КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
В сопряжениях узлов трения 4 страница
|
|
|
|
В нереверсивных зубчатых передачах изнашивание зуба происходит с одной стороны. Если глубина упрочнённого слоя зуба небольшая, то после его износа восстановление работоспособности зацепления можно осуществить, включая в работу неизношенную поверхность зуба путём переворачивания колеса. Возможность реализации данного способа определяется конструктивным исполнением зубчатой передачи.
Рис.3.2. Технологический процесс восстановления гладких валов
 |
Рис.3.3. Технологический процесс восстановления шлицевых валов
б) Замена зубчатого венца
Этот способ реализуется для червячных и крупногабаритных зубчатых колёс со стальным зубчатым венцом.
в) Установка нового зуба
Этот способ применяется для восстановления отломившегося зуба в тихоходных крупномодульных передачах.
г) Горячая объёмная штамповка
Зубчатое колесо нагревают и помещают в закрытый штамп. Давлением металл перемещается в пластическом состоянии из нерабочих участков на изношенные. В случае недостаточного запаса металла зубчатое колесо предварительно наплавляют по нерабочей (торцевой) поверхности и основной металл выдавливается на изношенные поверхности. После штамповки проводят все те виды механической и химико-термической обработки зубчатых колёс, какие выполняют при изготовлении новых.
Недостаток – высокая себестоимость восстановления.
д) Ротационное пластическое деформирование
Изношенный зубчатый венец нагревают ТВЧ, раздают пуансоном или роликами и одновременно обкатывают зубчатыми накатниками, формирующими зубчатый венец с минимальными припусками на последующую обработку.
е) Корригирование зубчатой пары
|
|
|
В крупногабаритных зубчатых передачах восстановление их работоспособности может быть осуществлено высотным корригированием.
При обработке большого колеса впадины зуба углубляются, удаляется изношенный слой металла, в результате восстанавливается эвольвентный профиль зуба. Восстановление фактически сводится к уменьшению диаметра большого колеса и соответственному увеличению диаметра малого колеса (шестерни). На рис. 3.4 представлена схема процесса восстановления зубчатых колёс.
3.3. Базовые детали
Основными причинами выхода из строя базовых деталей (корпуса, станины, направляющие и т.д.) являются:
- износ поверхностей трения,
- трещины, местные изломы,
- повреждения гладких и резьбовых отверстий.
Для устранения этих повреждений используется механическая обработка (шлифование мест разъёма в корпусах), сварка, нанесение пластмасс, сшивание.
 |
Рис.3.4. Схема технологического процесса
восстановления зубчатых колес
Для восстановления посадочных отверстий корпусных деталей используется нанесение самотвердеющих пластмасс, металлизация, установка тонкостенных колец.
Сущность последнего способа заключается в следующем:
Посадочные отверстия восстанавливаемого корпуса растачивают на 0.9-1.1 мм на сторону, после чего в них нарезаются винтовые канавки треугольного профиля с углом при вершине 60-80о и глубиной 0.35-0.45 мм. Скорость резания при растачивании 70-100 м/мин, подача 0.13-0.16 мм/об. Шаг винтовых канавок равен 3-5 мм в зависимости от ширины посадочных отверстий.
После растачивания и нарезания винтовых канавок в отверстия устанавливаются свертные кольца, изготовляемые преимущественно из листовой углеродистой стали толщиной 1.3-1.4 мм.
После запрессовки свертные кольца в отверстиях раскатывают многороликовыми дифференциальными раскатниками на радиально-сверлильных, горизонтально-расточных или на специальных агрегатных станках. В процессе раскатывания металл колец деформируется и заполняет винтовые канавки, благодаря чему достигается высокая прочность соединений, обеспечивающая надёжную работу сопряжений.
|
|
|
Минимальный натяг раскатывания назначают в зависимости от материала колец и диаметра отверстий. С учетом допусков на предварительно расточенные отверстия и на толщину листа натяг раскатывания отверстий диаметром 80-160 мм при материале колец сталь Ст3, сталь 20, сталь 30 равен 0.18-0.53 мм; частота вращения раскатников составляет 150-300 об/мин (чем больше диаметр отверстия, тем меньше частота вращения раскатников).
Подачу раскатывания назначают в пределах 0.2-0.4 мм/об.
Раскатывание свертных колец не обеспечивает требуемой точности размеров и формы отверстий, а также их взаимного расположения. Поэтому необходимо растачивание посадочных отверстий, для чего оставляется припуск на чистовое растачивание 0.15-0.3 мм на сторону.
Для повышения класса чистоты восстановленных поверхностей отверстий чистовое растачивание совмещают с упрочняющим выглаживанием, т.е. в гнездо борштанг последовательно за резцом устанавливают одношариковый раскатник.
Припуск на выглаживание 0.01-0.02 мм, скорость резания при чистовом растачивании 90-120 м/мин , подача 0.08-0.1 мм/об .
Предпочтительные размеры восстанавливаемых отверстий 50-210 мм, но могут быть восстановлены отверстия меньших и больших размеров.
Такая технология восстановления корпусных деталей представлена на рис. 3.5.
Рис.3.5. Схема технологического процесса
восстановления корпусных деталей
Глава 4. Сборка типовых узлов
4.1. Способы сборки узлов и соединений
В процессе сборки узлов важным является обеспечение соответствующей точности сборки, т.е. обеспечение требуемых сопряжений, зазоров, натягов.
Требуемую точность можно обеспечить:
· применением карт измерений сопрягаемых поверхностей;
· пригонкой;
· применением компенсаторов;
· макетной сборкой.
Карты измерений, как правило, составляются при сборке узлов, содержащих стандартные или унифицированные детали. Особенно это касается сборки сдвоенных подшипников качения, когда должна быть обеспечена минимальная разница диаметров внешних колец в пределах существующих допусков.
|
|
|
В этом случае должна быть обеспечена высокая точность измерений.
При использовании пригонки точность сборки достигается путем пригонки одного из заранее намеченного для этой цели звена. Все остальные звенья при этом изготавливают с допусками, экономически приемлемыми для определенных производственных условий.
Для компенсации погрешностей, полученных при обработке сопрягаемых деталей, и при их сборке во многих случаях используют компенсаторы. Компенсаторы подразделяются на неподвижные (прокладки, шайбы, кольца, слой самотвердеющей пластмассы и др.) и подвижные (клинья, втулки, пружины, эксцентрики, регулировочные винты и т.д.).
Этот способ широко используется при сборке зубчатых и червячных передач.
При сборке крупногабаритных изделий иногда используется макетная сборка. Например, при соединении штанги с большим конусом доменной печи требуется высокая плотность сопряжения поверхностей клина с конусом и штангой. В этом случае изготавливается макет соединения конуса и штанги и на нем осуществляется подгонка поверхностей клина.
На макетах осуществляется подгонка криволинейных участков трубопроводов циркуляционных смазочных систем, монтируемых в подвальных помещениях.
4.2. Сборка резьбовых соединений
Резьбовые соединения в конструкциях машин составляют 15-25 % от общего количества соединений. Сборка их в процессе монтажа оборудования (крепление крышек, полумуфт) в большинстве случаев выполняется вручную из-за отсутствия механизированного инструмента или невозможности его применения. Эти операции являются наиболее трудоемкими и в то же время требуют высокой квалификации рабочего, чтобы обеспечить необходимое усилие затяжки. Примерно 80 % энергии, расходуемой на весь процесс завинчивания, затрачивается на преодоление сил трения и около 20 % на затяжку. Поэтому необходима разработка способов, обеспечивающих значительное снижение трудозатрат на затяжку болтовых соединений, особенно при монтаже металлургических машин, где используются болты с резьбой от М10 до М400. Затяжка болтов может осуществляться двумя способами:
|
|
|
1) удлинение болта на величину, обеспечивающую необходимое усилие, и затем довинчивание гайки на эту величину;
2) довинчивание гайки, обеспечивающее необходимое усилие затяжки, с использованием механизированного инструмента.
На работоспособность болтового соединения решающее влияние оказывает правильно выбранное усилие затяжки.
Сила предварительной затяжки может быть найдена из выражения:
 (4.1)
(4.1)
где Р - внешняя нагрузка на болтовое соединение, МН;
К - коэффициент, равный 0,75-1,0 и зависящий от конструктивных особенностей соединения;
E1, Е2 - модуль упругости материала болта и соединяемых деталей соответственно, МПа;
F1, F2 - поперечные сечения болта и детали (условного цилиндра), м².
При затяжке резьбового соединения вращением гайки необходимое усилие Ркл, приложенное к гаечному ключунарасстоянии Lкл от оси вращения, можно определять из зависимости
 (4.2)
(4.2)
где d - наружный диаметр резьбы.
Необходимая величина затяжки может быть достигнута поворотом на определенный угол j гайки после соприкосновения стыковых плоскостей соединения.
 (4.3)
(4.3)
где L - длина болта или шпильки между опорными плоскостями, м;
S -шаг резьбы, м;
Е1,E2 - модули упругости материала соответственно болта и детали, МПа;
F1, F2 - площади сечения болта и скрепляемых деталей, м².
Затяжку резьбового соединения можно также контролировать, измеряя удлинение болта
 (4.4)
(4.4)
Напряжение растяжения в болте в этом случае не должно превышать 0,5-0,7 предела текучести материала.
При монтаже стяжных болтов (соединение станин прокатных клетей, мощных прессов и других машин), имеющих значительные диаметры резьбы, при затяжке требуются большие крутящие моменты на ключе. В ряде случаев создание таких моментов представляет значительные трудности. В распоряжении монтажных организаций имеется гидравлический ключ УБС-200, рассчитанный на затяжку болтов диаметром до 200 мм.Существует способ затяжки резьбовых соединений, основанный на растягивании болта гидроцилиндром с захватом за дополнительную гайку, установленную на болте. В этом случае основная гайка должна находиться под небольшим натягом.
После растяжения болта основная гайка должна быть повернута на угол j, рассчитанный по зависимости (4.3). Но по конструктивным или технологическим условиям часто не может быть использован гидравлический принцип растягивания болта. Тогда применяют термический способ затяжки. Требуемая сила затяжки Рзаm обеспечивается удлинением болта после предварительного нагрева на величину lt=lзат.
Температура подогрева может быть определена из следующего соотношения:
 (4.5)
(4.5)
где a -коэффициент линейного расширения материала болта;
Lн - длина нагрева болта.
Контролируют нагрев измерением удлинения болта. После нагрева гайку поворачивают до соприкосновения с деталью.
4.3. Сборка соединений с гарантированным натягом
В металлургических машинах соединения с гарантированным натягом имеют большое распространение: соединение полумуфты с валом, подшипника качения с валом, ступицы зубчатого колеса с валом, зубчатого венца со ступицей и т.д.
По способу получения нормальных напряжений на сопрягаемых поверхностях соединения с гарантированным натягом условно делят на поперечно-прессовые и продольно-прессовые.
В поперечно-прессовых соединениях сближение сопрягаемых поверхностей происходит радиально или нормально к поверхности. Такие соединения осуществляют одним из следующих способов:
- нагреванием охватывающей делали перед сборкой;
- охлаждением охватываемой детали;
- путем пластической деформации (например, развальцовки);
- приданием упругости охватываемой детали;
- при использовании материалов, обладающих "памятью" формы.
При продольно-прессовом соединении охватываемая деталь под действием прикладываемых вдоль оси сил запрессовывается в охватываемую деталь с натягом.
Сборку с нагревом охватывающей детали осуществляют тогда, когда в соединении предусмотрены значительные натяги.
Минимальная температура после нагрева для стальных деталей:
 (4.6)
(4.6)
где d - диаметр отверстия, мм;
tн - начальная температура детали, °C;
a - коэффициент, равный 1,15-1,3, компенсирующий частичное охлаждение детали в процессе ее установки перед запрессовкой;
i - натяг, мм;
a - необходимый свободный зазор, мм;
«+» - нагрев;
«-» - охлаждение.
При сборке продольно-прессового соединения с гарантированным натягом наибольшая сила запрессовки P может быть найдена по формуле:
P = fзап p  d L, (4.7)
d L, (4.7)
где fзап - коэффициент трения при запрессовке;
- контурное давление на поверхности контакта, МПа;
d - диаметр охватываемой детали, м;
L - длина запрессовки, м.
Контурное давление на поверхности контакта можно определить по формуле:
 (4.8)
(4.8)
где d - расчетный натяг, мкм;
Е1, E2 - модули упругости охватываемой и охватывающей детали соответственно, МПа;
C1=0,7 - для сплошного стального вала;
C2 - для охватывающей детали:
где D - наружный диметр охватывающей детали, м;
d - внутренний диаметр детали, м;
m2 - коэффициент Пуассона, для стали - 0,3, чугуна - 0,25, бронзы – 0,33.
Коэффициент трения при запрессовке колеблется в широких пределах от 0,05 до 0,25 (меньшие значения со смазочным материалом).
При гидропрессовом способе с целью уменьшения усилия запрессовки на контактную поверхность между сопрягаемыми деталями подается масло под давлением, обеспечивающем разделение контактирующих поверхностей слоем смазочного материала (рис.4.1).
Рис. 4.1. Схема запрессовки путем нагнетания масла
Охватываемая деталь делается с разными посадками по длине запрессовки, чтобы обеспечить незначительный натяг в начале ее и за счет этого создать необходимое давление масла на поверхности контакта.
4.4. Сборка узлов с подшипниками качения
Основные требования, предъявляемые к собираемым узлам:
- тщательная промывка;
- точная сборка и регулировка радиальных зазоров.
От качества выполнения посадки подшипников на вал или в корпус зависят долговечность и надежность работы машины. Сборка подшипниковых узлов может осуществляться различными способами:
- с помощью ручных, пневматических или гидравлических прессов;
- подогревом подшипников в горячем минеральном масле;
- охлаждением вала с применением твердой углекислоты;
- индукционным нагревом.
Работоспособность подшипников обеспечивается при точном соблюдении радиальных зазоров. На сборке, вследствие затруднения измерения радиальных зазоров, чаще всего измеряют и контролируют осевой зазор, т.е. осевое перемещение вала с напрессованным внутренним кольцом относительно внешнего кольца подшипника. Особое внимание необходимо уделять контролю осевых зазоров в регулируемых подшипниках. Регулировка осевых зазоров подшипников в узлах металлургических машин, как правило, осуществляется подбором необходимого комплекта прокладок, обеспечивающих заданный осевой зазор. Порядок регулировки следующий:
- установка торцевой крышки (рис. 4.2) до упора в торец наружного кольца подшипника и закрепление ее равномерно винтами так, чтобы выбрать осевой зазор в подшипнике (туго проворачивается вал);
- измерение щупом зазора К в нескольких местах по окружности между торцевыми поверхностями крышки и корпуса;
- определение толщины комплекта регулировочных прокладок по формуле:
 (4.9)
(4.9)
где Кср - средний зазор между крышкой и торцевой поверхностью корпуса, мм;
С - осевой зазор подшипника, мм;
- установка рассчитанного комплекта регулировочных прокладок, затягивание винтов и проверка вращения вала (оно должно быть свободным).
Рис. 4.2. Регулировка конического роликоподшипника
4.5. Сборка подшипников скольжения
Сборка разъемных подшипников скольжения включает установку вкладышей в корпус и крышку, шабрение вкладышей по валу, для обеспечения диаметральных зазоров, и соответствующей поверхности контакта.
При установке вкладышей добиваются их плотного прилегания соответственно к крышке и основанию. Площадь прилегания должна быть не менее 70%. Некоторые вкладыши, в том числе текстолитовые, крепят в корпусе с натягом по напряженной или прессовой посадке. Натяг создается в результате того, что длина вкладыша по дуге больше длины постели полуотвестия на величину hmax (рис. 4.3), которая рассчитывается по формуле:
где s - допускаемое напряжение сжатие для материала вкладыша, МПа;
a - угол контакта дуги вкладыша, град.;
D - средний диаметр вкладыша, м;
Е - модуль упругости материала вкладыша, МПа;
n=3-5 - коэффициент запаса прочности материала вкладыша.
Риc. 4.3. Схема посадки вкладыша в корпус
Создание посадки осуществляется в результате упругого сжатия вкладышей путем плотного соединения крышки с корпусом болтами или с помощью клиньев, как показано на рис. 4.3.
Равномерное прилегание рабочих поверхностей вкладышей к валу достигается шабрением.
Шабрение требуется для устранения:
- погрешностей внутренней поверхности вкладышей по конусности и овальности;
- смещения осей внутренней и наружной поверхности вкладышей;
- погрешностей (несоосность, перекос) расположения осей отверстий в корпусных деталях.
Зазор между валом и вкладышем определяют щупом или с помощью свинцовых проволочек. Последний метод точнее. Для этого не менее чем в двух точках по длине верхней образующей вала и в разъемах вкладышей укладывают свинцовые проволочки (рис. 4.4) и деформируют их верхним вкладышем, прижимаемым крышкой подшипника при затянутых болтах. По разности среднеарифметических толщин сдеформированных проволочек, измеряемых микрометром, определяют действительный диаметральный зазор:
 (4.10)
(4.10)
где ai - толщина оттисков, уложенных на вал;
bi, ci - толщина оттисков в разъеме, вкладышей;
n - количество проволочек соответственно по каждому ряду.
Рис. 4.4. Сборка разъёмных подшипников
Если l<dmin, где dmin – минимальный диаметральный зазор, то производят шабрение внутренней поверхности вкладыша для снятия слоя металла толщиной dmin-l; если l>dmах, где dmax - максимальный диаметральный зазор, то шлифованием удаляют слой металла толщиной l-dmax на крышке или основании и на разъемах вкладышей. После сборки зазоры в разъеме основания и крышки не допускаются. Местные зазоры могут быть допущены до 0,05 мм.
Глава 5. Сборка редукторов
К сборке редукторов предъявляются следующие требования:
- обеспечение бокового зазора в зубчатом зацеплении в пределах, заданных стандартом;
- обеспечение пятна контакта в соответствии со стандартом;
- регулировка подшипников качения и скольжения по данным чертежа;
- равномерность и плотность затяжки всех болтовых соединений;
- поступление масла во все смазываемые точки;
- отсутствие утечки масла через уплотнения и в местах стыков;
- обкатка и испытание после сборки.
5.1. Регулировка цилиндрических зацеплений
Процесс сборки и регулировки крупных редукторов связан главным образом с нормами бокового зазора и со степенью точности по нормам контакта зубьев. Боковой зазор зацепления колес (рис. 5.1) определяется слесарным щупом, свинцовыми пластинами, индикатором. Несоответствие бокового зазора норме может являться следствием неправильной регулировки подшипников качения (конических), либо повышенных радиальных зазоров подшипников скольжения, если отсутствуют нарушения в технологии изготовления зубчатых колес. Качество зацепления фиксируют по пятну контакта (см. рис. 5.1).
Пятно контакта зубчатых колес проверяют следующим образом. На боковые поверхности зубьев шестерни, сцепляющейся с зубчатым колесом, наносят тонким слоем краску и провертывают ее на несколько оборотов, слегка затормаживая колесо. Поверхности зубьев колеса покрываются следами краски, характеризующими размеры пятна контакта и его расположение. Отпечатки краски дают несколько увеличенное по сравнению с истинным пятно контакта, поэтому для окончательной проверки передачу обкатывают в течение 10 -20 мин без краски и масла с подачей на зубья керосина. На поверхности зубьев образуются хорошо видимые блики, дающие точную картину величины и месторасположения пятна контакта.
Рис. 5.1 Проверка качества зубчатого зацепления
5.2. Регулировка конических зацеплений
Особенностью сборки конической передачи является относительная осевая подвижность валов, что оказывает влияние на качество зацепления. Поэтому для конических редукторов установлены допуски на непересечение осей DК и отклонения межосевого угла Dj (рис. 5.2).
Регулировка конического зацепления по этим параметрам осуществляют лекальной линейкой, которую устанавливают со стороны дополнительного конуса колес. Осевым перемещением валов добиваются совпадения поверхностей конуса по дополнительному конусу, после чего определяют толщину прокладок а и b и устанавливают их под стакан и крышки. Регулирование положения колес можно производить непосредственно по пятну контакта и боковому зазору. Боковые зазоры в конической передаче определяют по нормали к поверхности зубьев у большого основания делительного конуса с помощью щупа, свинцовых пластинок и индикатора. Боковые зазоры регулируют путем осевых перемещений валов. Осевое смещение шестерни связано с изменением бокового зазора С в зацеплении зависимостью:
Рис 5.2. Регулировка конического зацепления:
a, b, c - толщина прокладок, обеспечивающая необходимый боковой зазор;
d - толщина прокладок, обеспечивающая необходимый осевой зазор подшипников

(5.1)
где S - величина осевого смещения вала;
 a - угол зацепления;
a - угол зацепления;
b - угол начального конуса,
где zш, zк - количество зубьев шестерни и колеса соответственно.
Площадь пятна контакта собранной конической передачи определяют так же, как при сборке цилиндрических передач.
5.3. Регулировка червячных зацеплений
При сборке червячного редуктора регулируют положение червячного колеса таким образом, чтобы его средняя плоскость О-О (рис. 5.3) совпала с осью червяка. Для этого конические подшипники торцевыми крышками зажимают так, чтобы устранить осевые зазоры.
Затем на боковой торец колеса Т устанавливают шаблон. Фактический зазор dф между шаблоном и базовым пояском сравнивают с расчетным зазором и судят о степени смещения средней плоскости колеса относительно оси червяка. Расчетный зазор dр между базовой шейкой червяка и шаблоном вычисляют по зависимости:
 (5.2)
(5.2)
где К - фактическое расстояние средней плоскости колеса до его базового торца;
Dd - фактический диаметр базового пояска червяка;
С - фактический перепад между базовыми плоскостями шаблона;
 - допустимое смещение средней плоскости колеса относительно оси червяка.
- допустимое смещение средней плоскости колеса относительно оси червяка.
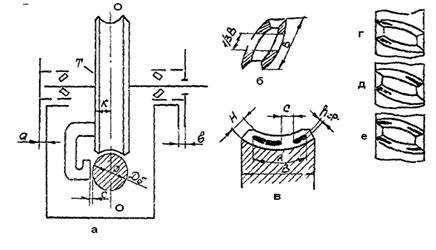
Рис. 5.3. Регулировка червячного редуктора:
а - схема выверки червячного колеса;
б - схема "завалки" зубьев колеса;
в - правильное расположение пятна контакта;
г, д, е - неправильное расположение пятна контакта
Если фактический зазор dф, измеренный щупом, меньше или больше расчетного значения, то колесо смещают по оси на необходимую величину в ту или иную сторону. Образовавшиеся зазоры а и b измеряют в нескольких местах по окружности и вычисляют их среднеарифметическое значение Scp. Необходимую толщину прокладок определяют по зависимостям:

Величина е берется со знаком «-», если допустимое смещение направлено в сторону прокладки, толщина которой определяется, и со знаком «+», если оно направлено от прокладки, толщина которой определяется.
Положение средней плоскости можно проверить при помощи контрольной линейки, накладываемой на базовый торец червячного колеса и щупа, а также по краске в зацеплении или с помощью отвесов (в передачах с верхним расположением червяка), опускаемых с червяка по обе стороны колеса.
Проверку бокового зазора в червячном зацеплении проверяют двумя методами:
1. На корпус редуктора крепят стойку с индикатором, головку индикатора упирают в зуб червячного колеса на начальной окружности и производят качание колеса в обе стороны до упора в витки червяка.
2. Определяют холостой ход червяка при неподвижном колесе. Для этого на корпус редуктора крепят круговую шкалу в градусах поворота, а на шейку червяка устанавливают стрелку. Поворачивая червяк от упора до упора в зубья колеса, определяют угол поворота стрелки. Боковой зазор подсчитывают по следующей зависимости:
 (5.3)
(5.3)
где j - угол поворота червяка, град.;
q - число модулей в делительной окружности червяка,
 |
где m - модуль, мм;
 - диаметр начальной окружности червяка, мм;
- диаметр начальной окружности червяка, мм;
 |
l - угол подъема витка червяка на делительном цилиндре,
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 908; Нарушение авторских прав?; Мы поможем в написании вашей работы!