КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Измерение собственного среднего диаметра резьбы
|
|
|
|
Порядок выполнения работы
Проводят фокусировку микроскопа путём перемещения тубуса маховичком 8 (рис.8.3.). Изображение резкости сетки добиваться путём вращения окуляра 7.
Устанавливают изделие на измерительном столике. При отсутствии у детали центровых отверстий, она зажимается в специальном приспособлении и
правильность установки в измерительное положение осуществляется путём совмещения горизонтальной штриховой линии поочерёдно с верхней и нижней образующими. При наличии конусности её делят поровну между обеими образующими.
Наклоняют стойку микроскопа на угол Ψ подъёма резьбы. Угол подъёма определяют по формуле
 (2).
(2).
При правильном наклоне стойки резкость как правой, так и левой стороны будет одинакова.
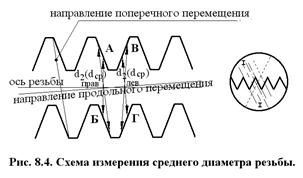 |
Продольным и поперечным передвижениями стола выводят центр перекрестия примерно на середину правой стороны профиля (точка А, рис.8.4.). Приводят к совпадению линию перекрестия 1-1 со стороной профиля резьбы так, чтобы штрихи её на половину своей ширины входили в профиль резьбы. В этом положении производят отсчёт по микрометру. Для повышения точности эту операциюповторяют до трёх раз и за действительный размер принимают среднее арифметическое значение (А ср.).
Перемещают стол в поперечном направлении так, чтобы линия перекрестия 1-1 совпала с диаметрально противоположным профилем и чтобы центр перекрестия пересекал этот профиль (точка Б). и в этом положении определяют среднее арифметическое значение из 2-3 измерений (Б ср.).
Определяют d2 (пр.). Собственно средний диаметр по правой стороне профиля резьбы будет равен разности А ср. и Б ср.
Проводят третью и четвёртую операции по левой стороне профиля, совместив вначале перекрестие примерно с точкой В, а затем с точкой Г.
|
|
|
Находят значение d2 (лев.) по отсчётам в точках В и Г. Значение d2 (лев.) будет равно разности В ср. и Г ср.
Находят собственно средний диаметр резьбы. Он будет равен полусумме полученных значений по правой и левой сторонам, т. е.
 (3).
(3).
Находим предельные размеры болта.
Пример. Резьба М 24-6g (т.е. поле допуска среднего диаметра болта 6g и поле допуска наружного диаметра 6g).
Номинальное значение диаметра и шага болта по (табл. 4.23.) стр. 43 [3],α=24; Р=3; (по табл. 4.24 стр. 144 или табл. 8.5.)
 мм.
мм.  мм.
мм.
Предельные диаметры болта (по табл. 4.17 или по табл. 8.6.)  мм. (верхнее отклонение равно – 48 мкм для полей допусков 6g, 7g, 8g.);
мм. (верхнее отклонение равно – 48 мкм для полей допусков 6g, 7g, 8g.);
 (нижнее отклонение равно – 248 мкм для поля допуска 6g);
(нижнее отклонение равно – 248 мкм для поля допуска 6g);
 мм (верхнее отклонение равно – 48 мкм для полей допусков диаметра 6g, 8ℓ);
мм (верхнее отклонение равно – 48 мкм для полей допусков диаметра 6g, 8ℓ);
 (нижнее отклонение равно – 423 мкм для поля допуска диаметра 6g);
(нижнее отклонение равно – 423 мкм для поля допуска диаметра 6g);
 мм (верхнее отклонение равно 48 мкм для полей допусков резьбы с основным отклонением g);
мм (верхнее отклонение равно 48 мкм для полей допусков резьбы с основным отклонением g);
 не нормируется.
не нормируется.
2. Определяем годность болта по диаметрам.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 599; Нарушение авторских прав?; Мы поможем в написании вашей работы!