КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварные соединения
|
|
|
|
2.3.1 Общие сведения
Сварные соединения – неразъемные соединения, основанные на использовании сил молекулярного сцепления и получаемые путем местного нагрева деталей до расплавленного состояния (сварка электродуговая, электрошлаковая и др.) или до пластичного состояния, но с применением механической силы (контактная сварка, сварка ковкой).
Сварное соединение является наиболее совершенным неразъемным соединением. Проще технология подготовительных операций. Сам процесс сварки производительнее и экономичнее клепки. Допускает широкое применение автоматизации, малошумен, обеспечивает герметичность соединения. Позволяет создавать изделия сложной формы и практически неограниченных размеров. Прочность сварных соединений приближается к прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, цветных сплавов, пластмасс.
2.3.2 Типы сварки:
Наиболее распространенные типы сварки:
· электродуговая – ручная, полуавтоматическая, автоматическая; в среде защитных газов, под флюсом, обмазанными электродами (наиболее перспективна – автоматическая, для длинных швов и в массовом производстве);
· электрошлаковая (в шлаковой ванне; для сварки массивных деталей);
· контактная – точечная, шовная (меньшее количество теплоты; широко применяется в серийном и массовом производстве);
· газовая (низкое качество шва из-за пор);
· сварка давлением – кузнечно-прессовая и трением (преимущественно для тел вращения);
Специальные виды сварки:
· диффузионная (соединяет разнородные материалы, минимальное изменение свойств соединения по сравнению со свойствами основных материалов);
· электронно-лучевая и лазерная (меньшее количество теплоты из-за его высокой концентрации, узкая зона проплавления, малые деформации; позволяет делать сварку закаленных деталей);
|
|
|
· радиочастотная (производительный способ, преимущественно для сварки тонких труб);
· ультразвуковая (в приборостроении, для деталей малой толщины из однородных и разнородных металлов);
· сварка взрывом (преимущественно для нанесения покрытий);
· плазменная (высокая производительность; кроме сварки применяется для резки).
Весьма эффективны наплавки, повышающие износостойкость в 3…10 раз. Возможна наплавка слоя практически любого металла или сплава на заготовку из обычной конструкционной стали. Широко применяют восстановительные наплавки (клапаны автомобильных двигателей и дизелей, лемехи, бандажи ж/д колес, прокатные валки).
2.3.3 Достоинства сварных соединений:
1. Невысокая стоимость соединения вследствие малой трудоемкости и простоты конструкции сварного шва.
2. Относительно малая стоимость оборудования.
3. Возможность автоматизации процесса сварки.
4. Возможность получения герметичных соединений.
Недостатки сварных соединений:
1. Нестабильность качества шва, зависящая от квалификации сварщика. Этот недостаток существенно уменьшается благодаря применению автоматической сварки.
2. Трудность контроля качества сварного шва.
3. Сильное термическое влияние, в результате – остаточные внутренние напряжения, коробление.
4. Невысокая прочность шва, особенно при переменных режимах нагружения. Снижение прочности металла сварного шва и околошовной зоны происходит за счет изменения структуры металла (укрупнение зерна, повышение хрупкости), выгорания легирующих элементов. Коэффициент прочности шва по сравнению с основным металлом – 0,9-1,0, при недостаточно совершенной технологии сварки (ручная дуговая) – от 0,8 и ниже. Коэффициент прочности можно повысить путем надлежащего подбора электродов и флюса, строгим соблюдением технологии сварки.
|
|
|
5. Большое влияние оказывает концентрация напряжений, обусловленная выпуклой формой шва. Она особенно сказывается при растяжении и срезе. Для уменьшения концентрации напряжений усиление шва снимают с плавным переходом к основному металлу или выполняют шов вогнутой формы.
Для повышения сопротивления усталости соединений сварные швы обрабатывают:
· Термически (отжиг) – для снятия термических остаточных напряжений;
· Упругопластическим деформированием – путем обдувки дробью, прокатки роликом или ультразвуковой виброобработкой для повышения прочности поверхностного слоя, сглаживания микронеровностей (повышения качества поверхности и снижения концентрации напряжений).
2.3.4 Виды сварных соединений
Сварные соединения по взаимному положению соединяемых элементов делятся на:
| 1. Соединения стыковые. Соединяемые элементы являются продолжением один другого, сварку производят по торцам. | 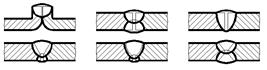
|
| 2. Соединения нахлесточные. Боковые поверхности соединяемых элементов частично перекрывают одна другую. | 
|
| 3. Соединения тавровые. Соединяемые элементы перпендикулярны или реже наклонны один к другому. Один элемент торцом приваривается к боковой поверхности другого. | 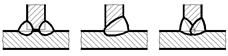
|
| 4. Соединения угловые. Соединяемые элементы перпендикулярны или наклонны один к другому и приваривается по кромкам. | 
|
Все перечисленные соединения могут быть: одно- и двухсторонними; без разделки или с различными видами разделок кромок.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 358; Нарушение авторских прав?; Мы поможем в написании вашей работы!