КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектирование автоматизированных процессов изготовления деталей 2 страница
|
|
|
|
5.13. Последовательность проектирования ГПС механической обработки
Проектирование ГПС начинают с анализа заявки заказчика, которая должна содержать все необходимые исходные данные для выполнения работ. Должны быть сформулированы все задачи, для решения которых разрабатывается ГПС. Целесообразность проведения проектных работ определяется на основании предварительных технико-экономических расчетов, определяющих возможность повышения производительности, качества продукции и достижения экономической эффективности. Предусматриваются несколько этапов разработки ГПС (рис. 5.47). В техническом задании заказчик указывает основное назначение ГПС, ее технические характеристики, основные стадии и этапы разработки конструкторской документации.
Техническое предложение на ГПС содержит технические и технико-экономические обоснования целесообразности разработки документации ГПС на основе сравнительного анализа возможных проектных вариантов. Эскизный проект ГПС является комплексом конструкторских доку ментов, содержащим сведения о принципе ее работы, основных составляющих частях, параметрах, характеристиках,определяющих назначение ГПС.
Рис. 5.47. Этапы разработки ГПС
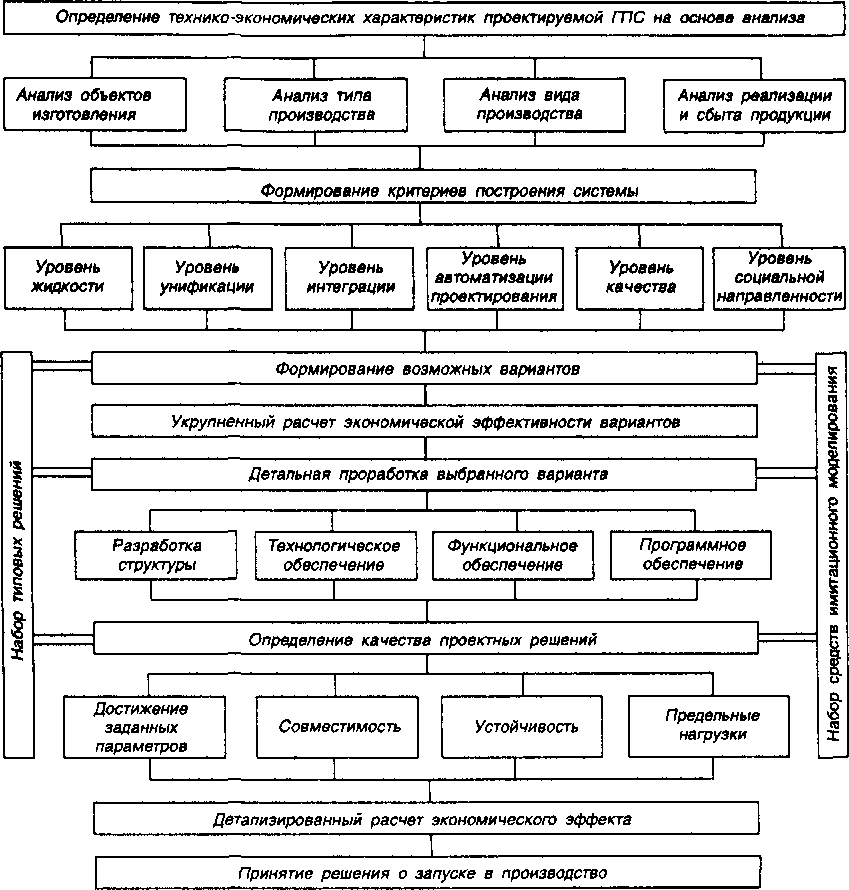 Рис. 5.48. Схема проектирования ГПС
Рис. 5.48. Схема проектирования ГПС
|
Технический проект ГПС представляет собой комплект конструкторской документации, содержащий окончательные технические решения, которые дают полное представление об устройстве ГПС, и все исходные материалы для разработки рабочей документации.
Рабочий проект ГПС — комплект чертежно-технической документации, содержащий все необходимые сведения для подготовки производства и последующей эксплуатации ГПС.
|
|
|
На рис. 5.48 показана схема проектирования ГПС. Проектирование начинают с анализа объектов производства, его типа и вида. Исходя из критериев функционирования системы разрабатывают проектные варианты, из которых на основе расчета экономической
Рис. 5.49. Структурная схема общесистемного проектирования ГПС
эффективности выбирают наиболее рациональный для дальнейшей детальной разработки.
В настоящее время существуют два метода проектирования ГПС — общесистемный и пошаговый. Они базируются на различных принципах.
Общесистемный метод предусматривает разработку на ранней стадии полного комплекса характеристик и показателей гибкого производства, общесистемных исследований, включающих все организационные и социально-экономические расчеты. При проектировании широко используют имитационное моделирование. Этот метод (рис. 5.49) характеризуется высокой точностью и надежностью решения задач проектирования, обеспечивает непрерывность производственного процесса, высокую степень гибкости, требуемый выпуск и качество продукции. В его основе лежит декомпозиция системы. Вначале формируют модель, отражающую конечное состояние проектируемой системы. Основой модели служат программа и номенклатура выпускаемой продукции, а также свойства всей системы (гибкость, стабильность выпуска продукции). Эту модель оптимизируют по всей совокупности внешних и внутренних материальных и информационных потоков. После построения модели разрабатывают систему критериев, в качестве которых используют: уровень гибкости, качество выполнения проектных работ, обеспечение качества продукции, экономическую эффективность и т.д. Затем декомпозируют систему на компоненты. Условием разделения на подсистемы является указание для каждой части параметров совместимости.
Этот процесс осуществляют в техническом, организационном и социальном плане. Число параметров совместимости определяют имитационным моделированием, устанавливающим степень влияния данного параметра на общую совместимость компонентов системы. Результатом общесистемного проектирования является проект с разработанными подсистемами произодства, управления, проектирования и контроля, организационной частью, технико-экономической эффективностью. Недостаток общесистемного метода проектирования ГПС — невозможность ее проектирования в условиях реконструкции действующего предприятия. В настоящее время строительство новых предприятий ограничено и особое внимание уделяется модернизации технического оснащения действующих предприятий. Внедрение общесистемного проектирования требует остановки предприятия на длительный срок.
|
|
|
Пошаговое проектирование ГПС представляет собой последовательное приближение к комплексной автоматизации. Шагом здесь является введение в эксплуатацию очередной подсистемы. Пошаговое проектирование может быть в трех вариантах: структурное, подсис- темное, позадачное/
Структурное предусматривает создание единичных подразделений, например, ГПМ, Г АЛ с высшим (когда это нужно) уровнем автоматизации без связи между собой. Для каждой структурной единицы разрабатывают индивидуальные системы обеспечения, поддержки (САПР, автоматизированную систему обеспечения качества АСОК). При необходимом уровне интеграции отдельных* структурных элементов разрабатывают средства связи между ними и функциональные подсистемы общего назначения. Подсистемный вариант пошагового проектирования предполагает разработку САПР, АСОК, АСУТП для создаваемой ГПС, которые частично используют в неавтоматизированном производстве. Автоматизированное основное оборудование внедряют параллельно. Обобщением первых двух методов является позадачная модернизация, которая обеспечивает системный подход к созданию ГПС и интеграцию повторяющихся однотипных работ. Она позволяет использовать многокритериальную систему оценок общесистемного метода, но в упрощенном виде.
На рис. 5.50 показаны шаги, отражающие задачи проектирования ГПС. Пошаговое проектирование позволяет внедрять результаты проектирования отдельно на каждом этапе. Задача каждого шага отражает законченную часть проекта ГПС. Реализация метода сопро-
|
|
|
Рис. 5.50. Структурная схема пошагового проектирования ГПС
вождается оптимизационными расчетами, вызванными необходимостью создания ГПС, что учитывается в задачах каждого шага. Критерии оптимизационных расчетов следующие: себестоимость, капитальные затраты, качество, эффективность.
Исходными данными 1-го шага являются характеристики изготовляемого изделия X = { x1 х2, x3,..., хп), где {x1:,, х2, х3,..., хп] — массив информации об исходных данных. На основе этого массива в результате математических преобразований формируются характеристики производственной структуры ГПС. Шаг 2-й: У = {у1 у2, у3,..., уп), где ~
{у1 у2, у3,..., уп), множество показателей, характеризующих структуру. На 3-м шаге осуществляется системный анализ проектных вариантов, отражающих характеристики производственного процесса; 4-й шаг отражает решение вопросов организации и функционирования ГПС; на 5-м шаге выполняется интегрирование и анализ результатов 4-го шага с целью сокращения избыточных вариантов.
Группирование деталей. Пусть задано множество деталей Д. В этом случае любая деталь dt из данного множества описывается некоторым множеством наборов признаков Pt i - [ 1, m], где т — число признаков. К числу таких признаков относят: обозначение чертежей; наименование деталей; геометрическую форму; марку материала, габаритные размеры; массу детали; вид заготовки, термообработки, покрытия; наивысший квалитет поверхности, параметр ее шероховатости; годовую программу выпуска; оперативное время. В результате группирования образуются для каждого технологического передела группы Г деталей, характеризующихся общностью признаков Р-. rUPl (iϵ[.m]). Группой Г называют совокупность деталей,
характеризуемых общностью оборудования С при обработке, оснастки О, наладки Я всего технологического процесса или его отдельных операций: Г = <С, О, Н>. Создание унифицированных технологических процессов основывается на различных сходных признаках: по конструктивно-технологическому сходству (валы, втулки, шестерни и т.д.); по элементарным поверхностям, которым соответствуют элементарные технологические процессы; по преобладающим видам обработки, сходству технологического оснащения, общности наладки оборудования и т.д.
|
|
|
При группировании деталей по видам обработки различают три характерных случая.
1. Групповую обработку (заготовительную, отделочную и т.д.) проходит одна группа (рис. 5.51). Заготовки с незаконченным циклом обработки обрабатываются на одной групповой операции, а на остальных операциях они входят в другие группы заготовок.
2. Детали Д, групп I и Я имеют общий групповой многооперационный технологический процесс, выполняемый на разнотипном оборудовании. Заготовки всех деталей группы проходят последовательно обработку либо через операции группового процесса (рис. 5.52, а), либо через отдельные операции, необходимые для их обработки (рис. 5.52, б).
3. На одной или нескольких операциях обрабатываются заготовки деталей нескольких групп
Рис.5.51. Схема групповой обработки деталей одной группы
D-1, D-2, D-3, D-4- детали, О- общая операция.
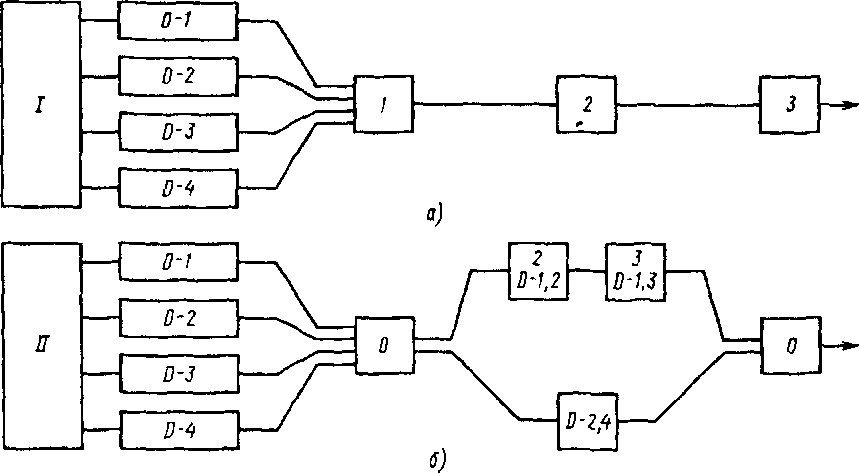 Рис. 5.52. Последовательная обработка деталей:
I, II — группы деталей; D-I, D-2, D-3, D-4 — детали; 1,2, 3 ~ номера операций; О — общая операция
Рис. 5.52. Последовательная обработка деталей:
I, II — группы деталей; D-I, D-2, D-3, D-4 — детали; 1,2, 3 ~ номера операций; О — общая операция
|
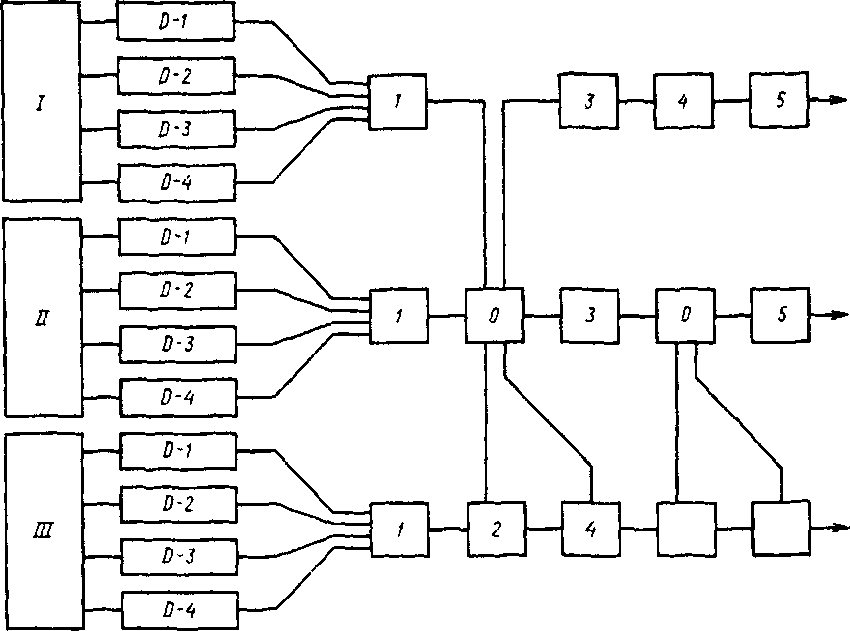
Рис. 5.53. Последовательно-параллельная обработка деталей: /, II, III — группы детали, D-I, D-2, D-3, D-4 — детали, 1, 2,3…..5 — номера операций, О — общая операция
каждая из которых имеет маршрут обработки на разнотипном оборудовании (рис. 5.53).
Во втором и третьем случаях обработка выполняется на оборудовании, расположенном в порядке последовательности операций с применением на каждой операции групповых приспособлений и инструментальной оснастки.
При построении групповых технологических процессов за основу берут комплексную деталь. Групповой оснасткой является совокупность приспособлений и инструментов, обеспечивающая обработку всех заготовок деталей данной группы с несколькими переналадками. Технологический процесс, составленный для комплексной детали, может быть использован при изготовлении любой другой детали данной группы. На рис. 5.54 буквой А обозначена комплексная деталь, состоящая из ряда элементарных поверхностей (1—18), буквами Б, В, Г и т.д. — ряд деталей, образованных конкретными элементарными поверхностями в различной их комбинации.
Между элементарными поверхностями и деталями группы устанавливают соответствие с помощью матрицы [L] = (lij), где lij = 1, если i-я деталь содержит j-ю элементарную поверхность; в противном случае lij= 0.
Матрица имеет вид таблицы решений (табл. 5.2). Комплексной детали А ставится в соответствие строка матрицы [L], состоящая из m-элементов, где т — число элементарных поверхностей, определяющих расчленение деталей на группы. В данном случае строка записывается в виде а = (1, 1,..., 1) — 18 позиций. Если с единичными элементами строки связать логические функции, описывающие свойства поверхностей и отношения между ними, то получается математическая модель группы деталей, которую удобно применять при решении задач технологии на ЭВМ. При адресации новой детали 3 к группе необходимо проверить, все ли элементарные поверхности детали 3 имеются в комплексной. Для этого используется вектор- строка а и вектор-строка описывающая конкретную деталь, и логическая функция r = (а Ф t)At, ще Ф — операция подразрядного сложения; А — операция логического умножения. Правило логического сложения и умножения:
По значению функции г определяют, имеет ли деталь хотя бы одну поверхность, не включенную в комплексную деталь. Если г = 0, то такой поверхности нет. Если г * 0, то такие поверхности есть.
Пример. Определить, входит ли деталь Д в группу1
Вектор-строка запишется | - d - (1 0 1 100000000101 1 1) Логическая сумма векторов а Ф d
а = (1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1) логическая сумма a ф
После операции логического умножения суммы ∑. на вектор t - d, где d - 1 0 1 1 00000000101 1 1 0, получают вектор г - (0 000000000 о"0 00000 0)
Например, берется новая деталь Т (рис 5 55), имеющая торовую поверхность 19 Нужно проверить, можно ли включить ее в группу Строка t для этой детали будет5.2. Таблица решений матрицы соответствия
Рис. 5.55. Деталь для включения в группу
содержать m + 1 цифр, так как в ее состав включена дополнительная торовая поверхность, наличие которой определено единицей в последнем разряде Вектор f - -(1000000001001000001)
Строка а комплексной детали А увеличивается на 0 (нулевой разряд) Логическое выражение после подстановки т\да значений а и t будет следующее
Деталь не может быть включена в групп), так как функция г * 0 Если г - 0, то деталь имеет элементарные поверхности, включенные в состав комплексной детали В этом случае деталь адресуется к группе
С этементами строки d и матрицы [L] можно, во-первых, связать функции оценки вречени обработки элементарной поверхности на конкретном обор\довании и, во- вторых, на основе анализа матрицы определить целесообразность включения той или иной элементарной поверхности в комплексную деталь и ее в данн\ ю гр\ ппу Первая
| /Комплексная 1еталв |
задача решается на основе показателя 3D(, а вторая — с использованием показателя 3D (см рис 5 54) Например, если рассматри вать партию деталей вида kt, то включение элементарной поверхности 9 по вертикали 9 дает £ - 1 Тогда включение детали в данную группу нецелесообразно, так как такая поверхность встречается только у этой детали Предположим, что имеются ботьшие временные потери при обработке деталей Ь, партия которых велика, а - 3 наименьшая Тогда включать ее в данную группу нецелесообразно Конегруированиекомплексной детали можно выполнять методом наложения (рис 5 56) (заштрихованы детали, образ% ющие комплексную деталь)
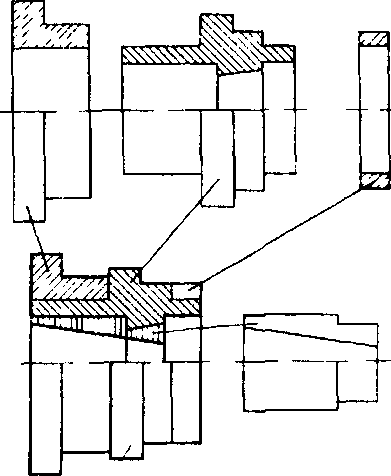
Рис. 5.56. Схема образования комплексной детали методом наложения
Рис. 5.57. Схема изготовления комплексной детали
На рис 5 57 показана комплексная деталь и схема ее изготовления Заготовка 1 закреплена в трехкулачковом патроне 2, а режущий инструмент 4 — в четырехпозици- онном резцедержателе 5 В заднюю бабку станка установлена качающаяся державка с разверткой J
Разработка групповых технологических процессов. Результаты группирования деталей являются основой для разработки группового операционного технологического процесса, который представляет собой совокупность групповых технологических операций, имеющих определенную последовательность и обеспечивающих обработку заготовок различных деталей группы (или нескольких групп) по общему технологическому маршруту. Для отдельных деталей групп возможен пропуск некоторых операций. Групповой операцией называют такую, которая является общей для группы различных деталей с определенной групповой оснасткой на данном оборудовании.
В табл. 5.3 показана последовательность построения групповой операции. Эта групповая операция представлена в виде матрицы (табл. 5.4) [Р] = (f), удобной для обработки на ЭВМ. Правило построения матрицы: t ~ 1, если /-й переход операции выполняется; в противном случае ttJ = 0. С элементами матрицы [Р] можно связать функции, описывающие время выполнения перехода и время потерь t, если переход групповой операции для данной детали не выполняется. Первая функция связана с единичным, вторая — с нулевым элементом матрицы Р.
Пример. Построение группового технологического процесса на основе комплексного маршрута для деталей А, Б, В показано в табл. 5 5. Матрица этого процесса приведена в табл. 5 6. Последний параметр служит для оценки времени выполнения операции при определении потребного количества оборудования на участке. Параметр применяется при определении времени загрузки всего участка или линии
Группирование на базе деталей-представителей является основой для создания типовых и групповых технологических процессов.
Другой метод построения групповых технологических процессов основан на понятии детали-лидера. Технологию обработки можно представить в виде графа структурно-технологической схемы обработки на уровне операции (СТСО). Вершины графа — это операции обработки, а дуги — отношения предшествования технологических операций. Операции идентифицируются кодами основных технологических признаков группирования: видом выполняемой работы (оборудование) и схемы базирования заготовки на операции. Задача подбора номенклатуры сводится к задаче группирования графов (СТСО). Множество графов разбиваются на непересекающиеся базовые группы и дополнительные фонды деталей. Дополнительные фонды базовой группы образуют детали, которые могут входить в несколько базовых групп. Каждая базовая группа имеет деталь-лидер, остальные подграфы, входящие в эту группу, являются подграфами графа-лидера. Таким образом, для всех деталей формируется единый технологический маршрут.
На рис. 5.58, а приведен пример графов технологических процессов трех деталей Г1, Г2, ГЗ. Считается, что граф ГЗ является подграфом Г1 (Г1 => ГЗ), если множество вершин ГЗ является подмножеством вершин Г1 и если при наличии пути в графе Г1 между вершинами а и с имеется путь между соответствующими вершинами в графе ГЗ. Поэтому графы Г2, ГЗ являются подграфами Г1, т.е.Г2 с Г1, ГЗ с Г1. Такие детали определяют в группе, где лидером является граф Г1. Формализацию группирования деталей осуществляют следующим образом. Детали вначале упорядочивают по степени убывания числа операций в технологических процессах. Затем, первую деталь назначают лидером первой группы и анализируют отношение графа Г2 второй детали к первой (ГУ). При этом возможны три случая: 1) если Г2 →Г1, то присоединяется вторая деталь к первой группе и осуществляется переход к следующей детали; 2) если Г2 ϧ Г1, то вторая деталь присоединяется к первой и при этом становится лидером; 3) если Г1 ϵ Г2\ Г2 <£ Г1, то вторая деталь является лидером второй группы. Последующие детали проверяются на включение в подграф нескольких лидеров. Эта деталь включается в дополнительный фонд каждой базовой группы.
Рис. S.58. Пример графов технологических процессов изготовления деталей
Примеры графов и два других случая их включения приведены на рис. 5.58, б и в, где показано объединение деталей с введением в графлидер дополнительных связей и объединение деталей с синтезом комплексного графлидера на основе введения дополнительных связей и вершин. В первом случае (рис. 5.58, б) имеются две группы графов Г1 ϶ Г2, Г2 ϶ Г1. При наложении дополнительных связей с – e и с - m в имеющийся граф Г2 получается граф Г1' и деталь Г1 становится лидером объединенной группы с графом Г1. Во втором случае (рис. 5.58, в) показан граф-лидер (Г1—Г2) двух базовых групп. Эти группы различаются составом wi вершин, т.е. w1 ϶ w2 и w2 и w1, поэтому они являются подграфами друг друга. При удалении вершины получаются подграфы Г1’ и Г2'. В результате получается разбиение графов на базовые группы. Затем группы анализируют для корректировки специализации участков и сокращения необходимого оборудования.
Рис. 5.59. Графы технологических процессов изготовления деталей
Предположим, имеются две детали А и Б, технологические процессы изготовления которых можно соответственно представить в виде графов Г1 и Г2 (рис. 5.59, а, б). Узлами этих графов являются технологические операции, дуги характеризуют последовательность протекания технологического процесса. Унифицированный технологический процесс (УТП) ГЗ, общий для двух деталей, определяется по формуле ГЗ' = Г1 U Г2 (рис. 5.59, в). При этом возникает неопределенность в последовательности операций b и с. Эта неопределенность устраняется введением специальных условий отбора. Рассматривая граф ГЗ', принадлежащий некоторой детали, можем объединить подобным образом эту деталь со следующей деталью ГЗ, сформировать технологический процесс Г4' для трех деталей. Объединяя таким образом технологические процессы, найдем УТП по формуле
отражающей УТП, учитывающей специфику цеха, завода и т.д.
5.14. Выбор вида, компоновки и числа автоматизированных станочных систем.
В состав РТК (см. рис. 5.36) в первую очередь следует включать станки с ЧПУ и цикловым программным управлением и станки- полуавтоматы.
Компоновочные варианты РТК определяются решаемыми технологическими задачами, уровнем автоматизации, числом и типажом ПР, их техническими и функциональными характеристиками: индивидуальное (рис. 5.60, а—в) или групповое (рис. 5.60, а-в) обслуживание оборудования. Проектная производительность РТК
Рис. S.60. Основные варианты компоновочных схем РТК:
I — индивидуальное обслуживание оборудования: а — ПР встроен в оборудование; б — ПР размещен рядом с оборудованием; в — несколько ПР размещены рядом с оборудованием; II — групповое обслуживание оборудования; г -- линейное расположение оборудования; д — круговое расположение оборудования; 1 — ПР; 2 — основное технологическое оборудование; 3 — магазин с заготовками, деталями или инструментом; 4 — конвейер; 5 — вспомогательное устройство ПР
Здесь пц — число деталей, обрабатываемых за цикл; Tц — время цикла; i = 1,2,..., m — количество основного оборудования в РТК; tт р — время текущих ремонтов; — время смены и наладки инструмента; tи — время технического и организационного обслуживания оборудования; tp — время работы без перерывов в течение Тц; tc = = t0.0 + tпр + tB 0 — время простоев, связанных со сменой и подналад- кой инструмента, отказами устройств РТК; t00 — потери времени из - за простоев основного оборудования; inp — потери времени из-за простоев ПР; tB 0 — потери времени из-за простоев вспомогательного оборудования.
Коэффициент технического использования РТК kT = tp/(tp + tc) = 1/(1 + кс), где кс = tc/tp —
где kт.о, kт.пр, kт.в - коэффициенты соответственно технического использования основного оборудования ПР, вспомогательного оборудования.
Проектная производительность
Расчет количества основноготехнологическогооборудования РТК выполняют исходя из суммарной станкоемкости (станко-ч) изготовления годовой программы выпуска деталей. Количество оборудования К – й модели:
- суммарное штучно-калькуляционное время определенного вида операции для j-и подгруппы деталей по i-му изделию (с учетом применяемости деталей на изделие); Ni — годовой объем выпуска г-го изделия; Фэ — эффективный годовой фонд производственного времени оборудования, г; i=1,2,..., п — число наименований выпускаемых изделий,
,
где t ш.кq — штучно-калькуляционное время q-й операции механической обработки для j-й подгруппы деталей i-го изделия, выполняемой на универсальном оборудовании и подлежащей переводу на к-ю модель станка с ПУ (полуавтомат), на базе которого создается РТК t ш.кz — штучно-калькуляционное время z -й операции для j-й подгруппы деталей i-го изделия, выполняемой на станке с ПУ k-й модели; k1 — коэффициент снижения станкоемкости, обусловленного переводом операций с универсального оборудования на оборудование с ЧПУ (k1 = 0,5...95 в зависимости от типа деталей и операций); k2 — коэффициент снижения станкоемкости вследствие обслуживания станков ПР; kПУ, kЧПУ — коэффициенты, учитывающие процент выполнения действующих норм выработки на предприятии соответственно для оборудования универсального и с ЧПУ. Указанные коэффициенты могут быть выбраны из справочника.
Многостаночные РТК организуют при минимальном штучном времени обработки заготовок, в РТК tш > 3 мин. Для каждой модели обслуживаемых станков число ПР mПР = тс/км 0, где тс — принятое число станков, подлежащих переводу на обслуживание ПР; кмо — коэффициент многостаночного обслуживания (число станков, обслуживаемых одним ПР).
Минимальное число станков, обслуживаемых одним ПР, рекомендуется принимать не более четырех.
PTJI с гибкой межпозиционной связью имеют на входе и выходе склады накопители, a PTJI с жесткой межпозиционной связью их не имеют и все входящие в линию РТК должны функционировать синхронно в одном режиме, так как отказ любого элемента ведет к останову РТЛ. Коэффициент технологического использования РТЛ:
где m – число РТК в РЛТ
kРЛТ — коэффициент внецикловых потерь РТЛ, представляет собой сумму потерь времени всех его элементов.
Повышения ктРТЛ можно достичь за счет создания промежуточных межсекционных накопителей. Степень компенсации потерь может быть учтена коэффициентом межсекционного положения потерь км, показывающим, какая часть простоев одного РТК переходит в простои другого РТК.
В зависимости от вместимости накопителей
где km - цикл работы РТЛ; tcp - среднее время единичного простоя (определяют на основе статистических данных); qmax - максимальная вместимость накопителей.
Тогда с учетом ч астичной компенсации простоев
где j = 0,7...0,8 — доля не совпадающих по времени компенсирующих простоев РТЛ.
При равном числе РТК, входящих в РТЛ, производительность РТЛ:
с жесткой межоперационной связью
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 656; Нарушение авторских прав?; Мы поможем в написании вашей работы!