КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Протяжки
|
|
|
|
1.6.1. Варианты заданий на проектирование протяжки (табл. 1.7, табл. 1.8, табл. 1.9, табл. 1.10; рис. 1.6–1.8).
Таблица 1.7
Материал изделия, обрабатываемого протяжками
| № варианта | Материал | s в, МН/м2 | d,% |
| Сталь 30XГТА | |||
| Сплав Д16Т | |||
| Сталь 12ХНЗА | |||
| Сталь Х13 | |||
| Сталь 18ХНВА | |||
| Сталь Х12М | |||
| Латунь ЛТ90 | |||
| Сталь 20 | |||
| Чугун серый | HB 160 | ||
| Латунь Л63 | - |
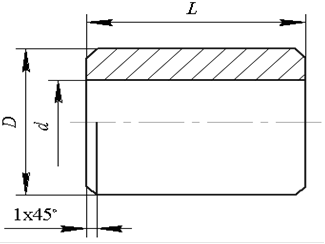
Рис. 1.6. Эскиз детали
Таблица 1.8
Варианты заданий на протяжку
| № варианта | D, мм | d, мм | L, мм | Модель станка |
| 1 | 2 | 3 | 4 | 5 |
| 50 Р 9 | 7530 М | |||
| 42 Н 9 | ||||
| 35 Н 8 | ||||
| 30 М 7 | ||||
| 27 Н 8 | ||||
| 24 К 7 |
Окончание табл. 1.8
| 1 | 2 | 3 | 4 | 5 |
| 18 Р 7 | ||||
| 16 С 7 | ||||
| 14 Н 9 | ||||
| 12 Н 7 | ||||
| 48 Н 9 | ||||
| 42 М 7 | 7530М | |||
| 70 Н 11 | ||||
| 55 Н 7 | 7530М | |||
| 60 Н 8 | ||||
| 50 Р 9 | ||||
| 40 Н 8 | ||||
| 22 Р 7 | ||||
| 32 Н 9 | ||||
| 20 Н 7 |
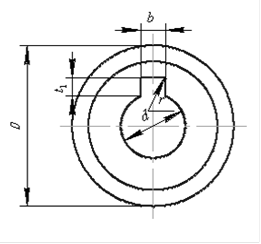
Рис. 1.7. Эскиз детали
Таблица 1.9
Варианты заданий на протяжку
| № вар. | d, мм | D, мм | b, мм | L, мм | t 1+0,1, мм | r, мм | Модель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 18 Н 7 | 5 D 10 | 1,9 | 0,2 | ||||
| 20 Н 9 | 6 Р 9 | 2,6 | 0,3 | ||||
| 26 Н 9 | 8 Р 9 | 3,1 | 0,3 | ||||
| З0 Н 7 | 8 D 10 | 2,6 | 0,3 | ||||
| 35 Н 7 | 10 Р 9 | 3,6 | 0,3 |
Окончание табл. 1.9
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 40 Н 9 | 12 D 10 | 3,6 | 0,3 | ||||
| 42 Н 7 | 12 Р 9 | 2,9 | 0,3 | ||||
| 50 Н 7 | 16 D 10 | 5,l | 0,5 | ||||
| 56 Н 8 | 18 P 9 | 5,6 | 0,5 | ||||
| 60 H 8 | 18 D 10 | 4,0 | 0,5 | ||||
| 8 Н 7 | 2 Р 9 | 0,9 | 0,2 | ||||
| 10 Н 9 | 3 D 10 | 1,5 | 0,3 | ||||
| 13 Н 7 | 3 Р 9 | 1,6 | 0,4 | ||||
| 16 Н 9 | 4 Р 9 | 1,7 | 0,5 | ||||
| 22 Н 7 | 6 Р 9 | 2,1 | 0,5 | ||||
| 27 Н 9 | 6 D 10 | 2,4 | 0,8 | ||||
| 32 Н 7 | 8 Р 9 | 2,8 | 0,8 | ||||
| 70 Н 9 | 16 D 10 | 5,0 | 1,5 | ||||
| 80 Н 7 | 18 Р 9 | 5,5 | 1,5 | ||||
| 100 Н 9 | 24 D 10 | 2,0 |
|
|
|
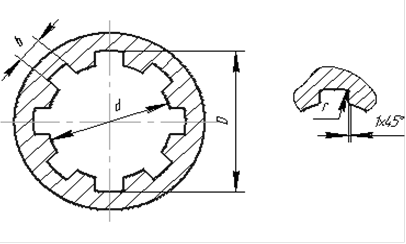
Рис. 1.8. Эскиз детали
Пример обозначения втулки Z =8, d =36 мм, D =40 мм, b =7 мм с центрированием по b и с посадками по d – H 11, D – H 12, b – D 9, b – 8  36 H 11 40 H 12 7 D 9.
36 H 11 40 H 12 7 D 9.
1.6.2. Обосновывают припуск, снимаемый протяжкой с изделия [29, 31, 47].
1.6.3. Выбирают схему резания.
1.6.4. Обосновывают конструкцию протяжки; назначают передние углы (в зависимости от обрабатываемого материала), назначают задние углы.
Таблица 1.10
Варианты заданий на протяжку
| № вари-анта | Обозначение по CT СЭВ 188-75 | f, мм | r, мм | Модель станка | Длина втулки, мм | |
| номи-нальн. | предельн. отклон. | |||||
| d -6x28 H 7x32 H 12x7 D 9 | 0,3 | +0,2 | 0,2 | |||
| d -8x46 H 7x50 H l2x9 H 8 | 0,4 | +0,2 | 0,3 | |||
| d -8x62 H 7x68 H 12x12 D 9 | 0,5 | +0,3 | 0,5 | |||
| D -6х21 H 11х25 Н 8х5 D 9 | 0,3 | +0.2 | 0,2 | |||
| D -8x32 H 11x38 H 8x6 D 9 | 0,4 | +0,2 | 0,3 | |||
| D -8x42 H 11x48 H 8x8 D 9 | 0,4 | +0.2 | 0,3 | |||
| b -6x23 H 11x28 H 12x6 D 9 | 0,3 | +0,2 | 0,2 | |||
| b -8x36 Н 11x40 Н 12x7 D 9 | 0,4 | +0,2 | 0,3 | |||
| b -8x52 H 11x60 H I2x10 D 9 | 0,5 | +0,3 | 0,5 | |||
| b -8x62 H 11x68 Н 12x12 D 10 | 0,5 | +0,3 | 0,5 | |||
| d -6x23 H 7x26 H 12x6 H 8 | 0,3 | +0,2 | 0,2 | |||
| d -10x16 H 7x20 H 12x2,5 D 9 | 0,3 | +0,2 | 0,2 | |||
| d -10x18 H 7x23 H 12x3 H 8 | 0,3 | +0,2 | 0,2 | |||
| D -10x21 H 11х26 H 7x3 D 9 | 0,3 | +0,2 | 0,2 | |||
| D -10x26 H 11x32 H 8x4 D 9 | 0,4 | +0,2 | 0,3 | |||
| D -10x28 H 11x35 H 8x4 D 9 | 0,4 | +0,2 | 0,3 | |||
| b -10x32 H 11x40 H 12x5 D 10 | 0,4 | +0,2 | 0,3 | |||
| b -10x36 H 11x45 H 12x5 D 9 | 0,4 | +0,2 | 0,3 | |||
| d -10x46 H 7x56 H 12x7 D 9 | 0,5 | +0,3 | 0,5 | |||
| D -16x52 H 9x60 H 8х5 D 9 | 0,5 | +0,3 | 0,5 |
1.6.5. Назначают подъем на зуб в зависимости от обрабатываемого материала, схемы резания, формы профиля детали.
|
|
|
1.6.6. Рассчитывают высоту зубав зависимости от коэффициента вмещаемости стружки, длины протягиваемой поверхности и подъема на зуб.
1.6.7. Назначают форму зуба и размеры впадины по соотношениям к высоте зуба или по таблицам.
1.6.8. Выполняют расчет протяжки на прочность.
1.6.9. Определяют количество режущих, переходных, чистовых и калибрующих зубьев.
1.6.10. Определяют параметры хвостовика, переходной шейки, передней и задней направляющих. Находят суммарную длину протяжки.
1.6.11. Выполняют рабочий чертеж протяжки. Если обработка заданной детали возможна только комплектом протяжек, выполняют чертежи на последнюю протяжку.
1.7. Варианты заданий на проектирование инструмента, работающего методом обкатки (табл. 1.11)
Материал изделия сталь 40X или см. табл. 1.7.
Длина вала, обрабатываемого долбяком, равна наружному диаметру вала.
Условные обозначения соединений шлицевых прямобочных. Пример соединения с параметрами Z=8, d =36 мм, D =40 мм, b =7 мм с центрированием по d с посадками по d –  ; D –
; D –  и по b –
и по b –  :
:
d – 8 36 40 7 .
Обозначение втулки этого соединения d – 8  36 Н 7 40 Н 12 7D9, обозначение вала d – 9 36 е 8 40 е 11 7 е 8.
36 Н 7 40 Н 12 7D9, обозначение вала d – 9 36 е 8 40 е 11 7 е 8.
Таблица 1.11
Варианты заданий на червячную фрезу и долбяк
| № варианта | Обозначение шлицевого вала по СТ СЭВ 188-75 | |
| Червячная фреза | Долбяк | |
| 1 | 2 | 3 |
| D – 10 16 h 11 20 e 8 2,5 d 9
| ||
| D – 10 18 h 11 23 h 7 3 d 10
| ||
| D – 10 21 h 11 26 e 8 3 h 9
| ||
| D – 10 23 h 11 29 h 7 4 e 8
| ||
| D – 10 26 h 11 32 e 8 4 d 9
| ||
| D –10 28 h 11 35 h 7 4 d 10
|
Окончание табл. 1.11
| 1 | 2 | 3 |
| D – 10 18 e 8 23 d 9 3 d 10
| ||
| D – 10 32 h 11 40 h 8 5 h 9
| ||
| D – 10 42 h 11 52 e 8 6 h 9
| ||
| D – 10 46 h 11 56 h 7 7 d 10
| ||
| d – 10 16 e 9 20 d 9 2,5 d 10
| ||
| d – 10 18 e 8 23 d 9 3 d 10
| ||
| d – 10 21 e 9 26 d 9 3 d 10
| ||
| d – 10 23 e 8 29 d 9 4 d 10
| ||
| d – 10 26e9 32d9 4d9
| ||
| b – 6 23 h 11 26 a 11 6 f 8
| ||
| b – 6 26 h 11 30 a 11 6 h 8
| ||
| b – 6 28 h 11 32 a 11 7 f 8
| ||
| b – 8 32 h 11 36 a 11 6 е 8
| ||
| b – 8 36 h 11 40 a 11 7 f 8
|
1.7.1. Определяют профиль инструмента. Определение профиля червячной фрезы или долбяка для обработки прямобочного шлицевого вала в курсовой работе производят аналитическим методом. С целью уменьшения высоты переходной кривой от боковой стороны шлицевого валак окружности впадин диаметр центроиды изделия назначается минимально допустимым в соответствии с теоретическими рекомендациями [41]. Профиль инструмента может быть заменен дугой окружности с целью облегчения изготовления. Погрешности, получающиеся при такой замене, должны составлять часть допуска наизготовление ширины шлица. Если окружность окажется больше допустимой, то профиль инструмента следует заменить дугами двух окружностей.
|
|
|
1.7.2. Определение конструктивных элементов инструмента производят в соответствии с указаниями методических пособий [34, 38].
1.7.3. Выполняют рабочий чертеж. Профиль инструмента при-водят в масштабе увеличения.
1.8. Варианты заданий на проектирование зубообрабатывающего инструмента (табл.1.12)
Спроектировать инструмент для обработки прямозубой шестерни счислом зубьев Z 1, которая должна зацепляться с колесом, имеющим число зубьев Z 2.Нормальный исходный контур по ГОСТ 13755-68.
Таблица 1.12
Варианты заданий на червячную фрезу и долбяк
| № варианта инструмента | m | Z 1 | X 1 | Z 2 | X 2 | Степень точности по ГОСТ 1643-72 | ||
| червяч-ная фреза | долбяк | |||||||
| +0,15 | -0,15 | 7-7-6- Ва | ||||||
| 1,25 | +0,1 | +0,1 | 7-Вс | |||||
| 1,25 | +0,1 | +0,1 | 6-7-8-Ва | |||||
| 1,375 | +0,15 | -0,1 | 7-Ва | |||||
| 1,5 | +0,1 | +0,1 | 6-6-7-Ва | |||||
| 1,75 | +0,15 | +0,1 | 7-8-8-Ва | |||||
| 2,0 | +0,15 | -0,1 | 6-7-8-Ва | |||||
| 2,25 | +0,2 | +0,2 | 7-7-8 Дв | |||||
| 2,5 | +0,15 | +0,3 | 6-7-7 Са | |||||
| 2,75 | +0,2 | +0,15 | 6-7-8 Вс | |||||
| 3,0 | +0,25 | +0,3 | 8-Са | |||||
| 3,5 | +0,15 | +0,2 | 7-Ва | |||||
| +0,1 | +0,25 | 6-Са | ||||||
| 4,5 | +0,1 | +0,25 | 7-7-8-Ва | |||||
| 5,0 | +0,1 | +0,25 | 7-6-7-Да | |||||
| 5,5 | +0,2 | 6-7-8-Ba | ||||||
| +0,15 | +0,3 | 7-6-7-Са | ||||||
| 0,1 | +0,2 | 8-7-6-Ba | ||||||
| +0,3 | 7-Ва | |||||||
| +0,2 | 6-Са | |||||||
1.8.1. К зуборезным инструментам, проектируемым в курсовой работе, относятся червячная модульная фреза и зуборезный долбяк.
|
|
|
Расчет геометрических и конструктивных элементов червячной модульной фрезы производится в соответствии с методическим пособием по расчету червячных фрез [39].
1.8.2. Расчету зуборезного долбяка должно предшествовать определение дополнительных исходных данных изделия расчетом или по справочникам: толщины зуба нарезаемого колеса, диаметров окружностей выступов и впадин зуба, величин допускаемых отклонений на оба параметра в зависимости от заданной степени точности (табл. 1.12).
Делительный диаметр долбяка назначают с учетом модуля нарезаемого колеса и модели станка, на котором будет использоваться долбяк. Величину делительного диаметра следует привести в соответствие со стандартным значением. Следующим этапом является определение параметров зуба в расчетном сечении и нахождение исходного расстояния. Спроектированный долбяк проверяют на правильность нарезания зуба колеса: отсутствие интерференции нарезаемого профиля, подреза ножки и среза головки.
В случае невыполнения какого-либо условия следует изменить или исходное расстояние, или число зубьев долбяка, или предел стачивания.
1.8.3. Выполняют рабочий чертеж червячной модульной фрезы или зуборезного долбяка.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 706; Нарушение авторских прав?; Мы поможем в написании вашей работы!