КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Удаления пыли и стружки от режущих инструментов
|
|
|
|
Общие положения к проектированию пневматической системы
Оборудования
Местная вытяжная вентиляция материалообрабатывающего
МЕСТНОЙ ВЫТЯЖНОЙ ВЕНТИЛЯЦИИ ДЛЯ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
ОСНОВЫ КОНСТРУИРОВАНИЯ СРЕДСТВ
КОНТРОЛЬНЫЕ (ЭКЗАМЕНАЦИОННЫЕ) ВОПРОСЫ
1. Опасные и вредные факторы в цехах механической сборки.
2. Классификация травм.
3. Действие производственной пыли на организм человека.
4. Основные виды защиты от действия вредных и опасных производственных факторов.
5. Эргономические требования к оборудованию механической обработки материалов.
6. Основные виды оградительных и защитных устройств.
ЛИТЕРАТУРА
1. Охрана труда в машиностроении. Под редакцией Е.Я. Юдина и С.В. Белова. – М.: Машиностроение, 1983. – с. 283
2. Охрана труда при обработке металлов резанием / И.А. Фоменко, В.А. Коваленко, Н.П. Стародуб. – К.: Техника, 1989. – 139 с.
РАЗДЕЛ 3
При создании надежных и эффективных систем вытяжной вентиляции для металлообрабатывающего оборудования необходимо учитывать особенности технологического процесса, влияние движущегося инструмента, обрабатываемой заготовки и узлов станка на спектр всасывания местного отсоса, физические свойства образующихся вредностей, простоту и удобство обслуживания вентиляционной системы. Конструирование вентиляционных систем для металлообрабатывающего оборудования требует не только индивидуального подхода, но и последующего внесения в эти системы всевозможных доработок в процессе их испытаний и наладки.
Общие требования к вентиляции. Пневматическая система непрерывного удаления пыли и стружки от режущих инструментов состоит из следующих основных элементов: специальных пылестружкоприемников, транспортной сети, стружкоотделителя, пылеотделителя (фильтра) и побудителя тяги воздуха.
|
|
|
При проектировании пневматической системы удаления пыли и стружки от режущих инструментов, необходимо соблюдать следующие условия:
1) технологический процесс обработки деталей должен быть таким, чтобы при работе станка не образовывалось совсем или выделялось минимальное количество вредных веществ;
2) образовавшиеся вредные вещества не должны выходить из зоны обработки станка;
3) все станки, на которых приходится обрабатывать вредные материалы или во время работы которых образуются вредные вещества, должны быть оборудованы отсасывающими устройствами;
4) отсасывание вредных веществ должно производиться непосредственно из зоны их образования;
5) отсасываемый воздух перед выбросом его в атмосферу или возвращением в цех должен подвергаться соответствующей очистке;
6) испытания и приемка станка и отсасывающего устройства должны производиться одновременно, к работе приемочных комиссий должны привлекаться представители санитарной службы и технической инспекции профсоюзов.
3.2.1 Пылеобразование. На интенсивность пылеобразования при обработке хрупких материалов резанием оказывают влияние физикомеханические свойства обрабатываемого материала и режимы резания.
С увеличением скорости и глубины резания увеличивается количество пыли (по массе), отделяющейся от обрабатываемого изделия. С увеличением скорости резания не только растет концентрация пыли в единице объема воздуха, но и количество пылевых частиц размером менее 10 мк.
Особенно большая запыленность воздуха мелкой пылью (размером до 10 мк) наблюдается при точении и фрезеровании серого чугуна и ряда неметаллических материалов: карболита, графита, стеклотекстолита, древесных пластиков. При точении свинцовистых бронз и латуней содержание металлической пыли по массе в зоне дыхания станочников относительно невелико, однако по количеству свинца в пыли имеет место значительное превышение санитарных норм.
|
|
|
Зона максимальной запыленности при обработке хрупких материалов определяется характером обработки, геометрическими параметрами режущего инструмента и режимами резания. В ряде случаев она совпадает с зоной дыхания станочника, а иногда проходит через соседние рабочие места.
При обработке хрупких материалов на автоматических и полуавтоматических станочных линиях число макрозон интенсивного пылевыделения обычно соответствует количеству групп режущих инструментов, а микрозон – количеству режущих инструментов.
Так как направление основного потока пылевых частиц изменяется в зависимости от условий резания, то применение местных вентиляционных устройств с приемниками в виде зонтов, располагаемых над обрабатываемым изделием, или в виде неподвижных патрубков, закрепляемых вблизи зоны резания, не дает большой эффективности обеспылевания.
При современных методах и режимах резания хрупких материалов, необходимо станки оборудовать устройствами непрерывного удаления пыли непосредственно от режущих инструментов. Такие устройства одновременно должны обеспечивать и удаление стружки хрупких материалов. Эта рекомендация в полной мере относится к полуавтоматическим и автоматическим станочным линиям, предназначенным для обработки хрупких материалов без охлаждения. Эту проблему в ряде случаев можно решить и при фрезеровании сталей.
3.2.2 Пылестружкоприемники являются начальным элементом пневматической системы, они должны обеспечить наиболее полное улавливание стружек и пылевых частиц непосредственно в зоне резания. Это достигает не только соответствующей конструкцией приемника, расположенного вблизи режущего инструмента, но и рациональным взаимодействием воздушных потоков и потока стружек и пыли вблизи его всасывающего отверстия.
При проектировании пылестружкоприемников необходимо учитывать форму, направление и кинетическую энергию потока стружек и пылевых частиц образующихся в заданных условиях резания, а также форму, размер и массу элементной стружки.
|
|
|
Входное отверстие пылестружкоприемника следует располагать встречно к направлению потока стружки и пылевых частиц. Геометрическая форма входного отверстия пылестружкоприемника предпочтительна прямоугольная, приближающаяся к квадрату. В отдельных случаях (например, для сверления) целесообразно применение щелевых приемников с входным отверстием для стружки и сверла в виде окружности.
Расстояние от рабочей части режущего инструмента до входного отверстия пылестружкоприемника должно быть минимально возможным, так как скорость воздушного потока за всасывающим отверстием приемника резко уменьшается.
Целесообразно, чтобы пылестружкоприемники были конструктивно связаны с режущим инструментом или с приспособлениями для закрепления и направления режущего инструмента (с резцедержателем, фрезерной или сверлильной головкой, кондукторной плитой и т.д.) и состовляли их неотъемлемую часть.
Форма, размер и способ крепления пылестружкоприемников на станке не должны затруднять наблюдение за зоной и в то же время обеспечивать быстрый съем режущего инструмента для заточки и переналадки.
Пылестружкоприемники для токарных станков целесообразно встраивать в державки режущего инструмента, а для многошпиндельных сверлильных станков – в кондукторные плиты.
Пылестружкоприемники для фрезерных станков должны обеспечивать также защиту от случайного прикосновения к вращающей фрезе, т.е. служить ограждением фрезы.
3.2.3 Транспортная сеть предназначается для перемещения стружек и пыли из пылестружкоприемников в стружкоотделитель и фильтр. От правильного устройства и расчета трубопроводной сети в значительной степени зависит эффективность удаления стружки и пыли, экономичность и надежность работы всей пневматической системы. Различают простую (одноветьевую) транспортную сеть, применяемую для индивидуальных установок, и сложную (многоветьевую) – для установок, обслуживающих группу станков. Степень сосредоточности станков, на которых обрабатываются материалы одной марки, в большинстве случаев является решающим фактором при выборе типа пневматической системы – индивидуальной или групповой. индивидуальными пневматическими системами удаления стружки и пыли от режущих инструментов целесообразно оборудовать не только одиночные станки, но и автоматические линии, если участки с большим пылестржкоотделением расположены на значительном расстоянии друг от друга.
|
|
|
В ряде случаев целесообразно сочетание пневматической системы удаления стружки и пыли с механическими, вибрационными транспортерами, а также с пневмотранспортной системой, работающей на сжатие. При этом начальным звеном должна быть пневматическая система, работающая на всасывание. При проектировании групповых пневмотранспортных сетей следует уделять внимание выбору и расчету наиболее рациональных сборных коллекторов. Из опыта применения пневматических систем удаления стружки и пыли, образующихся при обработке хрупких металлов и неметаллических материалов на металлорежущих станках, могут быть рекомендованы: цилиндрический коллектор («паук»), конический и секторный коллекторы.
3.2.4 Стружкоотделитель предусматривается для отделения стружек и крупных частиц пыли от транспортирующего их воздуха и выдачи в стружкосборник или на транспортер для дальнейшего перемещения к месту сбора. В качестве стружкоотделителей для сухих сыпучих стружек, образующихся при обработке хрупких материалов, применяются обычно различного типа циклоны и стружкоосадочные камеры.
3.2.5 Пылеотделители (фильтры) предназначаются для задерживания мелких пылевых частиц. Тип пылеотделителя выбирается главным образом в зависимости от дисперсного состава и предельно допустимого содержания данной пыли в воздухе рабочих помещений после очистки фильтром. В связи с этим в качестве пылеотделителей могут применяться как сухие фильтры (например, рукавные), так и мокрые (водяные или масляные), а также электрофильтры. Следует отменить, что при использовании пневматической системы для удаления стружек, образующихся при фрезеровании обычных конструкционных сталей без охлаждающих жидкостей, наличие пылеотделителей (фильтров) не обязательно, обычно концентрация пыли в зоне дыхания при фрезеровании этих сталей не превышает предельно допустимой санитарной нормы.
3.2.6 Побудитель тяги предназначается для создания в пылестружкоприемниках и в транспортной сети соответствующих скоростей воздуха при заданной производительности, способствующих максимальному улавливанию стружки и пылевых частиц приемниками и обеспечивающих устойчивое их транспортирование по трубопроводам. Для пневматической системы удаления стружек и пыли, образующихся при обработке хрупких металлов и неметаллических материалов на металлорежущих станках, обычно в качестве побудителя тяги воздуха применяются центробежные вентиляторы среднего и высокого давления и вакуум – насосы.
При работе стационарных обдирочно-шлифовальных станков без отсоса воздуха или при неправильной организации его удаления, как показали исследования запыленности воздуха в производственных помещениях, концентрация пыли на рабочем месте достигает 20 – 60 мг/м3, а иногда и 200 мг/м3, т.е. значительно превышает предельно допустимую. Вокруг вращающегося полировального круга, аналогично тому, как это происходит при шлифовании, образуются потоки воздуха. Скорости воздушных потоков, образующихся при вращении полировального круга диаметром 160 мм, в кожухе без отсоса воздуха весьма значительны. По данным на расстоянии 60 мм от круга скорость воздуха составляет 9,5 м /сек, на расстоянии 200 мм – 4,2 м /сек, а на расстоянии 550 мм – 0,9 м /сек. Образующаяся а процессе работы полировального станка пыль также имеет значительные начальные скорости. Под действием начальной скорости и воздушных потоков пыль разносится на большие расстояния от места ее образования и загрязняет воздушную среду цеха.
При отсасывании воздуха от кожуха аэродинамическая картина течений в зоне отсоса меняется коренным образом. Картина воздушных потоков, возникающая у кожуха с отсосом воздуха, показана на рис. 3.1.
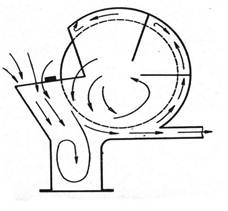
Рисунок 3.1 – Картина воздушных потоков в кожухе шлифовального станка с отсосом воздуха
Воздушные потоки в основном направлены в отсасывающее отверстие воздуха. Завихрение воздуха в осадителе крупной пыли способствует улавливанию крупных частиц. Как показывают замеры, правильно спроектированный кожух с отсосом позволяет снизить концентрацию пыли на рабочем месте ниже предельно допустимой.
На рис. 3.2, 3.3. показана конструкция кожуха к обдирочным и заточным шлифовальным станкам по стандарту США. Корпус кожуха 3 в нижней части имеет уловитель крупной пыли 1. в верхней части к кожуху крепится подвижной щиток 2, который, по мере износа круга, должен перемещаться так, чтобы зазор между кругом и щитком был не более 6 мм; в целях улучшения отсасывания пыли из кожуха.
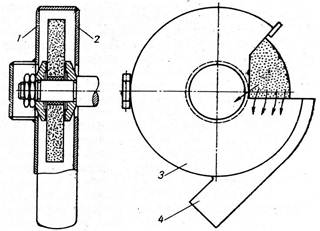
Рисунок 3.2 – Схема кожуха МИОТ без уловителя крупной пыли:
1 – корпус; 2 – дверца; 3 – пылеприемная часть; 4 – отсасывающий патрубок
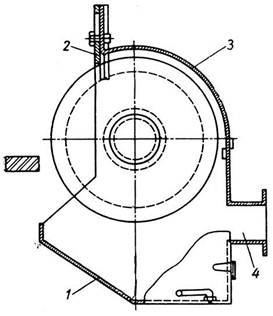
Рисунок 3.3 – Защитно – обеспылевающий кожух к шлифовальным
кругам по стандарту США
Кожух соединяется с отсасывающей сетью через присоединительный патрубок 4 в табл. 3.1 даны размеры присоединительного патрубка и расход отсасываемого воздуха в зависимости от диаметра и ширины круга при скорости воздуха в патрубке, равной 23 м/сек.
Таблица 3.1 – Количество отсасываемого воздуха и диаметр
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 5089; Нарушение авторских прав?; Мы поможем в написании вашей работы!