КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Образование соединения при пайке
|
|
|
|
Процесс образования паяного соединения состоит из следующих стадий: нагрев соединяемых деталей до температуры плавления припоя (рис.3.2а); плавление припоя (рис. 3.2б); смачивание, растекание и заполнении капиллярного зазора жидким припоем (рис. 3.21в); растворение основного металла в жидком припое и взаимная диффузия компонентов основного металла и припоя (рис.3.2г); охлаждение и кристаллизация паяного шва (рис. 3.2д).
Практически все указанные стадии процесса пайки перекрываются, и окончание одной стадии трудно отделить от начала другой. Кроме того, эти стадии сопровождаются рядом других процессов (восстановление или разрушение пленки окислов, поглощение и выделение газов соединяемыми материалами и припоем, отжиг и рекристаллизация материала соединяемых деталей, химическое взаимодействие материалов с окружающей средой, возникновение или снятие внутренних напряжений в деталях и т. д.).
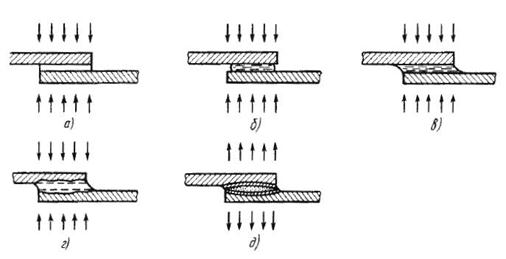
Рис.3.2 Основные стадии образования паяного соединения
(стрелками показано направление потоков теплоты)
Если каким-либо образом на поверхность холодного материала нанести расплавленный припой, то он быстро затвердеет и никакой связи его с соединяемым материалом не произойдет. Поэтому зона пайки или паяемое изделие целиком должны быть прогреты до температуры несколько выше температуры плавления припоя.
Расплавленный припой должен растечься по поверхностям соединяемых кромок, а это возможно лишь при хорошей смачиваемости их поверхностей припоем. Смачиваемостью называется первая стадия физико-химического взаимодействия расплавленного припоя с твердой паяемой поверхностью, результатом которого является его растекание тонким слоем. Таким образом, под растекаемостью понимают свойство жидких припоев распространяться по поверхности или в зазоре соединяемых материалов, находящихся в твердом состоянии.
|
|
|
Физическую сущность процесса смачивания можно рассмотреть на примере капли жидкости, лежащей на поверхности твердого тела (рис.3.3). В данном случае имеет место трехкомпонентная система: газ (1), жидкость (2) и твердое тело (3). На каплю жидкости действуют силы поверхностного натяжения на межфазных границах твердого тела, жидкости и газообразной окружающей среды.
Угол а между плоскостью, касательной к поверхности припоя у границы смачивания и смоченной припоем плоской поверхностью паяемого металла называется краевым углом смачивания.
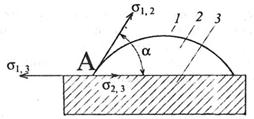
Рис.3.3 Схема равновесия векторов сил поверхностного натяжения капли жидкости на поверхности твердого тела:
1- газовая фаза, 2 –жидкость, 3 – твердое тело
Условие равновесия системы может быть представлено в виде равновесия векторов сил поверхностного натяжения в точке А:

где  - поверхностное натяжение между жидким металлом и газом, действующее по касательной к поверхности жидкого металла. Эта сила стремится до минимума уменьшить поверхность капли припоя;
- поверхностное натяжение между жидким металлом и газом, действующее по касательной к поверхности жидкого металла. Эта сила стремится до минимума уменьшить поверхность капли припоя;
 - поверхностное натяжение между твердым телом и газом; сила, приводящая к растеканию жидкости по поверхности металла;
- поверхностное натяжение между твердым телом и газом; сила, приводящая к растеканию жидкости по поверхности металла;
 - поверхностное натяжение между жидким припоем и твердым телом.
- поверхностное натяжение между жидким припоем и твердым телом.
Растекание будет иметь место, если значение превышает  . При
. При  растекание полностью отсутствует; при
растекание полностью отсутствует; при  имеет место полное, при
имеет место полное, при  - частичное растекание.
- частичное растекание.
На смачивание и растекаемость припоя оказывают влияние следующие факторы: состояние поверхности паяемого металла; среда, в которой проводится нагрев; химический состав паяемого металла и припоя; температура процесса и др. Смачивание существенно улучшается при применении специальных сред и флюсов, способных очищать поверхность от окислов и загрязнений.
|
|
|
Кроме смачивания, при пайке определяющую роль играют капиллярные силы. Высота подъема припоя в капилляре в общем случае рассчитывают по формуле

где  - величина зазора (расстояние между паяемыми поверхностями);
- величина зазора (расстояние между паяемыми поверхностями);  - плотность жидкости;
- плотность жидкости;  - ускорение свободного падения.
- ускорение свободного падения.
Из приведенной формулы следует, в частности, что с уменьшением зазора (расстояния между паяемыми поверхностями) высота поднятия жидкости увеличивается.
Высота капиллярного поднятия жидкости в зазоре между двумя параллельными пластинками в два раза меньше, чем в капилляре круглого сечения (рис.3.4).
При оценке капиллярных свойств припоев следует иметь в виду, что не всегда существует прямая зависимость между высотой поднятия расплавленного припоя в зазоре и краевым углом смачивания им основного металла. Меньшему углу смачивания не всегда соответствует большая высота поднятия припоя в зазоре. Так, краевой угол смачивания при введении в медно-серебряные припои индия уменьшается, однако высота подъёма этих припоев в зазоре в случае пайки меди в вакууме не повышается, как этого следовало бы ожидать, а снижается. Припои с большим краевым углом смачивания, обычно лучше текут при увеличенных зазорах (0,2-0,5 мм).
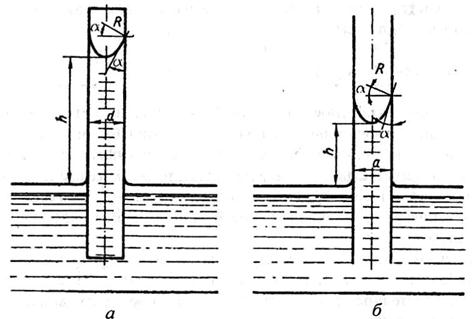
Рис.3.4 схема подъема жидкости
а – по капилляру круглого сечения; б – между параллельными пластинками
С изменением состава атмосферы, в которой производится пайка, меняется и высота подъёма припоя. Следует отметить общую закономерность - водородная среда обеспечивает более благоприятные условия для течения припоя в зазоре, чем вакуум.
Для образования спая между основным металлом и припоем в отдельных случаях достаточно смачивания основного металла расплавом припоя. Однако высокие скорости взаимодействия на границе между твердой и жидкой фазами, а также сравнительно их длительное взаимодействие, обусловленное технологией пайки, не позволяют в обычных условиях завершить процесс взаимодействия на стадии смачивания и растекания припоя.
Уже в момент заполнения капиллярного зазора происходит интенсивное растворение основного металла в расплаве припоя и диффузия его в жидкости.
|
|
|
Процесс растворения представляет собой разрушение кристаллической решетки твердого металла и переход его в жидкий металл. Внешним проявлением растворения основного металла в припое является смещение границы контакта твердой и жидкой фаз в сторону соединяемого материала (рис.3.3г).
Интенсивность растворения основного металла в расплаве припоя увеличивается с повышением температуры и длительности контакта твердой и жидкой фаз. Способность расплавленных припоев интенсивно растворять основной металл является отрицательным свойством, так как ухудшает смачивание и растекание припоя, вызывая хрупкость в соединении и появление эрозии основного материала.
Помимо растворения в системе «расплавленный припой–основной материал» протекают процессы диффузии (диффузией в общем случае называют проникновение атомов одного вещества в другое). Диффузия при пайке играет большую роль в процессе формирования паяного соединения. Смачивание, капиллярное течение, образование переходного слоя между основным металлом и металлом шва, выравнивание состава шва связаны с диффузией. В условиях пайки протекает диффузия компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя. Диффузия атомов может проходить по поверхности (поверхностная диффузия), по границам зерен (граничная диффузия) и в объеме зерен (объемная диффузия). Схема диффузии по поверхности, по границам зерен и в объеме зерен представлена на рис.3.5. Преобладающая роль диффузии по поверхности и границам зерен отрицательно сказывается на прочности паяных соединений.
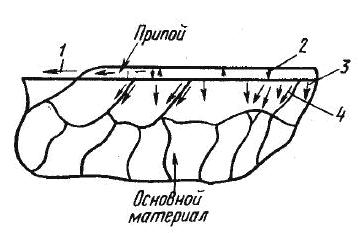
Рис.3.5 Схема диффузионных потоков при взаимодействии припоя с основным металлом:
1 – поверхностная диффузия, 2 – диффузия основного металла в припой, 3 – диффузия припоя в объеме зерна, 4 – диффузия по границам зерен
Интенсивность протекания процесса диффузии при пайке зависит от многих факторов: от состояния соединяемых материалов (в материалах, свободных от внутренних напряжений, диффузия протекает значительно медленнее); от размера зерна основного металла (чем мельче зерно, тем быстрее протекает диффузия); от температуры пайки; от времени выдержки при температуре пайки и т. д.
|
|
|
Заключительной стадией образования паяного соединения является кристаллизация, которая фиксирует процессы взаимодействия между основным металлом и расплавом припоя на том или ином уровне их развития. При кристаллизации происходит затвердевание тонкой прослойки расплавленного припоя, находящегося в зазоре, образованного поверхностями соединяемых деталей.
При температуре пайки в результате взаимодействия основного металла и расплавленного припоя в шве образуется сплав, отличающийся по составу и свойствам и от основного металла, и от припоя. Обычно он кристаллизуется в виде отдельных зон. При этом ближе к основному металлу образуются зоны, обогащенные компонентами основного металла, ближе к центру шва компонентами припоя. Кристаллизация металла шва начинается в первую очередь на поверхности основного металла, кристаллиты которого являются как бы основой для роста кристаллитов припоя. Помимо этого центры кристаллизации могут возникать и в жидком металле шва. В процессе кристаллизации в паяном шве могут фиксироваться:
– твердые растворы, в которых соотношения между компонентами могут изменяться без нарушения однородности сплава;
– эвтектические структуры – механическая смесь твердых растворов компонентов, образующихся при затвердевании жидкого раствора и имеющих наиболее низкую температуру плавления по сравнению со смесями тех же веществ, взятых в других соотношениях;
– интерметаллические соединения – химические соединения в металлических сплавах.
Твердые растворы образуют металлы, имеющие общий тип кристаллической решетки и очень близкие значения межатомных расстояний.
Твердые растворы являются желательными структурами, так как при этом обеспечивается высокая прочность и пластичность паяного соединения. Эвтектические структуры в паяных швах возникают при пайке припоями эвтектического состава или образуются в результате взаимодействия припоя с паяемым металлом. Эвтектические структуры возникают, если сходство металлов недостаточно для образования твердого раствора, а разница в свойствах и строении невелика, чтобы образовать интерметаллические соединения. Припои эвтектического свойства обладают высокой жидкотекучестью, и пайка с применением их протекает наиболее легко, однако прочность паяных швов при этом ниже, чем в случае образования твердых растворов. Интерметаллические соединения образуют металлы преимущественно в том случае, если в параметрах их кристаллических решеток и в химических свойствах имеется большая разница. Интерметаллические соединения могут располагаться в виде одного или нескольких слоев по границе «основной металл–припой» или быть распределены в шве в виде включений. Качество паяного шва при образовании интерметаллических соединений между взаимодействующими металлами, как правило, будет ниже, так как эти соединения обычно имеют высокую хрупкость.
В результате протекания всех стадий процесса пайки между соединяемыми деталями возникает паяное соединение, схема строения которого приведена на рис.3.6.
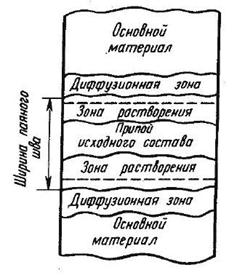
Рис.3.6 Схема построения паяного соединения после кристаллизации
(пунктиром показано первоначальное положение соединяемых кромок)
Исходя из представленной схемы, можно дать определения основным элементам соединения. Паяное соединение (элемент соединяемых деталей) включает в себя паяный шов и прилегающие к нему участки основного металла.
Паяный шов – элемент паяного соединения, образовавшийся в результате кристаллизации жидкой фазы.
Диффузионная зона – граничащий с паяным швом слой основного металла, образовавшийся в результате диффузии компонентов припоя в основной металл.
Рассмотренный тип образующегося спая носит название растворно-диффузионный спай. Характер диффузии и растворение в зоне спая зависят от типа соединяемых материалов и припоя, от температуры и времени их взаимодействия, поэтому в классификации спаев различают четыре основных типа:
1. Растворно-диффузионный спай – наиболее широко встречается в практике (структура и схема его образования подробно изложены ранее).
2. Бездиффузионный спай – образуется при использовании припоев с низкой температурой плавления, если температура нагрева под пайку близка к температуре плавления припоя, а время пайки ограничено временем, необходимым на смачивание и растекание. В этом случае ни заметного растворения основного металла в припое, ни диффузии припоя в основной металл практически не происходит. Соединение определяется прочностью сцепления припоя с поверхностью основного металла, а отсутствие диффузии практически не нарушает структуру паяемого элемента.
3. Контактно-реакционный спай – образуется в стыке двух материалов без припоя, если они способны образовать сплав с более низкой температурой плавления, чем температура плавления каждого из них. Например, кремний, имеющий температуру плавления 1423 °С, и золото с температурой плавления
1063 °С образуют эвтектический сплав, содержащий примерно 94 % золота с температурой плавления 370 °С. Поэтому, если кристалл кремния нагреть в контакте с золотой пленкой, то за счет взаимной диффузии образуется жидкая прослойка, которая выполнит роль припоя.
4. Диспергированный спай – образуется при пайке металлов с высокой температурой плавления. В этом случае наблюдается диффузия припоя в основной металл с образованием диффузионной зоны, но вместо растворения основного металла в припое происходит его размывание с отрывом мелкодисперсных частиц, которые остаются в припое во взвешенном твердом состоянии и после образования спая.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 1490; Нарушение авторских прав?; Мы поможем в написании вашей работы!