КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Структура наладки
|
|
|
|
Лекции 23 - 24. Тема «Основные принципы наладки протяжных станков».
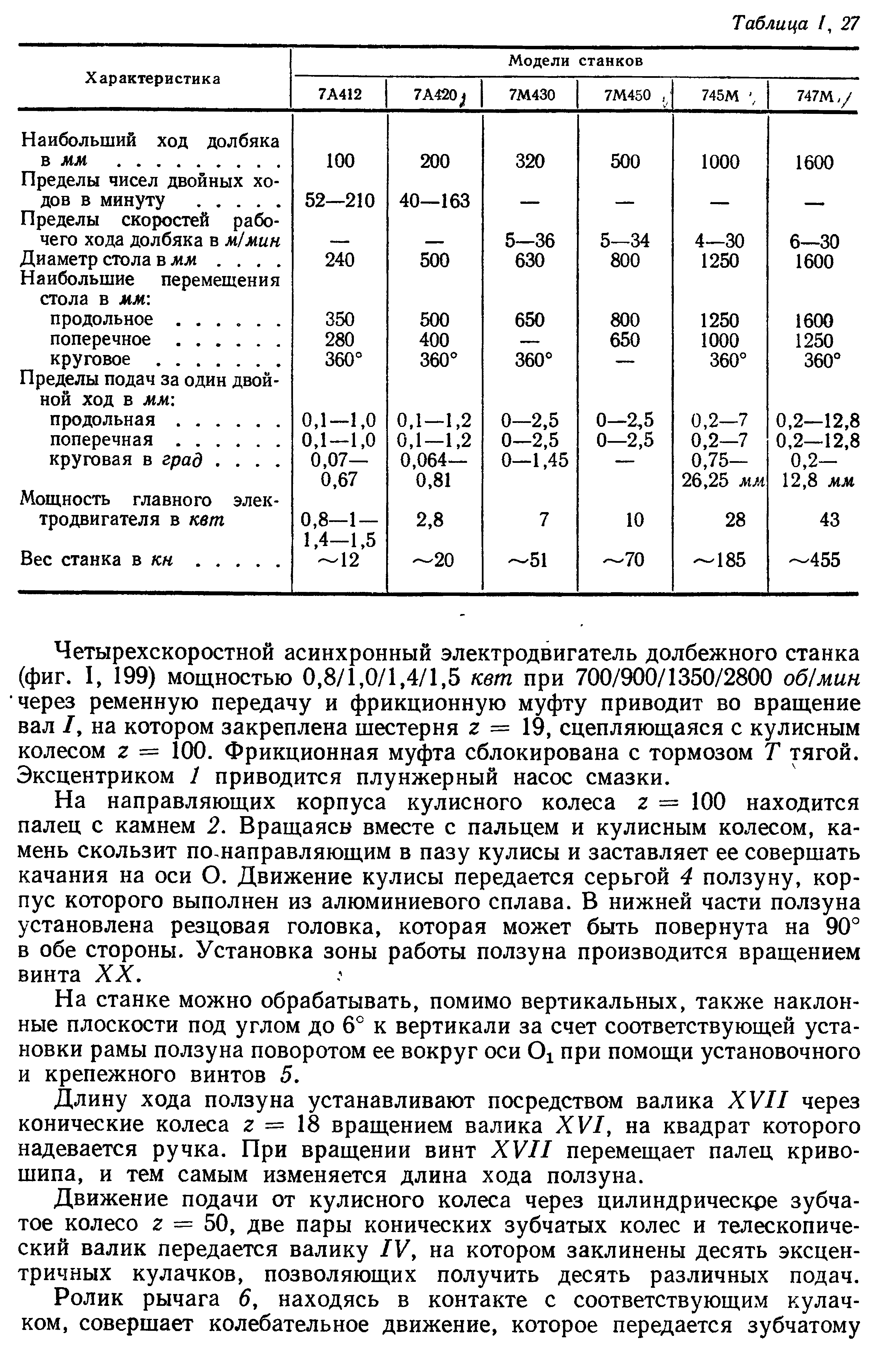
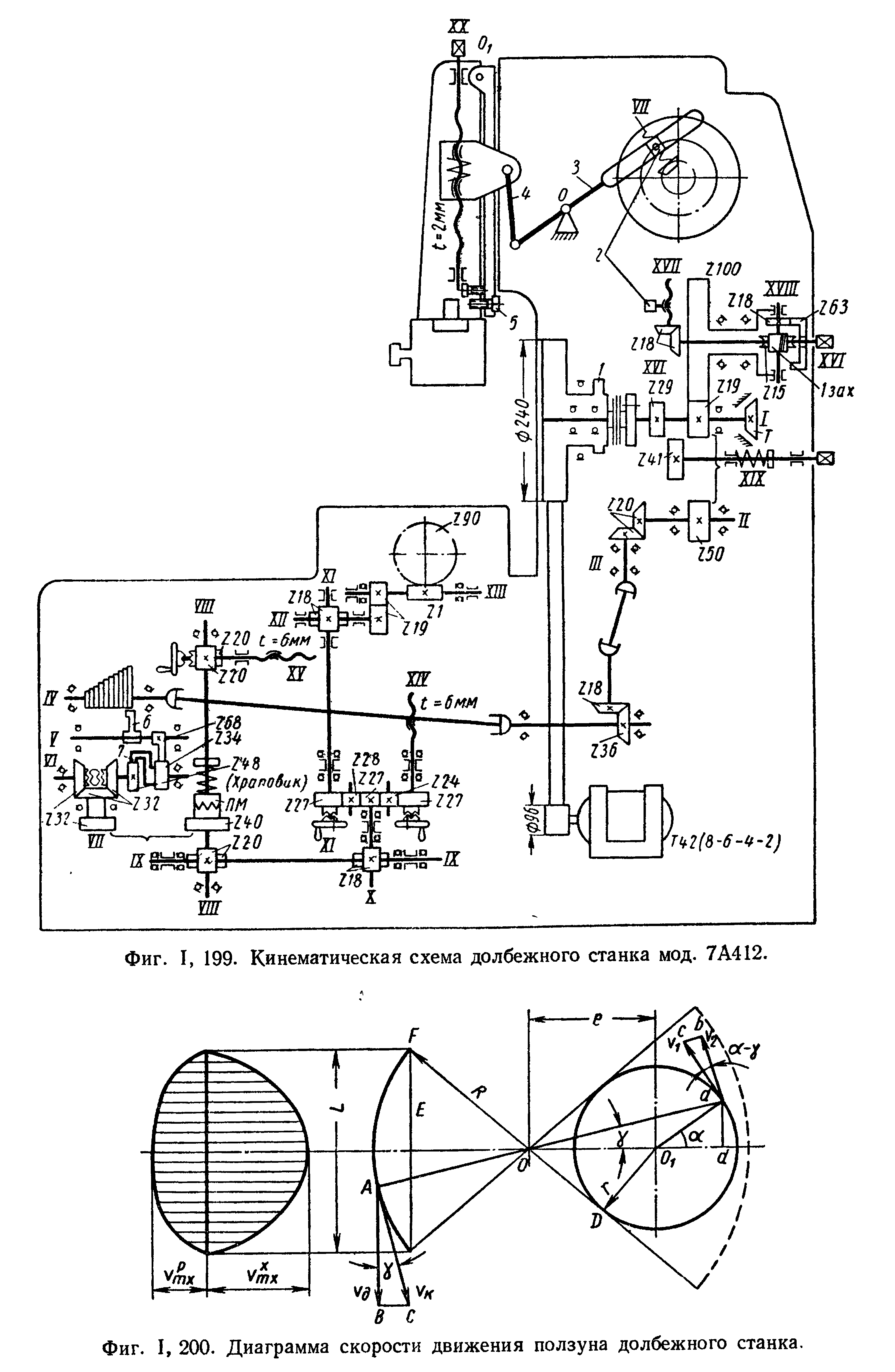
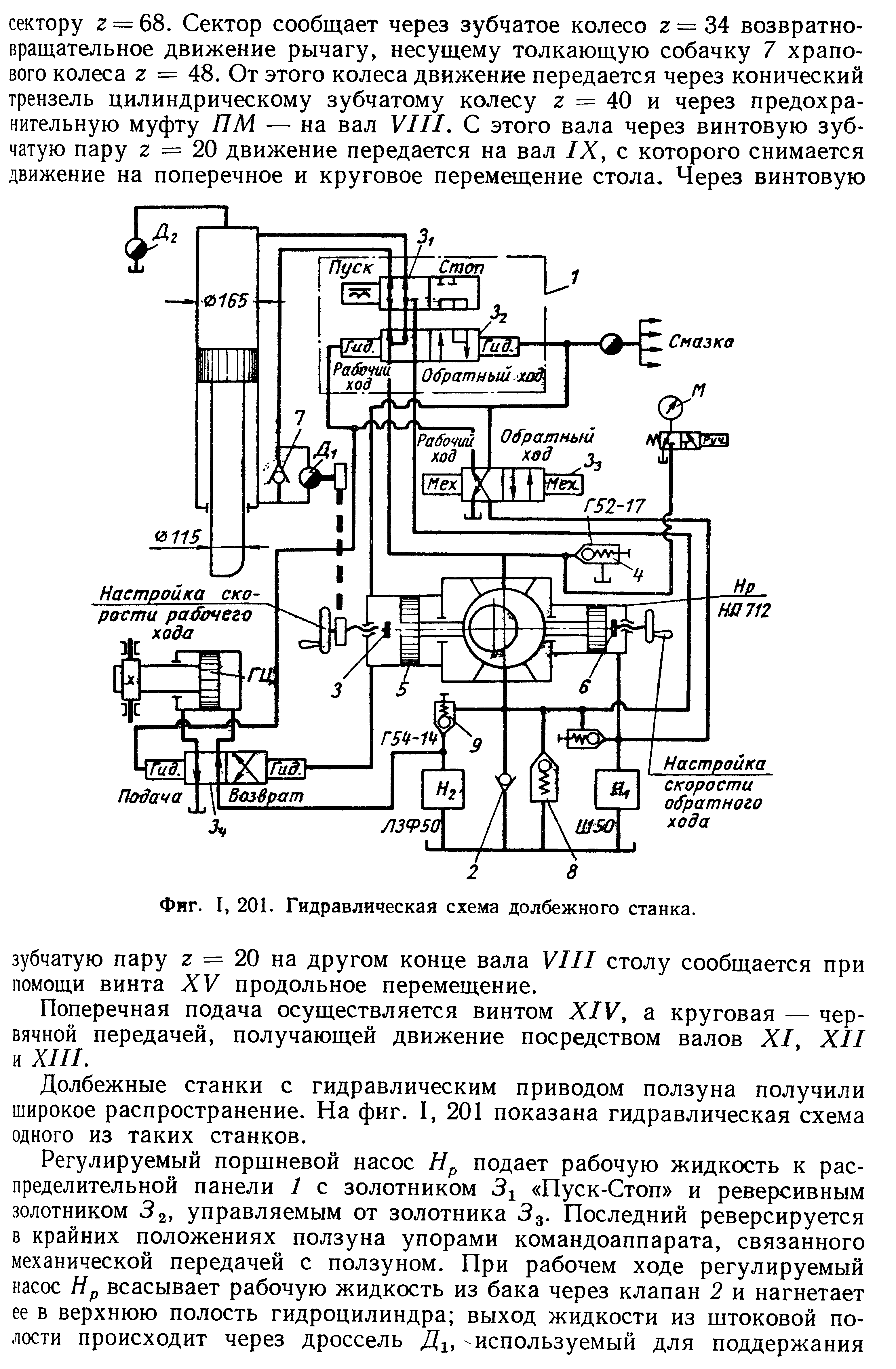
Лекции 21 - 22. Тема «Основные принципы наладки долбежных станков».
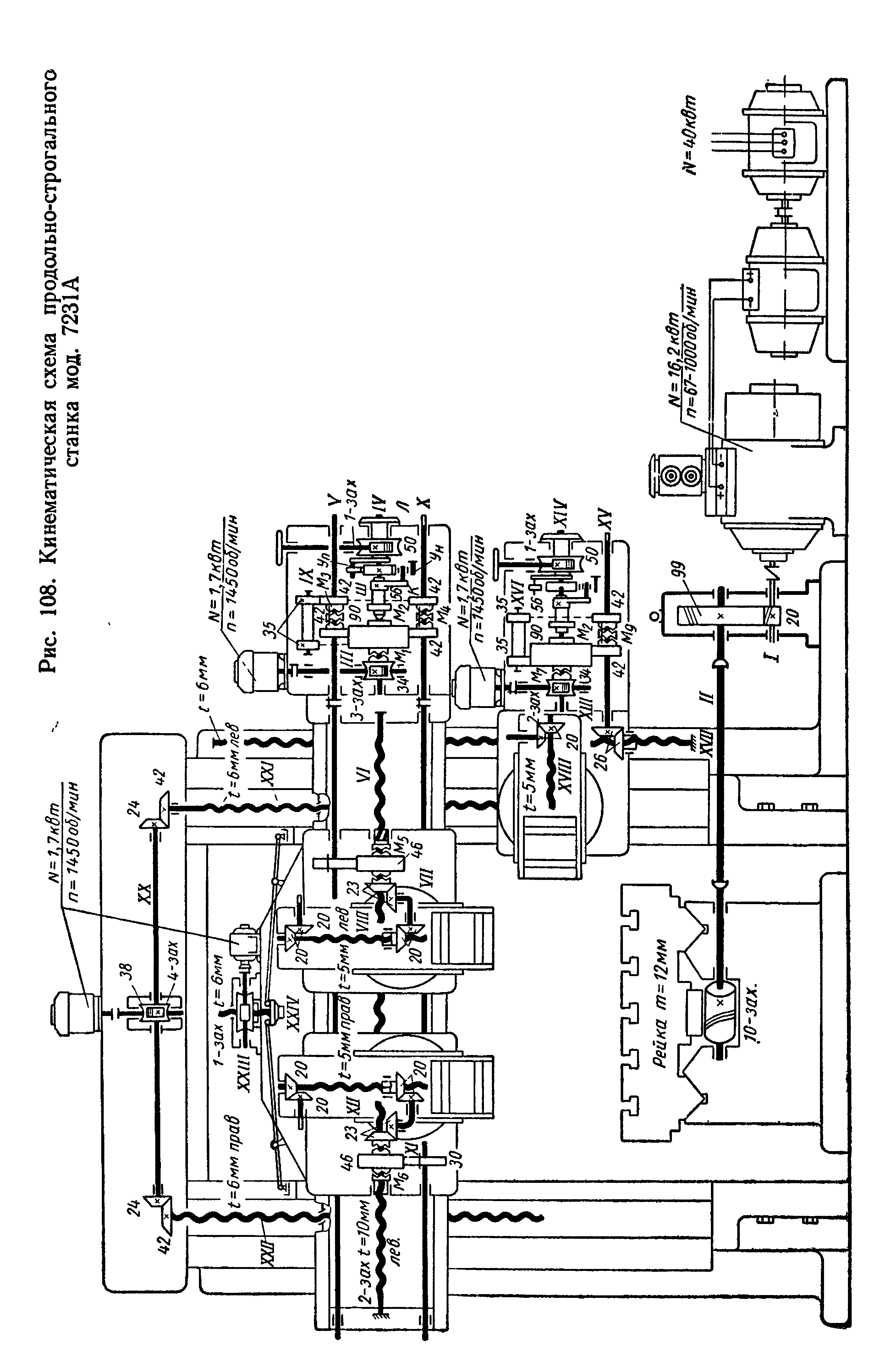
Лекции 19-20. Тема «Основные принципы наладки строгальных станков».
1. Проверка соответствия строгальных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой.
Задание для студентов: (3) с.126-133, конспект.
1. Проверка соответствия долбежных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой.
Задание для студентов: (3) с.126-133, конспект.
1. Проверка соответствия протяжных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой.
Протяжная наладка представляет собой сложную конструкцию, состоящую из протяжной плиты и закрепленных на ней комплектов протяжек. В ряде случаев все протяжки или часть их крепятся на плите с помощью промежуточных державок и кассет.
Протяжная плита содержит регулировочные и упорные устройства. Для установки и направления протяжек или державок в ней предусмотрены направляющие пазы, уступы или шпонки. Обычно протяжная плита крепится непосредственно к инструментальной плите станка и используется как постоянная, несъемная часть протяжной наладки. Если необходимо обеспечить подналадку или замену инструмента вне станка, то на протяжной плите устанавливают дополнительно съемную державку. Это обеспечивает сохранность инструментальной плиты. Державка же является съемной частью наладки, снимаемой со станка при каждой замене или подналадке затупленных протяжек. Она также имеет регулировочные и упорные устройства.
|
|
|
Кассета является сменной частью протяжной наладки, служит для закрепления не более одного комплекта протяжек и вместе с ними ставится на протяжную плиту или державку. Кассеты не имеют узлов регулирования и для обеспечения подналадок на станке должны иметь небольшую массу.
Принципы проектирования наладок.
Эффективность операции протягивания в значительной степени зависит от конструкции и расположения протяжек и державок, способов их крепления и регулирования. Перечисленные факторы влияют на точность обработки детали, время и удобство замены и подналадки затупленных протяжек и даже на способ их переточки. В частности, затупление протяжек, обрабатывающих разные поверхности детали, в большинстве случаев наступает не одновременно. Осуществление подналадки на станке позволяет заменять протяжки в разное время, по мере затупления, т.е. более полно использовать ресурс работы и снижать расход протяжек, улучшать качество обработки деталей. В связи с этим при проектировании протяжной наладки необходимо решать, каким образом обработать сложный профиль набором простых протяжек; где целесообразнее производить замену и регулирование протяжек (на станке или вне его); в каком порядке расположить протяжки.
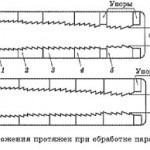
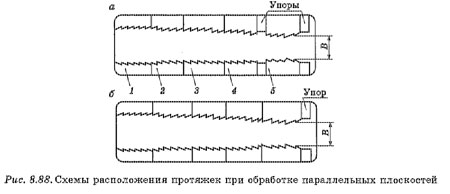
Рассмотрим эти вопросы на конкретном примере. В случае протягивания двух параллельных плоскостей в размер (рис. 8.88) возможны два варианта расположения протяжек. Вариант а предусматривает регулировку черновых (1-4) и чистовых (5) протяжек отдельными клиньями. Поэтому протяжки могут перетачиваться некомплектно и меняться не одновременно: чистовые — чаще, обеспечивая заданные шероховатость и точность обработки, а черновые, составляющие 70…90 % всей длины комплекта, — значительно реже. Это обеспечивает резкое уменьшение расхода протяжек. В варианте б это невозможно, и его можно применять только при невысоких требованиях к качеству обработки, когда не требуется использовать технологические критерии затупления и период стойкости чистовой части протяжки не является лимитирующим.
|
|
|
Задание для студентов: (3) с.126-133, конспект.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 2119; Нарушение авторских прав?; Мы поможем в написании вашей работы!