КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Правка и очистка прокатной стали
|
|
|
|
Правке подлежат:
· листовая сталь и детали из листовой стали, имеющие кривизну более 1,6 мм на 1 м (кривизна определяется зазором между поверхностью листа и линейкой длиной 1 м), местные погнутости кромок, заломленные кромки;
· широкополосная (универсальная) сталь и детали из этой стали, имеющая кривизну по плоскости более 1,5 мм на 1м и саблевидность, (величина зазора между натянутой струной и продольной кромкой полосы) более 1/1000 длины или более 5 мм;
· угловая сталь, балки двутавровые, швеллеры, круглая и квадратная сталь при кривизне более 1/'1000 длины или более 5 мм.
Правят сталь в холодном состоянии на листоправильных, углоправильных вальцах и прессах при начальной деформации металла, не превышающей величин, приведенных в табл. 4.1. При большей кривизне править необходимо после подогрева до 900-11000 С.
На листоправильных вальцах можно править саблевидность, хлопуны. При правке саблевидности, перед тем как пропустить полосы через вальцы, на вогнутой стороне укладывают прокладки толщиной 1,5-2 мм, шириной 100-150 мм и длиной 600-700 мм. При правке хлопунов такие прокладки укладывают по обеим кромкам по поверхности листа.
Таблица 4.2. Максимальные значения начальных деформаций металла, при которых допускается правка в холодном состоянии
| Внд проката | Эскиз | кривизна относительно оси | Максимальное значение | |
| радиус кривизны | стрелка кривизны | |||
| Сталь листовая и универсальная | 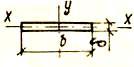
| х - х у - у |
50 
|
 /400 /400
|
| Сталь универ-сальная | /800 
| |||
| Сталь угловая | 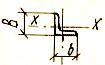
| х - х у - у |
90
|
/720
|
| Швеллеры |

| х - х |
50 
|
/400
|
| у - у |
90
|
/720
| ||
| Двутавровые балки | 
| х - х |
50
|
/400
|
| у - у |
50
|
/400
|
|
|
|
Заломленные кромки на листоправильных вальцах устраняют только по продольным кромкам. По торцам листов заломленные кромки обрезают.
Мелкие листовые детали правят на малых листоправильиы вальцах. При правке на больших пальцах применяют подкладной лист толщиной 20-25 мм. Детали одной толщиной раскладывают на листе и пропускают через вальцы.
Если править сталь или изделия из нее на правильных машинах не представляется возможным, правят с помощью местного нагрева.
При невозможности применить более производительные способы, этот метод применяют только, для правки углеродистой нетермоупрочненной стали.
При правке саблевндности полосы местным нагревом участок полосы в виде клина разогревают газовой горелкой. В результате основание клина выходит на выпуклую кромку полосы, острие - остается на нейтральной оси. Температура ·нагрева в этом случае достигает 600; усадка от одного клина с основанием в 100 мм составляет около 1 мм. При правке уголков, швеллеров и двутавров применяют способ нагрева «клином», основание которого выходит на выпуклую сторону проката.
Если хлопуны листовой стали, не поддаются правке на вальцах, правят путем прогрева горелкой металла полосами от центра хлопуна к краям.
Для повышения производительности правильных машин осуществляют следующие мероприятия:
· устанавливают приводные реверсивные рольганги для подачи листов и приема выправленных листов. Листы краном подают по одному на подающий рольганг, перемещающий лист в рабочую зону машины. Выправленный лист поступает на приемный рольганг, с которого его снимают краном или сбрасывают при помощи толкателей на стеллаж, установленных параллельно приемному столу;
· устанавливают приводные реверсивные рольганги с обеих сторон вальцов и два магнитоукладчиика для подачи на правку и складирования выправленных листов. Магнитоукладчики перемешаются по специальным эстакадам перпендикулярно к движению металла во время правки (рис. 4,1);
|
|
|
· используют подающий и приемный стол к углоправильной машине, представляющий собой металлический каркас, на верхней наклонной раме которого размещены фигурные ролики (рис. 4.2,а).
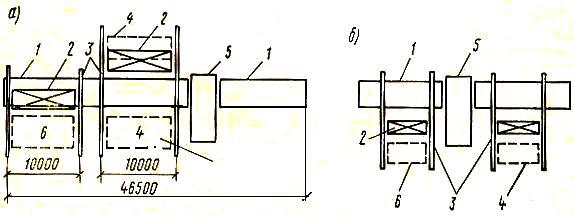
Рис. 4.1. Схема комплексной механизации листоправильных
вальцов: а - внепоточное производство; 6 - поточное производство;
1 - приводные рольганги; 2 - манитоукладчики; 3 – эстакады
для магнитоукладчиков; 4 - место складирования выправленных
листов; 5 - вальцы; б - место складирования листовой стали
перед правкой
Приемный стол при ручном сбрасывании имеет гладкие ролики и низкий стеллаж (рис.8.2,б). Механизированный приемный стол имеет приводные фигурные ролики и механизм сбрасывания, состоящий из электродвигателя с редуктором, вала и шести сбрасывающих рычагов (рис. 4.3). Расстояние между сбрасывающими рычагами - 1 м; оборудуют правильно-гибочные (кулачковые) прессы наклонными столами подачи и рольгангами с гладкими приводными валками (рис. 4.4).
Помимо типового инструмента для измерения деформаций (струна, линейка, угольники), для определения кривизны (прогиб на базе 1 м) используют, специальное приспособление, изготавливаемое из одиночного или спаренного уголка или тавра из алюминиевого сплава (рис. 8.5).
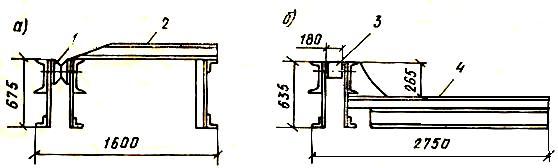
Рис. 4.2. Загрузочные столы к углоправильным вальцам
а - подающий стол; б - приемный стол; 1 - фигурный ролик;
2 - стеллаж для уголков, подлежащих правке; 3 - гладкий
ролик; 4 - стеллаж для приема выправленных уголков
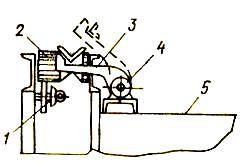
Рис. 4.3. Приемный стол к углоправильным вальцам: 1 - привод роликов; 2 - проводной фигурный ролик; 3 - сбрасывающий рычаг; 4 - вал привода сбрасывающего рычага; 5 - стеллаж
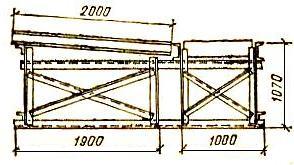
Рис. 4.4. Загрузочные столы к правильно-гибочному прессу
Помимо типового инструмента для измерения деформаций (струна, линейка, угольники), для определения кривизны (прогиб на базе 1 м) используют, специальное приспособление, изготавливаемое из одиночного или спаренного уголка или тавра из алюминиевого сплава (рис. 4.5).
Требования к правке следующие: ластовая и универсальная сталь толщиной 4-8 мм после правки может иметь кривизну вдоль проката не более 2 мм/м, при толщине 9-20 мм -1,5 мм/м, свыше 20 мм - мм/м.
|
|
|
Кривизна поперек проката должна быть после правки не более 1 мм/м. Кривизна двутавровых балок, швеллеров, угловой стали после правки не должна превышать l/1000 длины, но не более 5 мм.
Саблевидность универсальной стали после правки балок должно составлять не более 1/1000 длины, но не более 10 мм; для стенок балок - не более 1/1000 длины, но не более 5 мм.
Поверхность выправленного металла не должна иметь вмятин или других повреждений, снижающих его качество.
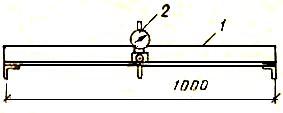
Рис. 4.5. Приспособление для измерения кривизны
1 - тавр из алюминиевого сплава;
2 - индикатор часового тина
(мессура)
Схемы организации рабочего места при работе на листоправильных и углоправильных вальцах и на правильно - гибочном прессе приведены на рис. 4.6.
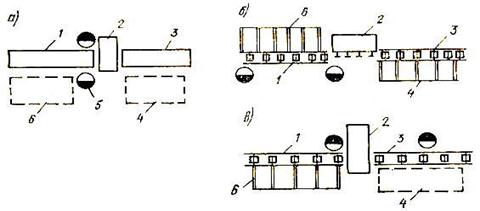
Рис. 4.6. Схемы организации рабочего места на правильных
машинах: а - листоправильные вальцы; б - углоправильные вальцы;
в - правильно-гибочный (кулачковый) пресс; 1- загрузочный стол;
2 - правильная машина; 3 - приемный стол; 4 - место складирования;
5 - место рабочего; 6 - складирование металла для правки
При изготовлении конструкций, эксплуатируемых в средне- и сильноагрессивных средах, необходимо осуществлять дробеметную очистку проката на поточных линиях для очистки ластовой и профильной стали. Металлопрокат обрабатывают чугунной дробью диаметром 0,5-1 мм. Такая обработка не снижает статическую прочность металла и даже повышает его выносливость. Иногда после дробеметной очистки металл консервируют с помощью быстросохнущего грунта или металлизируют алюминием. Агрегаты для консервации включаются в линию очистки металла.
Материалы для консервации металла и технология их нанесения на поверхность металлопроката приведены в гл. 12, части IV.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1151; Нарушение авторских прав?; Мы поможем в написании вашей работы!