КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема: измерение среднего диаметра резьбы
|
|
|
|
1. Цель работы:
Научить студентов производить настройку приборов для измерения резьб и привить навыки поэлементного измерения резьбы.
2. Регламент работы:
1 час. 20 минут.
3. Оборудование рабочего места:
1.3. Резьбовые шаблоны.
1.4. Микрометры со вставками.
1.5. Калибры.
1.6. Инструментальный микроскоп.
1.7. Проволочки и ролики.
1.8. Методические указания по данной работе.
4. Теоретическая часть:
Резьбой называется один или несколько расположенных выступов постоянного сечения, образованных на боковой поверхности прямого кругового цилиндра или прямого кругового конуса.
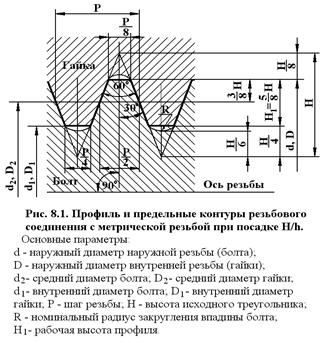
Профиль резьбы – контур сечения резьбы плоскостью проходящей через её ось (рис. 8.1). По типу поверхности резьбы делят на цилиндрические и конические.
 |
Резьба, образованная при винтовом движении плоского контура по цилиндрической (цилиндрическая резьба) или конической (коническая резьба) поверхности.
Определение основных элементов цилиндрической и конической резьбы даны в ГОСТе 11708-86.
Резьбы подразделяются: по расположению поверхности на наружные (болт) и внутренние (гайка); по направлению вращения винтовой линии – на правые и левые; по числу заходов резьбы – на однозаходные и многозаходные; по типу профиля – на метрические, дюймовые, трубные, упорные и трапециевидные; по форме резьбовой поверхности – цилиндрические и конические; по
шагу – крупные и мелкие. У всех крупных и мелких метрических резьб угол профиля равен 60˚, а у дюймовых – 50˚.
К основным элементам резьбового соединения (рис. 8.1) относятся: средний диаметр D2, d2, наружный диаметр D, d, внутренний диаметр D1, d1, шаг S и угол профиля α.
Под D2, d2 понимаем диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального её шага. Этот диаметр определяет собираемость резьбового соединения и является главным параметром в обеспечении взаимозаменяемости резьб.
|
|
|
Номинальным размером резьбы является наружный диаметр d, D – диаметр воображаемого цилиндра, описанного касательно к вершинам наружной резьбы или впадинам внутренней резьбы.
Внутренний диаметр резьбы D1, d1 – диаметр воображаемого цилиндра вписанного касательно к впадинам наружной или вершинам внутренней резьбы. Играет главную роль в обеспечении прочности резьбового соединения, т. к. определяет опасное сечение болта.
Измерение резьбы и её геометрических параметров представляет определённые трудности и требует совершенных средств и методов измерения. Для обеспечения взаимозаменяемости необходимо добиться правильного геометрического соотношения между D2, d2, P и α/2. Отклонения P и α/2 влияющие на взаимозаменяемость, тем не менее стандартом не нормируются. Погрешности этих элементов компенсируются ошибкой на собственный средний диаметр резьбового изделия.
Средний диаметр резьбы, увеличенный у болта и уменьшенный у гайки на величину диаметральных компенсаций по элементам P и α/2 носит название приведённого среднего диаметра резьбы –D2 пр,d2 пр. Для метрических резьб с крупным шагом приведённый средний диаметр наружных резьб подсчитывается по формуле:
 (1)
(1)
Здесь: d2 - собственно средний диаметр, полученный путём измерения (в мм);
fp - величина диаметральной компенсации погрешностей шага резьбы;
fα - величина диаметральной компенсации погрешностей половины угла профиля резьбы;
ΔP- отклонение шага резьбы – разность между действительным и номинальным расстояниями в осевом направлении, мкм;
Δ α/2- отклонение половины угла профиля – разность между действительными и номинальными значениями α/ r (1)
|
|
|
Годность резьбы устанавливается путём сравнения величины со значениями, приводимыми в соответствующих таблицах СТ СЭВ 640-77. Если необхо-
димо определить неизвестные параметры резьбы изделия, то измеряют штангенциркулем или микрометром наружный диаметр резьбы и определяют её шаг с помощью резьбовых шаблонов. Резьбовые шаблоны (рис. 8.2.) представляют собой набор плоских шаблонов с профилями метрических и дюймовых резьб различных шагов. Они применяются для определения номинального шага путём подбора шаблонов, плотно прилегающего к профилю резьбы с известным шагом. Конструкция обоймы 2 набора шаблонов обеспечивает возможность замены любого шаблона 1 и поворота его вокруг оси с фиксацией силами трения установленного положения.
Микрометр со вставками. Микрометр со вставками отличается от обычных микрометров наличием в пятке и в конце микровинта отверстий диаметром 3,5 А, на дне которых закреплены опорные шарики.
Для измерения метрических резьб с шагом от 0,4 до 6 мм выпускают восемь пар вставок различных размеров с углом профиля 60 градусов. Для измерения дюймовых резьб с числом ниток на один дюйм от 28 до 3 выпускают шесть пар вставок с углом профиля 55 градусов. Для измерения трапецеидальных резьб выпускают восемь пар вставок с углом профиля 30 градусов. – каждая вставка для одного определённого шага резьбы.
К микрометрам с резьбовыми вставками с пределом измерения свыше 25 мм прилагаются плоские установочные меры с соответствующим углом профиля.
Для того, чтобы при установке на микрометре любой пары вставок обеспечить правильное положение края скоса конусного барабана относительно нулевого штриха шкалы, барабан выполняют раздвижным, состоящим из двух частей соединяемых цанговым зажимом при затягивании гайки. В некоторых конструкциях микрометров вместо раздвижного барабана применяют переставную пятку, перемещение которой позволяет компенсировать отклонение длины пары вставок.
Устройство и оптическая схема микроскопа.
В ремонтном производстве часто возникает необходимость измерения деталей или их элементов, имеющих сложную форму: профилей кулачков и шаблонов, закруглений, профилей зубьев и др. такие измерения могут быть выполнены при помощи инструментальных микроскопов. Существует два вида инструментальных микроскопов – большой и малый. На ремонтных предприятиях достаточно иметь малый инструментальный микроскоп.
|
|
|
Внешний вид малого инструментального микроскопа (марки ММИ – 2) представлен на (рис.8.3.)
 Микроскоп смонтирован на массивном основании 1 с опорой 10 и стойкой 9, которая может поворачиваться относительно горизонтальной оси в пределах ± 10˚. Угловое отклонение стойки 9 регулируется винтом 15. Вдоль направляющей стойки 9 перемещается кронштейн 5 с тубусом. Вертикальная подача микроскопа относительно кронштейна осуществляется маховичком 8.
Микроскоп смонтирован на массивном основании 1 с опорой 10 и стойкой 9, которая может поворачиваться относительно горизонтальной оси в пределах ± 10˚. Угловое отклонение стойки 9 регулируется винтом 15. Вдоль направляющей стойки 9 перемещается кронштейн 5 с тубусом. Вертикальная подача микроскопа относительно кронштейна осуществляется маховичком 8.
На основании микроскопа установлен предметный стол 2, который может перемещаться в продольном направлении при помощи микрометрической головки 12, а в поперечном – при помощи микрометрической головки 3.
Цена деления обоих микрометрических головок 0,005 мм.
Пределы перемещения каждой головки 25 мм. Предел перемещения в продольном направлении может быть увеличен до 75 мм путём введения между столом 2 и микрометрической головкой 12 концевой меры размером 50 мм. Пятка головки 12 и стол прижимаются к концевой мере пружиной. После удаления концевой меры стол под действием той же пружины возвращается к упору. В центре стола имеется круглое отверстие, закрытое стеклом, через которое проходит свет от осветителя 11, расположенного в задней части основания 1. Проверяемую деталь укладывают на стекло или помещают над ним на опорах.
В верхней части тубуса устанавливается одна из четырёх окулярных головок. В комплект прибора могут входить четыре окулярные головки: линейная и угломерная окулярная головка, радиусная головка, резьбопрофильная головка и головка двойного изображения.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1453; Нарушение авторских прав?; Мы поможем в написании вашей работы!