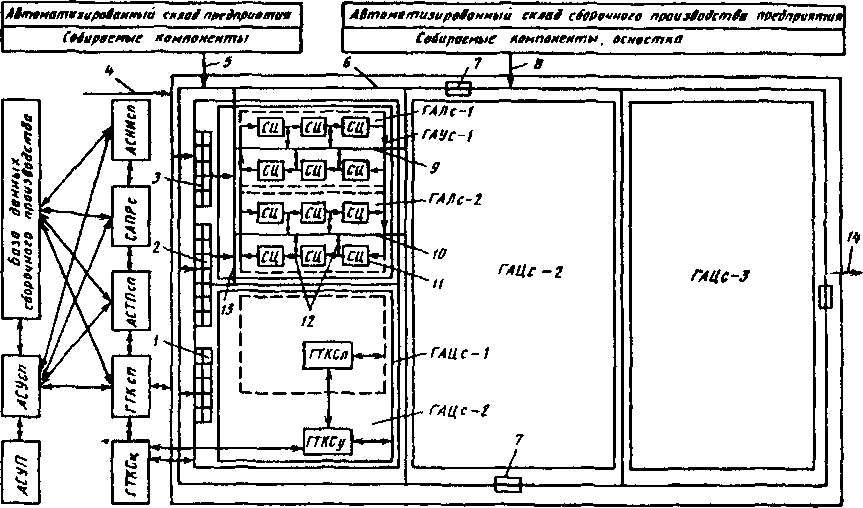 Рис. 5.34. Схема ГПСсп:
1, 2, 3 — автоматизированные склады собираемых компонентов и оснастки соответственно ГАУс-1, ГАУс-2, ГАЦ-1; 4 — подача собираемых компонентов из других специализированных производств (механическая обработка, гальванопокрытие и т.д.); 5 — подача собираемых компонентов с автоматизированного склада предприятия; б — внешняя система транспортирования; 7 — транспортный робот;8 — подача собираемых компонентов и оснастки; 9, 10 — транспортные системы соответственно ГАЛс-1 и ГАЛс-2; 11 — сборочный центр; 12 — межоперационная система транспортирования; 13 — внутренняя система транспортирования; 14 — передача собираемых изделий в другие специализированные производства
Рис. 5.34. Схема ГПСсп:
1, 2, 3 — автоматизированные склады собираемых компонентов и оснастки соответственно ГАУс-1, ГАУс-2, ГАЦ-1; 4 — подача собираемых компонентов из других специализированных производств (механическая обработка, гальванопокрытие и т.д.); 5 — подача собираемых компонентов с автоматизированного склада предприятия; б — внешняя система транспортирования; 7 — транспортный робот;8 — подача собираемых компонентов и оснастки; 9, 10 — транспортные системы соответственно ГАЛс-1 и ГАЛс-2; 11 — сборочный центр; 12 — межоперационная система транспортирования; 13 — внутренняя система транспортирования; 14 — передача собираемых изделий в другие специализированные производства
|
систему транспортирования цеха (участка), или сразу на внутреннюю систему транспортирования цеха (участка). С последней собираемые системы и оснастка поступают на транспортные системы ГАЛс-1, ГАЛс-2 и т.д. С транспортных систем линий 9 и 10 собираемые комплекты и оснастка могут передаваться в любые ячейки сборки и возвращаться обратно посредством межоперационных систем 12 транспортирования. При этом собираемый (собранный) объект (узел, изделие) после прохождения всех или части сборочных центров (СЦ) линии ГАЛс-1 может быть передан с помощью следующих систем: межоперационной системы 12 транспортирования на ГАЛс-2 для прохождения сборки, а затем на ГАЛс-3 и т.д.; внутренней системы транспортирования 13 на любой ГАУ с и линию ГАЛс-1 системы 6 на любой участок или линию ГАЦс-2 или ГАЦс-3 или в другое специа* лизированное производство (14).
|
|
Дата добавления: 2014-11-18; Просмотров: 2009; Нарушение авторских прав?; Мы поможем в написании вашей работы!