КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Логистическая система канбан
Логистическая система «kanban» – это система организации производства и материально-технического обеспечения, позволяющая наиболее полно реализовать принцип «точно в срок». По классификации она отнесена к «тянущим» системам.
Работа «тянущей» системы заключается в том, что каждый последующий заказывает и потребляет детали, сборочные единицы, узлы с предшествующего участка по мере необходимости.
Система «kanban» разработана и впервые в мире практически реализована фирмой «Toyota Motors» (Япония) в конце 60-х начале 70-х годов. В настоящее время система «kanban» широко применяется многими машиностроительными фирмами Японии, США, западной Европы и другими как в адаптированном усовершенствованном виде, так и в сочетании с другими известными системами организации производства и материально-технического обеспечения (МRР, МRР-II). При функционировании системы «kanban» цех-изготовитель не имеет законченного плана и графика, он жестко связан не общим планом, а конкретным заказом цеха-потребителя, оптимизирует свою работу в пределах этого заказа. Конкретный график производства на декаду или месяц, как в «толкающих» системах, отсутствует.
Исполнение «толкающих» систем сопряжено с появлением следующих проблем. При изменении спроса или появлении сбоев в производственном процессе практически невозможно перепланировать производство для каждой его стадии, что вызывает необходимость наличия внутрипроизводственных материальных запасов между различными технологическими стадиями (буферных запасов). Буферные запасы служат для повышения гибкости управления на тех участках производства, где могут появиться срывы поставок или где работа с малыми партиями нецелесообразна.
Планирование производства нацелено на обеспечение соответствия информации о динамике спроса на продукцию и производственных графиков снабженческого обслуживания производства. Такой подход повышает гибкость производства в связи с тем, что производственное планирование объединяет прогноз сбыта на данный период и производственный график для каждого этапа. Но возникающие в этом случае значительные буферные запасы между различными технологическими этапами приводят к замораживанию материальных и денежных средств, наличию излишнего производственного оборудования и привлечению дополнительной рабочей силы при увеличении размера заказа. Всерьез рассчитывать на повышение эффективности производства и снижение издержек, не ликвидируя внутрипроизводственные запасы, невозможно. Какие-либо изменения размера партий деталей и продолжительности операций в таких случаях лишены перспективы, поскольку рассчитывать в подробностях производственные планы, а затем постоянно вносить в них коррективы – сложная и невыполнимая задача.
«Тянущая» система была разработана как средство решения этих проблем, когда становится возможным просто и надежно обеспечивать подачу деталей точно в сроки, соответствующие необходимости их поступления на последующий участок.
«Тянущая» система преследует следующие цели:
1. Предотвращение распространения возрастающего колебания спроса или объема продукции от последующего процесса к предшествующему.
2. Сведение к минимуму колебаний размеров запаса деталей между операциями для упрощения управления материальными запасами.
3. Повышение уровня цехового управления путем децентрализации управления, то есть предоставление цеховому руководству больших полномочий в управлении производством и материальными запасами.
К основным принципам «тянущей» системы могут быть отнесены следующие:
сохранение определенного уровня материального запаса на каждом этапе производства;
движение заказа на израсходованные в процессе производства материалы и комплектующие единицы от последующего участка к предыдущему (на фирме «Toyota» этот принцип реализуется благодаря информационной системе «kanban», заключающейся в использовании специальных карточек внутрипроизводственного заказа).
Распространены два вида карточек в пластиковом конверте: отбора и производственного заказа. В карточке отбора указывается количество деталей, которое необходимо взять на предшествующем участке, а в карточке производственного заказа указывается число деталей, необходимое для изготовления на предшествующем участке
18.Карточка производственного отбора.
К основным принципам «тянущей» системы могут быть отнесены следующие:
сохранение определенного уровня материального запаса на каждом этапе производства;
движение заказа на израсходованные в процессе производства материалы и комплектующие единицы от последующего участка к предыдущему (на фирме «Toyota» этот принцип реализуется благодаря информационной системе «kanban», заключающейся в использовании специальных карточек внутрипроизводственного заказа).
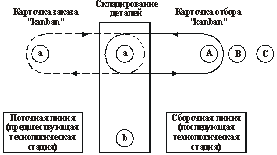
Распространены два вида карточек в пластиковом конверте: отбора и производственного заказа. В карточке отбора указывается количество деталей, которое необходимо взять на предшествующем участке, а в карточке производственного заказа указывается число деталей, необходимое для изготовления на предшествующем участке. Например, для изготовления продукции А, В, С в сборочном производстве используются детали «а» и «в», изготавливающиеся на предшествующей технологической стадии (рис. 6.7).
Детали «а», «в», изготовленные на предшествующей стадии складируются вдоль конвейера с прикрепленными на них карточками отбора. Рабочий из цеха № 2 на автопогрузчике прибывает с карточкой заказа на место складирования деталей «а», чтобы взять необходимое число ящиков (лотков, конвейеров) с прикрепленными к ним карточками отбора. На месте складирования загружается количество деталей «а» по карточкам отбора, снимая и оставляя при этом карточки производственного заказа. Доставляются детали с карточками отбора. Карточки производственного заказа остаются на месте складирования, показывая число взятых деталей. Они формируют заказ на изготовление новых деталей «а», объем которых указан в карточке. Так в системе поддерживается минимальный уровень запасов, способствующий непрерывной работе производственно-технических участков и обслуживающего персонала.
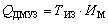
Для практической реализации «тянущей» системы в машиностроительном производстве необходимо установить нормативный момент возобновления заказа (так называемую «точку заказа») и целесообразный размер партии заказываемых деталей. На рис. 6.8 показано изменение размеров запасов по времени. Точка, отмеченная как (допустимый минимальный уровень запасов или «точка заказа»), означает тот уровень, до которого можно расходовать запасы, прежде чем сделать заказ на их пополнение.
-
|
Рис. 6.7. движение карточек «kanban»: A, B, C – продукция; a, b – детали
 ,
,
где  – время исполнения заказа, дн.;
– время исполнения заказа, дн.;
 – интенсивность использования материалов в течение
– интенсивность использования материалов в течение
(деталей в день).
|
Рис. 6.8. Изменение запасов по времени: Q ДМУЗ – допустимый минимальный уровень запасов
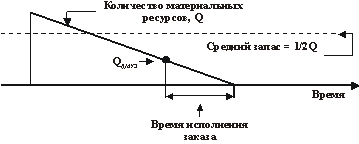
Наглядно точка Q ДМУЗ может быть отображена на сигнальной карточке «kanban», используемой на фирме «Тойота» для описания партии заготовок, поступающих из заготовительных цехов на участки механической обработки (рис. 6.9).
Приведенная на рис. 6.9 треугольная сигнальная карточка «kanban» означает заказ на изготовление панелей для 500 левых автомобильных дверей на прессе № 10 после того, как все панели, кроме лежащих на двух нижних лотках контейнеров № 5, будут использованы. Таким образом, заказ возобновляется, когда остается два нижних лотка или 200 панелей. Поэтому сигнальная карточка прикреплена к лотку № 2. График производства фактически формируется обращением карточек «kanban», так как они составляют заказ на изготовление новых деталей.
-
|
Рис. 6.9. Сигнальная карточка внутрипроизводственного заказа
В условиях «тянущей» системы организации производства информационный поток направлен со стадии сборки (последней стадии производственного процесса) к первой стадии – заготовительной. При этом информационный поток значительно опережает по времени движение материального потока, оставляя резерв времени на формирование последнего. Предварительно, с участка механической обработки должна быть отправлена сигналь- ная карточка внутрипроизводственного запаса в заготовительный (прессовый) цех.
После того, как вся партия будет готова, с участка механической обработки поступает карточка отбора, согласно которой весь контейнер с 500 заготовками или 5 лотков по отдельности будут направляться (по мере необходимости) на конкретное рабочее место данного участка.
В этом случае карточка отбора сопровождает контейнер или лотки до «места назначения». Таким образом, информационный поток сопровождает ранее сформированный материальный поток.
Аналогично будут формироваться потоки и в механообрабатывающем, и в сборочном производстве, то есть в любом случае первоначальный информационный поток будет противоположно направлен перемещению материального потока.
Использование карточек «kanban» в управлении производством эффективно, так как они наглядны и содержат всю необходимую информацию, в том числе точку возобновления заказа и размер партии заказываемых деталей (изделий). Благодаря карточкам «kanban» цеховое руководство может визуально контролировать уровень материальных запасов и объемы поставок по предыдущему заказу на каждом участке (рабочем месте).
Необходимо отметить, что поскольку «тянущая» система организации производства соединяет снабжение, производство и сбыт материальных ресурсов в единый непрерывный процесс, то можно рассматривать материальный поток как сквозной и непрерывный во времени.
«Тянущая» система организации производства является обобщенным названием для различных систем, разработанных и внедренных на зарубежных предприятиях в течение последних 12–15 лет в противовес традиционным «толкающим» системам производства.
19.Цели управления и виды запасов
Управление запасами в логистике относят к ключевым активностям, и оно играет важную роль в сфере общего логистического управления деятельностью любого предприятия или фирмы. Запасы в том или ином виде фигурируют на всем протяжении логистических цепей и каналов, омертвляя большую или меньшую часть оборотного капитала. Запасы требуют больших капиталовложений и поэтому представляют собой один из показателей, определяющий политику предприятия и влияющий на уровень логистического обслуживания в целом. Роль запасов в логистике так велика, что за рубежом ее определяют как менеджмент запасов, находящихся в покое или движении
Анализ структуры производственных фондов промышленных предприятий и структуры затрат в машиностроении показывает, что запасы материалов на предприятиях являются затратным фактором номер один
Все запасы предприятий и организаций могут быть представлены следующими видами:
Серийный запас. Образуется вследствие округления в сторону большего, чем заказано для закупки и производства, но не превышающего определенного минимального размера серии. Примеры серийного запаса: поставщик поставляет только кратное количество сырья, или склад обеспечивает только полными коробками комплектующих, например, болтами.
Циклический запас. Образуется вследствие производства или ввоза товаров (сырья) с определенной частотой в определенные промежутки времени. По сравнению с серийным запасом причина образования циклического запаса – непостоянное пополнение с той разницей, что при серийном запасе ограничителем является количественный аспект, а при циклическом – временной. Пример циклического запаса: транспорт, обеспечивающий вывоз товаров от поставщика, прибывает каждую пятницу, и за один подвоз полностью обеспечивает потребителя в определенном виде товара на всю следующую неделю.
Технологический (переходный) запас – материальные ресурсы (незавершенное производство, готовая продукция), движущиеся из одной части логистической системы в другую.
Запас использования мощности. Образуется в случае, если свободные мощности используются для производства (или транспортировки) товара или услуг при отсутствии спроса на них. Целевая установка снижения запасов в подобной ситуации (диверсификация производства) недооценивается, преимущества отдаются максимальному использованию оборудования. Пример запаса использования мощностей: чтобы не допустить порожнего пробега транспорта поставщик поставляет товары, которые уже заказаны, но еще не запрошены.
Запас безопасности (страховой запас). Создается, чтобы избежать возможной неуверенности, связанной с гарантированностью подвоза, производства и вывоза продукции. Чем больше неуверенность и чем длиннее период реакции на заказ, тем выше должен быть уровень запаса безопасности. Пример запаса безопасности: чтобы не зависеть от надежности поставщика, на складе создается небольшой запас, который имеется всегда под рукой.
Предупредительный запас. Образуется, чтобы избежать предсказуемых колебаний в поставках, производстве или вывозе. Отличие от запаса безопасности и запаса использования мощностей заключается в том, что при создании предупредительного запаса колебания предсказуемы. Имеется ряд производственных и экономических причин для того, чтобы сочетать ритм поставок для производства и вывоза. Примеры предупредительного запаса:
1) закуплено большое количество сырья, поскольку ожидается рост цен или угрожает забастовка со стороны поставщика;
2) создание сезонного запаса для удовлетворения ожидаемого пика спроса, например, новогодние (рождественские) украшения.
Запас под рукой или линейный запас. Формируется товарами, находящимися в производственном процессе, т. е. на транспорте или в обработке. Уровень такого запаса в большей степени зависит от транспортировки. Так, например, когда происходит перегрузка с одного вида транспорта на другой, обладающий большей скоростью, чем предыдущий, средний линейный запас резко сокращается. Пример линейного запаса: товары, которые транспортируются в отдел производства или из мест производства в места продажи.
Неликвидный запас – когда циклы в производстве и дистрибуции не совпадают с жизненным циклом товара.
20.Структурирование запасов. АБС АНАЛИЗ.(правило Парето)
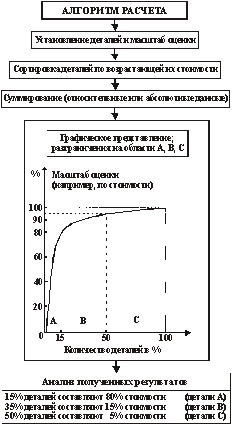
Существуют несколько методов нормирования, контроля и анализа состояния запасов на предприятиях. Один из таких методов носит название АВС метода (АВС method), правила 15(20)/80 или правило Парето.еще в 1897 году он выяснил,что80% богатств принадлежат 20%людей,еще 30% обладают 15% богатства остальные 50% обладают лишь 5% богатств.
Установлено, что в большинстве промышленных и торговых предприятий примерно 80% стоимости запасов охватывает около 15 (20)% наименований номенклатуры (подмножество А), 15% стоимости соответственно 35 (30)% наименований (подмножество В), 5% стоимости – 50% наименований (подмножество С). Изделия А наиболее ценные, изделия В средние по стоимости, изделия С самые дешевые и самые массовые. Американцы называют эту закономерность правилом большого пальца: поднятый вверх большой палец руки символизирует 20 (15)% объектов, при этом сжатые в кулак 4 пальца обозначают значимость поднятого вверх – 80%.
В результате анализа сделан вывод о том, что на 15% продукции, находящейся на складе, приходится 80% вложенных в запасы средств. Это говорит о том, что большая часть капитала предприятия омертвляется при хранении на складе незначительного количества товаров, т. е. является напрасной тратой средств.
При проведении АВС-анализа его результатом является построение кривой Лоренца (рис. 7.1). Для того, чтобы знать, приносят ли средства, вложенные в запас, прибыль, необходимо вести учет всех запасов, причем в зависимости от категории (АВС) изделий должен различаться контроль за ними.
Выводом из этого анализа для изделий А будет: необходимость точного расчета оптимальной величины заказа; тщательный контроль состояния запасов; повышение роли информации об этих изделиях для клиентов. Изделия этой группы – основные.
Изделия В требуют обычного контроля, налаженного учета и постоянного внимания. Как правило, это вспомогательные материалы.
Изделия С нуждаются в самом обыкновенном контроле, таком, как периодическая проверка уровней запаса. Для них оценивается оптимальное количество заказов и определяется величина потребности за длительный период времени (например, годовая потребность), к таким изделиям относятся инструменты, запасные части.
В результате различного учета в зависимости от принадлежности изделия к группам АВС различен и срок возобновления запасов конкретного изделия на складе, что позволяет определить причины увеличения затрат на складирование. Эти причины могут быть следующими:
сырье приобретается задолго до его использования в производстве;
|
Рис. 7.1. Процесс проведения анализа ABC
сырье закупается в слишком больших размерах; сырье и материалы, относящиеся к группам В и С достаточно долго хранятся на складе, занимая место в дорогостоящем складском помещении;
детали и материалы из-за длительного хранения устаревают;
закупленные материалы требуют затрат труда на переработку, сортировку и т. д.;
хранение требует определенного температурного режима, и, следовательно, дополнительных энергозатрат.
Применение метода АВС как метода учета запасов позволяет уменьшить затраты, вложенные в запасы на любых предприятиях (объектах).
21. Структурирование запасов. Анализ XYZ и совмещение анализов АВС и XYZ.
Еще одним методом характеристики запасов является анализ XYZ, с помощью которого ассортимент находящихся на складе изделий распределяется в зависимости от частоты их потребления, а именно:
изделия Х характеризуются постоянной величиной их потребности, малыми колебаниями в их расходе и высокой точностью предсказания;
изделия Y характеризуются заранее известными тенденциями определения потребности в них (например, сезонными колебаниями и средними возможностями прогноза);
изделия Z потребляются нерегулярно, какие-либо тенденции потребности в них отсутствуют, прогнозирование их потребности неточно.
Построение кривых распределения хранящихся изделий по частоте их потребления основано на анализе прошлого опыта и использовании метода наименьших квадратов для создания регрессионной зависимости. Рассчитанный, исходя из стандартных отклонений, коэффициент вариации V характеризует относительное распределение изделий по их средней стоимости. Результата анализа представлен на рис. 7.2.
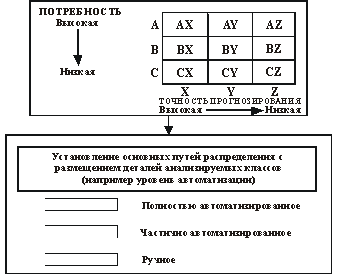
Результатом совместного проведения анализов АВС и XYZ является матрица, состоящая из девяти различных классов изделий. При выявлении принадлежности изделий к тому или иному классу и определении на основе каких предпосылок это установлено, можно использовать для каждого изделия целесообразный метод при их размещении. Например, можно распределить изделия (рис. 7.3) по различным уровням автоматизации и возможностям использования ЭВМ.
При определении потребности в материалах имеют место два принципиально отличающихся подхода.
Первый подход основан на расчете потребности в материалах, только тогда, когда она возникает (например, при поступлении заказов потребителей).
Второй подход основан на расчете расхода используемых материалов. Этот подход используется тогда, когда требуемое клиентом время поставки меньше, чем цикл восстановления складских запасов.
Наряду с названными двумя подходами существуют три метода расчета материалов: детерминированный, стохастический и эвристический. В первом методе известен конкретный период выполнения заказа и, соответственно, потребность в материалах по количеству и срокам. Во втором методе основой для расчета являются математико-статистические методы, позволяющие определить ожидаемую потребность. В третьем методе потребность определяется на основе опыта работников.
Расчет детерминированными методами не приводит к точному определению потребности в материалах по количеству и срокам поступлений. Он служит, главным образом, для расчета вторичной потребности при известной первичной. Для этого необходима сле-
|
Рис. 7.3. Образование классов деталей и установление путей и методов их размещения
дующая исходная информация: первичная потребность, включающая сведения об объемах и сроках; структура изделия в форме спецификации или указаний условий применения; возможные дополнительные поставки или циклы поставок материалов; располагаемое наличие в виде нетто-потребности.
При аналитическом подходе расчет ведется от изделия по ступеням иерархии сверху вниз. При всех существующих способах детерминированного определения потребности необходимо установить время потребления материалов по ступеням: цикл поступления материалов и первичной обработки их не должен увеличивать цикл изготовления изделия, для чего материалы должны иметься в необходимом количестве перед началом изготовления изделий; детали должны своевременно быть готовы, чтобы оставалось необходимое время для сборки; покупные изделия должны быть заказаны с учетом ожидаемого времени поставки.
При определении потребностей стохастическим методом учитываются данные предшествующего периода и на основании прогноза устанавливается ожидаемая потребность.
22. Прогнозирование. Укрупненная схема прогнозирования. Прогноз спроса.
Составление прогнозов или прогнозирование является неотъемлемой частью любого планирования – оперативного, тактического, стратегического. Прогнозирование заключается, во-первых, в анализе экономических, специальных, организационных, технических и технологических процессов, происходящих в предприятии (организации) и окружающей среде, причинно-следственных связей между ними, оценке сложившейся ситуации и выявлении проблем, которые нужно решать. Во-вторых, в формировании представления о будущем предприятия, условиях его функционирования, возможных трудностях и способах их преодоления. В-третьих, в обосновании, анализе и сопоставлении различных вариантов развития предприятия (организации), его производственного, научно-технического, финансового и кадрового потенциала, результатов деятельности и возможных стратегий в различных сферах. Иными словами, прогнозирование есть способ выявление состояния и вероятных путей развития предприятия. С наиболее общих позиций прогноз – это вероятностное суждение о состоянии логистического процесса, системы или отдельных элементов (звеньев) в определенный момент в будущем и (или) альтернативных путях достижения этого состояния [24].
Используемые в настоящее время разновидности прогнозов включают три важнейших особенности: первая заключается в том, что вся предсказывающая будущее ситуация исходит из времени прогноза (из временной точки), изменение которого влияет на прогноз; второй особенностью является неопределенность обстоятельств будущего периода, в связи с чем возможное развитие должно быть оценено и собрана информация прежде, чем будет сделан прогноз; третья особенность заключается в корреляции с информацией о прошедшем периоде.
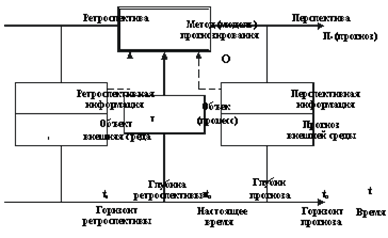
Общая схема процесса прогнозирования представлена на рис. 7.4 [24].
|
Рис. 7.4. Укрупненная схема процесса прогнозирования
Деятельность любого предприятия основывается на удовлетворении спроса, в связи с чем прогнозирование спроса является одним из главных направлений логистического менеджмента. Классическая модель прогноза спроса описывается следующим выражением:
Пt = (Бt × Сt × Тt × Цt × Дt) + H, (7.2)
где Пt – прогнозируемый спрос на момент t;
Бt – базовый уровень спроса на момент t;
Сt – сезонная составляющая;
Тt – компонента тренда, характеризующая тенденцию возраста-
ния или убывания спроса;
Цt – циклический фактор за период t;
Дt – фактор продвижения (движения) товара;
Н – нерегулярная (случайная) составляющая.
В приведенном или несколько ином виде такая зависимость используется в большинстве случаев для прогноза спроса.
Многовариантность прогнозов предполагает наличие соответствующего числа сценариев развития событий, каждый из которых разрабатывается в трех вариантах: оптимистичном (в надежде на благоприятные условия); реалистичном (исходя из нормальных условий); пессимистичном (предполагающим, что ситуация сложится неудачно).
23. Определение оптимального объема заказа. Метод Андлера.
При помощи детерминированных и стохастических методов прогнозирования делается первый шаг к определению потребности в материалах и комплектующих. Вторым шагом является расчет величины заказа материалов или определение оптимального, по возможности, с точки зрения цели, размера поступления на склад в рамках выявленной потребности.
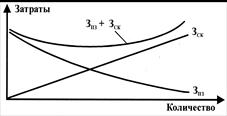
Рис. 7.8. Определение оптимального объема заказа: З ск – затраты на складирование; З пз – затраты на получение заказа
Наиболее известным способом определения величины заказа является классический метод, разработанный Андлером (рис. 7.8). Этот метод основан на том, что, с одной стороны, затраты на заказ являются постоянными и поэтому, при увеличении объема заказа, они снижаются на каждую партию, а, с другой стороны, существует линейная зависимость между затратами на складирование и объемом получения. Следовательно, критерием оптимизации размера заказа на пополнение запасов может быть минимум общих затрат на выполнение заказов и под-держание запаса сырья или готовой продукции на складе в течение планового периода (года).
Допустим, что годовая потребность предприятия в сырье (спрос на выпускаемую продукцию) равна Q общ. Тогда за год необходимо сделать n = Q общ/ q 3 – поставок на по-полнение запаса, где q 3 – величина разового заказа. Затраты (  ) на выполнение n заказов запишутся уравнением:
) на выполнение n заказов запишутся уравнением:
 , (7.3)
, (7.3)
где С 3 – стоимость подачи заказа (затраты на единицу заказа).
Затраты хранения (поддержания) запаса (С скл) на складе в течение года:
 , (7.4)
, (7.4)
где  – средняя величина запаса, поддерживаемая на складе;
– средняя величина запаса, поддерживаемая на складе;
С к – цена единицы продукции, хранимой на складе (затраты
на количество);
i – доля от цены, приходящаяся на затраты по поддержанию
запасов.
Средняя величина запаса составит  =
=  .
.
Суммарные годовые затраты (  ) в связи с этим представляются выражением:
) в связи с этим представляются выражением:
 , (7.5)
, (7.5)
Оптимальный объем заказа определяется из выражения 
Итак, оптимальный объем заказа  (Экономический размер заказа – Ecjnjmic Order Quantity – EOQ) определяется из выражения:
(Экономический размер заказа – Ecjnjmic Order Quantity – EOQ) определяется из выражения:
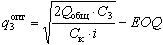 . (7.6)
. (7.6)
В теории управления запасами она известна как формула Уилсона, хотя была получена Ф. У. Харрисоном еще в 1913 г.
24. Модели управления запасами (Q-модель, Р-модель).
(Q)Методика заказа с твердо установленным количеством заказанного применяется таким образом, что сумма затрат на запас плюс сумма затрат на заказ должны быть минимальными. Под затратами на заказ в случае закупок понимаются затраты на персонал покупателя и затраты на административную обработку заказа при получении оплаты. Под затратами на заказ на производство продукции понимаются затраты при начале производства продукции, затраты на персонал, занятый планированием и подготовкой работы, и затраты на административную обработку заказа. На практике довольно сложно выразить все эти затраты количественно. Чем выше количество заказанного, тем выше серийный запас и тем выше затраты на запас.
Однако верно и другое: чем выше количество заказанного, тем меньше заказов размещается, тем ниже общая сумма затрат на заказ. Величина заказанного, при которой затраты минимальны, называется экономическим заказом количества (см. формулу 7.6).
Методика заказа применяется в отношении товаров, на которые текущий спрос определить нельзя, но наличие которых на складе имеет важное значение. Применяется также в отношении дешевых универсальных товаров, затраты на запас которых ничтожны (невысокая рента, небольшой риск и небольшое пространство). Применяется также в отношении товаров, потребность в которых сложно отделить от потребности в конечной продукции (навалочные грузы).
Управление по модели с фиксированным периодом между заказами или P-модель в среднем имеет больший запас, так как наличие материальных ресурсов должно быть достаточным до момента следующей поставки через фиксированный период времени при возможном изменении скорости расходования товара.
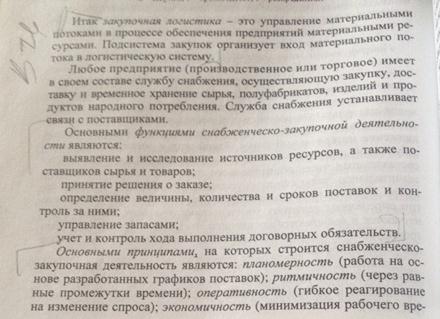
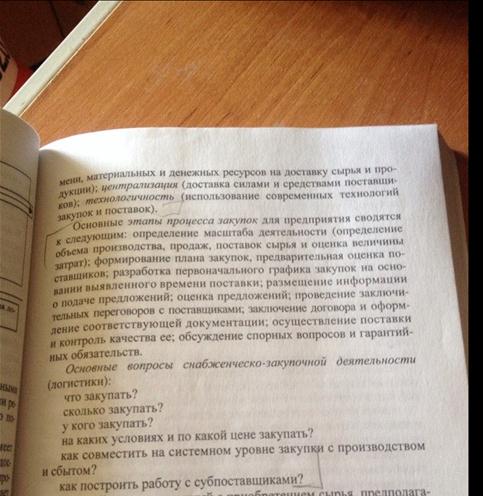
26. Закупочная логистика. Функции, принципы и основные вопросы снабженческо-закупочной деятельности.
|
|
Дата добавления: 2014-11-18; Просмотров: 10853; Нарушение авторских прав?; Мы поможем в написании вашей работы!