КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Фрезерование с применением делительной головки
|
|
|
|
Делительные головки используют в основном на консольных и широкоуниверсальных станках для закрепления заготовки и поворота ее на различные углы путем непрерывного или прерывистого вращения. В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщают одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров. Такие головки применяют при изготовлении многогранников, нарезании зубчатых колес и звездочек, прорезании пазов, шлиц и т.п.
По принципу действия различают делительные головки лимбовые (универсальные), оптические, безлимбовые и с диском для непосредственного деления. Лимбовые делительные головки применяют для выполнения всех видов работ.
Универсальная лимбовая делительная головка (рис. 9.12) состоит из основания 12 со стяжными дугами 6, в которых смонтирован цилиндрический корпус 5. При ослаблении гаек 13 корпус 5 может поворачиваться вокруг горизонтальной оси против часовой стрелки на угол от -5° и до +95° — по часовой стрелке. Поворот корпуса контролируется по шкале и нониусу.
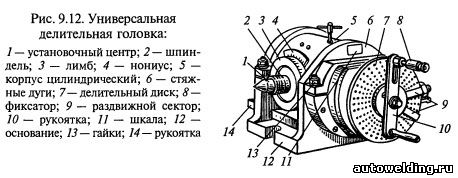
В корпусе 5 на подшипниках смонтирован шпиндель 2, на переднем конце которого имеется резьба с центрирующим пояском для крепления самоцентрирующего или поводкового патрона и конусное отверстие для установки центра 1. Здесь также размещен лимб 3 с делениями и нониусом 4 для непосредственного деления, а на заднем конце шпинделя установлена оправка для сменных зубчатых колес. Вращение шпинделя 2 передается с помощью рукоятки 10 с фиксатором 8 через зубчатые колеса с передаточным отношением, равным 1, и червячную пару k/N, где к — число заходов червяка, N— число зубьев червячного колеса. Отсчет поворота рукоятки производят по засверленным на делительном диске 7 отверстиям. Для удобства отсчета поворота рукоятки имеется раздвижной сектор 9, состоящий из линеек. С помощью рассмотренной делительной головки можно выполнять простое и сложное (дифференциальное) деление.
|
|
|
Непосредственное деление осуществляют по лимбу 3 с делениями через 1°. Точность отсчета с использованием нониуса 4 равна 5'. Поворот шпинделя при этом можно производить рукояткой 11 или непосредственным вращением шпинделя. После каждого поворота шпиндель фиксируют стопором 8. В некоторых делительных головках вместо лимба 3 с делениями устанавливают диск с отверстиями по кругу (24; 30 и 36 отверстий), что позволяет выполнить деление на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей.
Простое деление выполняют с помощью зафиксированного стопора 4 (рис. 9.13), с двух сторон которого просверлены отверстия по концентрическим окружностям. С одной стороны диска могут быть окружности с 24, 25, 26, 28, 30, 34, 37, 38, 39, 41, 42 и 43 отверстиями, а с другой — с 46, 47, 49, 51, 53, 54, 57, 58, 59, 62 и 66 отверстиями.
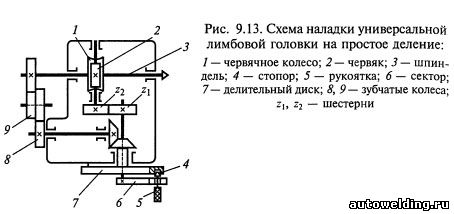
Пусть требуется разделить окружность заготовки на z частей. В этом случае для того чтобы заготовка, а значит, и шпиндель 3 повернулись на 1/z оборота, рукоятка 5 должна быть повернута согласно кинематической цепи на

оборотов. При z2/z1= 1 и числе заходов червяка k= 1 получим np=N/z, где N — характеристика делительной головки (равна числу зубьев червячного колеса).
Дробь N/z можно представить в виде суммы двух слагаемых
N/z = a + m/q,
где а — число целых оборотов рукоятки; m/q — доля оборота рукоятки (q — число отверстий в окружности делительного диска; m — число шагов между отверстиями в выбранной окружности).
Таким образом, деление на 1/z часть производят поворотом рукоятки на а целых оборотов и дополнительно на величину m/q, отсчитываемую по окружности с числом отверстий q. После этого рукоятку стопорят фиксатором 4. Для удобства отсчета при повороте рукоятки на величину m/q используют сектор 6 (см. рис. 9.12), который разводят на такой угол, чтобы он охватывал m шагов между отверстиями на окружности с числом отверстий q.
|
|
|
Наладка на дифференциальное деление применяется в тех случаях, когда невозможно подобрать делительный диск с нужным числом отверстий для простого деления.
Основные принципы наладки фрезерных станков с ЧПУ. Наладочный режим. Этим термином определяется комплекс требований, обязательных к выполнению при управлении автоматами и полуавтоматами в процессе наладки фрезерных станков с ЧПУ. Основные из них следующие: ручное раздельное включение в работу механизмов и РО станка; ручное или покадровое движение; ручная проверка взаимодействий по всему автоматическому циклу; использование управления с пультов только через органы (кнопки, тумблеры, переключатели и т. д.), разрешенные в наладке.
Состав и последовательность работ по наладке фрезерных станков с ЧПУ должны соблюдаться в таком порядке:
1. комплектование (получение) инструментов и другой технологической оснастки;
2. сравнение диаметров (радиусов) и длин режущих инструментов с их расчетными значениями;
3. определение значений коррекций, связанных с размерами инструментов, запись их по видам коррекций и номерам корректоров;
4. зарядка считывающего устройства;
5. ориентирование и установка приспособлений и заготовки в соответствии с координатами исходной точки (ИТ);
6. установка инструмента;
7. ввод коррекции;
8. опытная обработка заготовки (заготовок при многопозиционной обработке) в автоматическом режиме.
Комплектование инструментов и технологической оснастки производится в точном соответствии с картой обработки (ЕСТД ГОСТ 3.1404.74) и так называемой распечаткой программы. В условиях работы на станке с ручной сменой инструментов каждый режущий инструмент, участвующий в обработке, должен быть укомплектован своим вспомогательным инструментом. Это позволяет до начала обработки подготовить его к установке в конусное отверстие шпинделя, обеспечив неизменность фактической длины инструмента, и заранее (а не в момент установки) определить необходимость в коррекции по длине и ее значение. Такая организация сокращает затраты вспомогательного времени.
|
|
|
| На станках с автоматической сменой инструмента применяется специальный вспомогательный инструмент с устройством для индивидуального кодирования и канавками под захват автооператора (рис.III.16). Пока еще существуют различия в конструкциях, формах и размерах мест под захват автооператором, а также различия в кодирующих устройствах, поэтому при комплектовании необходимо проследить за соответствием этих инструментов станку. Рис.III.16. Переходная конусная втулка для зажима инструмента на станке модели ЛФ260-МФ4 с набором кодирующих колец 1, 2, 4, 8 |
Сравнение диаметров и длин инструментов с их расчетными значениями является важнейшим этапом наладки, от тщательности и точности выполнения которого зависит точность форм и размеров изделий Если радиус концевой фрезы будет больше или меньше расчетного значения (т. е. значения принятого в программе), то на столько же будет меньше или больше фактический размер, которым определяется положение обрабатываемой (например, криволинейной) поверхности относительно других поверхностей заготовки.
Измерение диаметра фрезы производится таким измерительным инструментом, у которого порог чувствительности несколько выше того значения, которому соответствует допустимое отклонение изделия. Следует принимать в расчет возможное радиальное биение фрезы, а также выполнять проверку радиального биения фрезы, закрепленной в конусной переходной втулке, в которой она будет установлена в конус шпинделя. Если радиальное биение более чем в два раза превосходит допустимое отклонение, то инструмент должен быть заменен. Установка в конус шпинделя станка может вызывать увеличение погрешности размера инструмента за счет дополнительного радиального биения.
| Для проверки биения фрезы от посадочного конуса втулки или оправки рекомендуется применять специальные приборы (устройства). На рис. III.17 показан такой прибор модели БВ-2013, предназначенный для размерной настройки вращающегося режущего инструмента. Настраиваемый или проверяемый инструмент с конусным хвостовиком (конусность 7:24) устанавливают в конусном отверстии шпинделя 3. Фиксатор 2 исключает поворот шпинделя при затяжке инструмента маховичком 1. На стойке прибора размещены вертикальная 10 и горизонтальная 9 каретки. Вертикальная каретка перемещается ходовым винтом 11 при вращении маховичка 12 и фиксируется рукояткой 4. На этой каретке находятся прямоугольные направляющие для горизонтальной каретки. Каретка 9 предусмотрена для установки или измерения размера инструмента по радиусу, а также для контроля радиального биения. Для этого на каретке помещены насадка 5 и два индикатора с ценой деления 0,01 и 0,002 мм. Один служит для определения размера длины вылета, а второй — для определения размера наибольшего радиуса или радиального биения. Рис.III.17. Прибор для измерения и контроля радиуса фрез, радиального биения и длины вылета |
На призме 6 расположена концевая мера. Микрометрической головкой 8, винт которой через концевую меру прижат к неподвижному упору 7, производится установка на необходимый размер (координаты по осям X, У) путем повертывания ее лимба. Для предварительной установки каретки служит маховичок на торце ходового винта. Гайка ходового винта имеет предусмотренный осевой зазор, который выбирается пружиной, обеспечивающей упругий контакт упора 7 с винтом головки 8.
|
|
|
При горизонтальном перемещении каретки 9 одновременно вращается шпиндель 3 маховичком 1; благодаря этому штифт индикатора вначале коснется инструмента в точке наибольшего радиуса, что и будет соответствовать моменту определения размера радиуса.
Измерение длины вылета инструмента производят при медленном перемещении каретки 10 малым маховичком 13. Отсчет величины ведется по вертикальной шкале. Моментом определения размера является контакт торцевого режущего лезвия инструмента (в горизонтальной плоскости) со штифтом индикатора. Наряду с механическими, применяются оптические приборы, имеющие более высокий порог чувствительности.
Зарядка считывающего устройства. Фотосчитывающее устройство (ФСУ) «Консул 357-6» размещается под технологическим пультом УЧПУ. Оно может быть заряжено двумя способами: способом бобин и способом бесконечной ленты. Способ бобин применяется в случаях длинных перфолент, содержащих программы больших объемов, так как после отработки программы с изготовлением одного изделия или группы их в одном автоматическом цикле перфолента должна быть вновь перемотана на первую бобину. Для перемотки ФСУ снабжены перематывающим механизмом, который может вступать в работу и по команде программы.
Способ бесконечной ленты состоит в том, что перфолента склеивается концами и образует как бы бесконечную ленту. В результате после окончания программы через некоторый пустой промежуток вновь идет начало ленты. Перфолента закладывается в щель между двумя ведущими барабанами ФСУ и проходит направляющий лоток, а затем — считывающую головку.
Сматывающийся участок ленты свободно самоукладывается в плоском ящичке устройства и выбирается оттуда вновь на первую бобину. Перед вставкой ленты необходимо нажать на клавишу «Зарядка» затем заправить ленту так, чтобы ведущая (транспортная) дорожка своими отверстиями наделась на шпеньки тянущего барабанчика, для чего она должна быть ближе к лицевой стороне. После зарядки может быть нажата клавиша «Пуск».
В модернизированных УЧПУ H33-IM фотосчитывающие устройства имеют справа от себя пять клавиш. Управление с помощью этих клавиш позволяет производить все необходимые операции, связанные с работой программоносителя.
Ориентирование и установка приспособлений и заготовок.
Приспособления, применяемые на станках с ЧПУ, предназначены не только правильно ориентировать базовые поверхности заготовки (заготовок) относительно направлений перемещений РО станка и закреплять заготовку, но и устанавливать ее в заданное программой обработки положение относительно начала отсчета перемещений, т. е. нуля.
Установка инструмента. На станках с ручной сменой первый режущий инструмент ставится до начала обработки заготовки. Последующие инструменты, участвующие в операции обработки, устанавливаются во время предусмотренных в программе пауз — так называемых технологических остановов. При автоматическом возникновении такой паузы на световом табло пульта оператора в рубрике «Инструмент» появляется светящееся число, информирующее о номере инструмента, которым следует заменить действовавший.
Ввод коррекций. Коррекция (исправление) предусмотрена в целях внесения поправок в информацию, которую содержит записанная на перфоленте программа обработки. Такие поправки чаще всего связаны с выявлением отклонений в размерах инструментов от расчетных и отклонений от размеров изделий (обработанных заготовок). Причинами отклонений могут быть неравнораспределенные или увеличенные припуски на обработку, неправильно учтенная жесткость СПИД и др (СПИД — система станок—приспособление—инструмент—деталь (заготовка)).
Коррекция вводится до начала отработки программы при установке режима работы с ручного пульта, в положении нуля отсчета. Коррекция может быть по геометрическим размерам (диаметр, длина вылета фрезы) и по режиму обработки (скорость подачи, частота вращения шпинделя). Коррекция скорости подачи может вноситься в любое время в процессе отработки программы, но на скоростях не более 1200 мм/мин (2000 Гц) в УЧПУ H33-1M и Н33-2М.
Значения геометрических коррекций выражаются в количествах импульсов.
Допустим, что радиус фрезы оказался больше расчетного на 0,28 мм. Чтобы получить значение коррекции, скажем, связанной с эквидистантой криволинейного контура (т. е. траекторией перемещения центра фрезы), следует значение этого отклонения разделить на значение цены импульса, знак поставить «+»» так как в нашем примере поправочное перемещение направлено от заготовки. При цене импульса, равной 0,01 мм (что соответствует данным станка ЛФ260-МФ4) коррекция составит 0,28: 0,01 = 28.
Значение коррекции и ее знак рекомендуется записать под номером того корректора на технологическом пульте УЧПУ, который в соответствии с записью команд программы предусмотрен для выполнения такой коррекции. Одновременно полезно записать вид коррекции. Могут быть введены только те коррекции, которые предусмотрены и отражены в записи программы обработки. Это устанавливается чтением технологической карты наладки и «распечатки» программы, каждая строка которой содержит информацию одного кадра и начинается с его номера, например: N = 001 G01 X — 008450 Y — 004280 Z — 002476 F4724 L301LF.
На возможность внесения коррекции указывает наличие в кадре слова с адресом L. Адрес L всегда располагается в конце фразы (т. е. кадра). Код коррекции, записываемый в распечатке, состоит из буквенного символа L и трех цифр A1, A2 и А3; иначе, символ L сопровождается трехзначным числом. Высший разряд этого числа, т. е. A1 информирует о виде коррекции. Так, в нашем примере значения A1 следующие:
А1 = 1, корректируется координата X
А1 = 2,»» Y
A1 = 3, корректируются координаты X, Y
A1 = 4, корректируется координата Z
А1 = 5, корректируются координаты X, Z
A1 = 6,»» Y, Z
A1=7,»» X, Y, Z
Цифры А2 и А3 служат для информации о номере корректора, который задан программой для внесения коррекции, предусмотренной в данном кадре. Технологические пульты УЧПУ Н33-1М и Н33-2М имеют 18 корректоров.
Код коррекции не содержит указания, с каким знаком может быть введена коррекция. Если такое указание должно иметь место (вызывается обстоятельствами, при которых внесение любой поправки, например со знаком минус, вызовет брак изделия), то знак коррекции задается путем замены первой цифры (нуля) у двух разрядных чисел, придаваемых подготовительным функциям G01, G02 и G03, на цифру 4, когда задается + (плюс), на цифру 5 когда задается — (минус): например, G41 или G53.
С осуществлением ввода коррекции связаны и некоторые другие подготовительные функции. Такими являются: G40, которой осуществляется команда отмены коррекции; G41 — коррекция длины инструмента положительная (+); G51 — то же отрицательная (—); G42 — коррекция радиуса инструменту при перемещении по часовой стрелке положительная; G52 — то же отрицательная; G43 — коррекция радиуса инструмента положительная (+) при перемещении против часовой стрелки; G53 — то же отрицательная (—).
Подготовительные функции G41, G42 и G43 обеспечивают взятие коррекций с положительным знаком независимо от набора набранного на соответствующем корректоре, а функции G51, G52 и G53 — то же с отрицательным знаком (—). УЧПУ Н33-1М иН33-2М, если в них отсутствует так называемый блок эквидистанты, не обеспечивает возможности введения коррекции на параметры траектории инструмента, обходящего криволинейный обрабатываемый контур заготовки по эквидистанте. На рис. III.20, а показана схема коррекции при линейной интерполяции на размер радиуса фрезы 1. Пунктиром 2 показан неправильный (расчетный) путь центра фрезы, требующий доправки. Коррекция Δх должна быть введена со знаком «—», так как производится отнесение траектории инструмента вправо. Коррекция Δy также берется со знаком «—» (см. рис. III.6). В этом примере запись коррекции в распечатке будет L305, если программой задается корректор под номером 5.
На рис.III.20, б показана схема коррекции при круговой интерполяции. Для изменения размера радиуса дуги 1 координата х ее начальной точки А должна быть увеличена на Δх, т.е. фреза отнесена от центра дуги вправо. В записи кадра, в котором отрабатывается этот квадрант окружности контура изделия, должны быть заданы подготовительная функция G53 и коррекция L306, если номер корректора, например, 6.
После пробной обработки заготовки и измерения полученных на ней размеров при необходимости вносятся новые поправки путем сброса в 0 (переключателем режимов на пульте оператора УЧПУ) прежде набранных коррекций и набора новых уточненных значений на тех же корректорах.
| Коррекция положения эквидистанты ограничивается ее значением, равным 2,55 мм, а не возможностью числа, набираемого на декадном переключателе корректора (это число 99,99). Рис.III.20. Схемы коррекция: a — при линейной интерполяции: б — при круговой интерполяции против часовой стрелки |
Задание для студентов: (1) с. 181-215, 300-307, 333-337; (2) с. 58-71; (3) с. 195-212.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 6254; Нарушение авторских прав?; Мы поможем в написании вашей работы!