КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Наладка центровых круглошлифовальных станков. Установка задней бабки. Расстановка упоров
|
|
|
|
Наладка центровых круглошлифовальных станков. Рекомендуется выполнять наладку в такой последовательности:
- проверить работу всех узлов станка в наладочном режиме и устранить возникшие неисправности;
- установить скорость продольного перемещения механизма правки и произвести (при необходимости установки нового шлифовального круга) предварительную правку при отключенном копирном устройстве (обычно такая правка производится алмазозаменителем);
- отбалансировать шлифовальный круг и затем проверить качество балансировки;
- произвести правку шлифовального круга с помощью копирного устройства (если необходимо);
- установить в переднюю и заднюю бабки центры и выверить их соосность;
- установить переднюю и заднюю бабки на заданном осевом расстоянии;
- установить в центрах (патроне) заготовку и проверить надежность ее закрепления;
- выверить взаимное расположение шлифовальной бабки с заготовкой в осевом и радиальном направлениях;
- расставить упоры для изменения направления перемещения стола при продольном шлифовании;
- установить заданные режимы обработки;
- при шлифовании длинных заготовок произвести установку люнета (люнетов);
- установить и настроить по эталону измерительное устройство для контроля диаметра наружной поверхности и управления циклом станка;
- произвести пробное шлифование двух-трех заготовок, измерив их погрешности и откорректировав положение шлифовальной бабки и настройку измерительного прибора;
- при положительных результатах обработки заготовок установить на станке автоматический цикл и проверить работу станка путем обработки партии заготовок с обеспечением требуемой производительности и точности.
|
|
|
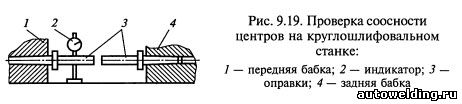
Установка и выверка центров. Перед установкой центров необходимо проверить, нет ли забоин в конических отверстиях в шпинделях бабок, следует очистить их от грязи и смазать маслом. Углы центров проверить шаблоном, а прилегание хвостовиков — по краске. Соосность центров следует определить по специальным оправкам 3 (рис. 9.19), установленным в переднюю 1 и заднюю 4 бабки. Положение цилиндрических поверхностей оправок проверить индикатором 2 по всей длине образующей оправок. При отклонении свыше 0,01 мм устранить отклонения от соосности поворотом передней или смещением задней бабки.
Установка задней бабки. Устанавливают заднюю бабку в требуемое положение и надежно закрепляют ее на столе с помощью двух зажимных винтов. Усилие прижима детали задним центром должно быть умеренным. Чем легче и тоньше деталь, тем меньшим должно быть это усилие. Следует помнить, что излишняя сила прижима приводит к быстрому износу центров и, следовательно, к ухудшению качества обработки. Слабый прижим детали также недопустим, так как под действием давления круга на деталь задний центр может сместиться и точность обработки будет нарушена. При шлифовании длинных деталей устанавливают необходимое число люнетов, исключающих прогиб детали под действием усилий, возникающих при обработке.
Затем следует отрегулировать и проверить систему охлаждения и фильтрования рабочей жидкости.
Расстановка упоров. После того, как шлифуемая деталь будет установлена в центрах, необходимо приступить к расстановке упоров для изменения направления движения стола при продольном шлифовании. Для установки взаимного положения круга и детали в направлении оси детали в центрах станка помещают эталонную деталь. Шлифовальной бабке сообщают установочное перемещение в направлении оси детали. В качестве базы обычно используют левый торец детали, положение которого остается постоянным при любой длине детали. Для пробных ходов при наладке включают электродвигатель бабки круга и детали, после чего подводят круг к детали до появления искры и вручную перемещают стол. Если при этом искра будет равномерна по всей длине детали, то можно включить автоматическую подачу. Сделав несколько ходов, проверяют диаметр детали с обоих концов и, если она окажется конусной, выверяют положение стола.
|
|
|
Настройка шлифовальных станков. При настройке станка нужно пользоваться имеющимся лимбом поперечной подачи, облегчающим настройку. Убедившись, что деталь вращается с необходимой скоростью и положение упоров переключения хода стола соответствует требуемой длине шлифования, необходимо осторожно подвести круг к детали до появления искры. В этом положении следует освободить лимб и, не сдвигая маховик поперечной подачи, передвинуть его так, чтобы число делений между нулевым делением на корпусе механизма поперечной подачи и нулевым делением лимба соответствовало половине припуска на диаметр детали. После этого, закрепив лимб, можно обрабатывать деталь, включив автоматическую подачу, которая выключается упором поперечной подачи при совмещении нулевых делений лимба и корпуса механизма поперечной подачи. За два-три деления до нулевого положения необходимо проверить размер детали, чтобы не допустить снятия лишнего металла, и, если нужно, внести соответствующие коррективы в наладку. При шлифовании до упора необходимо периодически корректировать положение круга для компенсации износа.
Наладка измерительно-управляющих устройств. Измерительные приборы устанавливают по эталонной детали на позициях измерения. Сначала выполняют предварительное регулирование вдоль оси детали, а затем окончательно устанавливают в нулевое положение. При наладке приборов с рычажными системами необходимо выполнить независимое регулирование горизонтального и вертикального рычагов. После окончательного регулирования измерительных приборов необходимо зафиксировать положение узлов, чтобы фиксация была надежной и отрегулированное точное взаимное расположение деталей и узлов прибора сохранялось и после их закрепления.
|
|
|
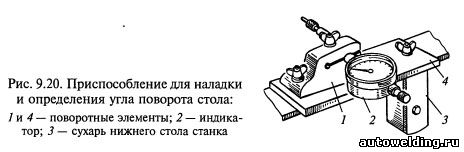
В процессе пробного шлифования следует проверить при ручной подаче состояние искры по длине шлифуемой поверхности. Если искра будет равномерна по всей длине, то можно включить автоматическую подачу. Отшлифовав деталь, необходимо проверить диаметр шеек в двух наиболее удаленных сечениях. Если окажется конусность, необходимо отрегулировать положение стола в горизонтальной плоскости поворотом его верхней части относительно нижней. Для наблюдения за углом поворота при наладке используют специальный лимб или наладочное приспособление с индикатором (рис. 9.20). Приспособление крепится к нижнему столу станка на сухаре 3 и имеет два поворотных элемента 1 и 4, с помощью которых устанавливается индикатор 2 в различных положениях по высоте и ширине стола станка. Окончательно проверяют установку стола путем повторного пробного шлифования.
Для пневматического измерительного прибора большое значение имеет правильная наладка прибора и соответствующее тарирование шкалы отсчетного устройства, которое производится по эталонам. Для измерения отверстий шкалы пневматические приборы тарируют по установочным кольцам. В комплект должно входить не менее двух установочных колец, соответствующих по размерам предельным диаметрам измеряемой детали, для которой производится тарирование прибора. По установочным кольцам на шкалу прибора наносят контрольные точки, промежуточные значения получаются делением отрезков между точками; нанесенными по кольцам, на равные доли, с тем чтобы получить требуемую цену деления. Правильная эксплуатация пневматического прибора имеет важное значение для точности и надежности его работы.
Особенности наладки плоскошлифовальных станков. Наладку станков с прямоугольным столом и магнитной плитой следует начинать с проверки работы узлов станка, а также с проверки исправности магнитной плиты или приспособления для установки и зажима заготовки. В случае отклонения от плоскостности стола и магнитной плиты их необходимо прошлифовать до требуемого отклонения от плоскостности согласно данным паспорта станка. Далее наладку рекомендуется проводить с учетом следующих особенностей.
|
|
|
При использовании магнитной плиты установить на плиту заготовку (заготовки), обеспечив при этом перекрытие каждой заготовкой двух полюсов. Проверить усилие зажима. После установки заготовки, включения электромагнитной плиты и подачи стола шлифовальный круг следует постепенно вводить в соприкосновение с обрабатываемыми заготовками (во избежание его удара).
При наладке станков с прямоугольным столом расставить упоры, переключающие направление хода стола, обеспечив при этом перебег, который определяется размерами круга и методом шлифования (периферией или торцом). Расставить упоры, ограничивающие поперечное перемещение шлифовальной бабки, обеспечив при этом выход круга относительно края плиты не более 0,3 его высоты. В зависимости от длины и скорости продольного хода стола установить частоту двойных ходов. Установить требуемые значения поперечной и вертикальной подач. Настроить измерительно-управляющее устройство, осуществляющее цикл работы станка и автоматический останов станка в конце обработки.
Задание для студентов: (1) с. 245-269, 310-317, 344-352; (3) с. 177-195.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 3938; Нарушение авторских прав?; Мы поможем в написании вашей работы!